一种轴用卡簧装配机的制作方法
:
1.本实用新型涉及自动化装配领域,特指一种轴用卡簧装配机。
背景技术:
2.卡簧(外文名circlip),也叫挡圈或扣环,属于紧固件的一种,供装在机器、设备的轴槽或孔槽中,起着阻止轴上或孔上的零件轴向运动的作用。
3.目前市面上安装卡簧采用的是传统手工安装,需要通过人工用钳子将卡簧撑开,再套设到工件上,安装效率低,劳动强度大,费时费力。
4.有鉴于此,本发明人提出以下技术方案。
技术实现要素:
5.本实用新型的目的在于克服现有技术的不足,提供一种轴用卡簧装配机。
6.为了解决上述技术问题,本实用新型采用了下述技术方案:一种轴用卡簧装配机,包括:机架、设置于所述机架一侧并用于将卡簧自动送出的振动盘、设置于所述机架另一侧并用于定位工件的定位夹具、设置于所述振动盘与所述定位夹具之间并用于传递所述卡簧的上料机构、设置于所述上料机构端部并用于将所述卡簧安装到所述工件上的压扣装置及设置于所述压扣装置旁侧并用于将所述卡簧定位撑开的导向装置。
7.进一步而言,上述技术方案中,所述上料机构包括有定位槽座、竖直设置于所述定位槽座上并与所述振动盘中导料杆对接的堆料轨道、以能够移动的方式惯出安装于所述定位槽座内并能够于所述堆料轨道下方穿梭的推料板及用于驱动所述推料板移动以将堆料轨道下端的所述卡簧推到所述压扣装置处的第一驱动装置,所述推料板端部设置有用于定位所述卡簧的定位槽口。
8.进一步而言,上述技术方案中,所述导向装置包括有位于所述压扣装置下方并能够抵压到所述工件上的锥形导向轴、安装于所述锥形导向轴一侧并用于配合定位所述卡簧的导向块、至少一根连接所述导向块并用于带动所述锥形导向轴上下移动的导向连杆及用于驱动所述导向连杆上下移动以将所述锥形导向轴插入所述工件上的第二驱动装置。
9.进一步而言,上述技术方案中,所述机架上堆叠设置有用于安装支撑所述导向装置和所述压扣装置的第一支撑架和第二支撑架,所述导向连杆贯穿所述第一支撑架的第一支撑板,且所述导向连杆上套设有缓冲弹簧,该缓冲弹簧位于所述第一支撑板上方。
10.进一步而言,上述技术方案中,所述导向块一端插入所述锥形导向轴内,且所述导向块上成型有与所述锥形导向轴对接并用于定位所述卡簧开口的v型楔块部。
11.进一步而言,上述技术方案中,所述压扣装置包括有贯穿所述第一支撑板的压杆、安装于所述第二支撑架上并用于推动所述压杆升降的第三驱动装置及设置于所述压杆上并用于将所述卡簧吸附固定在所述压杆底部的磁铁,所述压杆下部成型有能够套设于所述锥形导向轴上的轴孔,以及成型于所述轴孔一侧并与所述 v型楔块部对应的缺口。
12.进一步而言,上述技术方案中,所述导向装置还包括有竖直设置于所述第一支撑
板上的第一滑轨及安装于所述第一滑轨上并用于连接所述导向连杆与所述第二驱动装置的第一滑块,且所述第一滑块上并列设置有两根用于连接所述导向块的所述导向连杆,并且每根所述导向连杆上均套设有所述缓冲弹簧;所述压扣装置还包括有安装于所述第一支撑板上并用于供所述压杆穿过的套筒。
13.进一步而言,上述技术方案中,所述机架上还设置有用于驱动所述定位夹具移动换位的换位装置,该换位装置上至少设置有两个所述定位夹具。
14.进一步而言,上述技术方案中,所述换位装置包括有换位旋转盘及用于驱动所述换位旋转盘转动的第四驱动装置,所述定位夹具对称安装于所述换位旋转盘上。
15.进一步而言,上述技术方案中,所述换位旋转盘上安装有两个所述定位夹具,所述换位旋转盘两侧对称设置有用于止位防撞的第一缓冲装置和第二缓冲装置,所述换位旋转盘上设置有用于与所述第一缓冲装置和所述第二缓冲装置接触抵压的止位块。
16.采用上述技术方案后,本实用新型与现有技术相比较具有如下有益效果:本实用新型中采用振动盘将卡簧自动排列送出给上料机构,由上料机构将卡簧逐个推送给压扣装置,再通过压扣装置将卡簧压下经导向装置撑开后套设到工件上,进而替代人工,实现自动扣装卡簧,相比于人工手动装配效率更高,而工人也只需将工件放置到定位夹具上即可,劳动强度低。
附图说明:
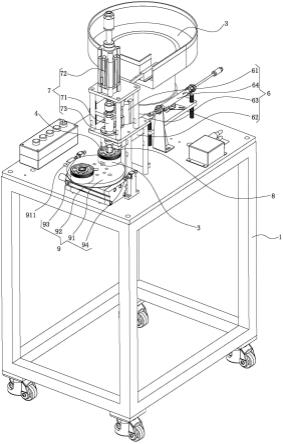
17.图1是本实用新型的立体图一;
18.图2是本实用新型的立体图二;
19.图3是本实用新型的主视图;
20.图4是图3中a-b截面的剖视图;
21.图5是图4中b处的局部放大图;
22.图6是本实用新型中上料机构的结构图;
23.图7是本实用新型中导向装置的结构图;
24.图8是本实用新型中压扣装置的结构图。
具体实施方式:
25.下面结合具体实施例和附图对本实用新型进一步说明。
26.见图1至图8所示,为一种轴用卡簧装配机,其包括:机架1、设置于所述机架1一侧并用于将卡簧2自动送出的振动盘3、设置于所述机架1另一侧并用于定位工件4的定位夹具5、设置于所述振动盘3与所述定位夹具5之间并用于传递所述卡簧2的上料机构6、设置于所述上料机构6端部并用于将所述卡簧2 安装到所述工件4上的压扣装置7及设置于所述压扣装置7旁侧并用于将所述卡簧2定位撑开的导向装置8。采用振动盘3将卡簧2自动排列送出给上料机构6,由上料机构6将卡簧2逐个推送给压扣装置7,再通过压扣装置7将卡簧2压下经导向装置8撑开后套设到工件4上,进而替代人工,实现自动扣装卡簧2,相比于人工手动装配效率更高,而工人也只需将工件4放置到定位夹具5上即可,劳动强度低。
27.所述上料机构6包括有定位槽座61、竖直设置于所述定位槽座61上并与所述振动盘3中导料杆31对接的堆料轨道62、以能够移动的方式惯出安装于所述定位槽座61内并能
够于所述堆料轨道62下方穿梭的推料板63及用于驱动所述推料板63移动以将堆料轨道62下端的所述卡簧2推到所述压扣装置7处的第一驱动装置64,所述推料板63端部设置有用于定位所述卡簧2的定位槽口631。所述定位槽座61上盖合安装有罩设于所述推料板63上并用于支撑所述堆料轨道 62的盖板65。所述第一驱动装置64为直线气缸。
28.所述导向装置8包括有位于所述压扣装置7下方并能够抵压到所述工件4上的锥形导向轴81、安装于所述锥形导向轴81一侧并用于配合定位所述卡簧2的导向块82、至少一根连接所述导向块82并用于带动所述锥形导向轴81上下移动的导向连杆83及用于驱动所述导向连杆83上下移动以将所述锥形导向轴81 插入所述工件4上的第二驱动装置84。所述锥形导向轴81的上部为锥形部,该锥形导向轴82下部为能够插入所述工件4内的圆轴部,从而利用锤形导向轴81 将卡簧2撑开,以替代人工用钳子撑开,而锥形导向轴81两端在压扣装置7下压卡簧2过程中能够分别对压扣装置7和工件2进行定位,以确保卡簧2安装时的同轴度,使卡簧2能够准确卡装到工件4上。所述第二驱动装置84为直线气缸。
29.所述机架1上堆叠设置有用于安装支撑所述导向装置8和所述压扣装置7的第一支撑架11和第二支撑架12,所述导向连杆83贯穿所述第一支撑架11的第一支撑板111,且所述导向连杆83上套设有缓冲弹簧85,该缓冲弹簧85位于所述第一支撑板111上方。
30.所述导向块82一端插入所述锥形导向轴81内,且所述导向块82上成型有与所述锥形导向轴81对接并用于定位所述卡簧2开口的v型楔块部821。
31.所述压扣装置7包括有贯穿所述第一支撑板111的压杆71、安装于所述第二支撑架12上并用于推动所述压杆71升降的第三驱动装置72及设置于所述压杆71上并用于将所述卡簧2吸附固定在所述压杆71底部的磁铁,所述压杆71 下部成型有能够套设于所述锥形导向轴81上的轴孔711,以及成型于所述轴孔 711一侧并与所述v型楔块部821对应的缺口712。所述第三驱动装置72为直线气缸。
32.所述导向装置8还包括有竖直设置于所述第一支撑板111上的第一滑轨86 及安装于所述第一滑轨86上并用于连接所述导向连杆83与所述第二驱动装置 84的第一滑块87,且所述第一滑块87上并列设置有两根用于连接所述导向块 82的所述导向连杆83,并且每根所述导向连杆83上均套设有所述缓冲弹簧85;所述压扣装置7还包括有安装于所述第一支撑板111上并用于供所述压杆71穿过的套筒73。
33.所述机架1上还设置有用于驱动所述定位夹具5移动换位的换位装置9,该换位装置9上至少设置有两个所述定位夹具5。
34.所述换位装置9包括有换位旋转盘91及用于驱动所述换位旋转盘91转动的第四驱动装置92,所述定位夹具5对称安装于所述换位旋转盘91上。所述第四驱动装置92为旋转气缸。
35.所述换位旋转盘91上安装有两个所述定位夹具5,所述换位旋转盘91两侧对称设置有用于止位防撞的第一缓冲装置93和第二缓冲装置94,所述换位旋转盘91上设置有用于与所述第一缓冲装置93和所述第二缓冲装置94接触抵压的止位块911。
36.综上所述,本实用新型工作时,由人工将若干卡簧2添加到振动盘3上,再由振动盘3将卡簧2逐个排列送出给上料机构6;进一步,由上料机构6中的堆料轨道62将卡簧2堆叠在一起,再由第一驱动装置64驱动推料板63将堆料轨道62最下端的卡簧2推到压扣装置7下方,并由压杆71上的磁铁将卡簧2吸住;进一步,由导向装置8中的第二驱动装置84推动导向
连杆83将柱形导向轴81 和导向块82抬升与压杆71接触,并由v型楔块部821与卡簧2的缺口卡位对接,再由换位装置9将工件4移动到压扣装置7下方;进一步,由第二驱动装置84 和第三驱动装置72分别推动锤形导向轴81和压杆71同步向下移动,在锥形导向轴81抵压到工件4上后,压杆71进一步下压将卡簧2沿锥形导向轴81撑开套设到工件4上,完成卡簧2装配到工件4上。
37.当然,以上所述仅为本实用新型的具体实施例而已,并非来限制本实用新型实施范围,凡依本实用新型申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1