一种燕尾型内套铣刀的制作方法
1.本实用新型涉及加工刀具的技术领域,具体是涉及一种燕尾型内套铣刀。
背景技术:
2.生产生活中的工具、器具等,所涉及到的工件较多,对于一些圆形的工件而言,其端部的外沿处设置有内凹的卡槽,通过卡槽为后续套管、卡接提供结构支撑。目前,现有用于加工工件外沿上的内凹的卡槽的方式为车刀车加工得到,不仅加工效率低,还导致加工得到的卡槽的槽壁较粗糙,导致后续在进行套管、卡接等操作时会出现密封性差的问题,影响工件的使用性能。另外,车刀在加工过程中仅有其端部进行工作,加工负荷大,极易出现疲劳而损坏的问题,刀具使用寿命短,需要频繁更换刀具,不仅导致资源浪费,生产成本升高,还进一步导致加工效率下降,不利于相关工件的加工制造。
技术实现要素:
3.针对现有技术中存在的上述问题,现旨在提供一种燕尾型内套铣刀,以设置外套式的转盘,转盘上设置有若干伸出的支撑座,每一支撑座上均设置有刀片,并且,刀片的刃口呈燕尾型布置,使得加工时能外套于待加工的工件的外沿上,实现对卡槽的一次性加工,并且,转盘和待加工的工件均可转动,成倍提升了加工效率,另外,工件是通过若干刀片共同加工得到,减少了单一刀片的加工量,从而减轻了每一刀片的负荷,降低因疲劳而损坏的风险,延长了刀具的使用寿命,节省了资源,且避免了刀具需要频繁更换的问题,降低了生产成本,利于相关工件的加工制造。
4.具体技术方案如下:
5.一种燕尾型内套铣刀,具有这样的特征,包括:
6.转盘,转盘为外套式结构,转盘包括圆形的盘体和若干支撑座,盘体的中心开设有装配孔,若干支撑座以装配孔为中心呈环形阵列分布于盘体的外沿上,且若干支撑座均朝向盘体的同一侧伸出,若干支撑座伸出的部位围成一环形腔体,且环形腔体的内径大于待加工的工件的外径,并且,沿盘体的周向方向上,每一支撑座伸出的一端上且位于盘体周向上的同一侧均设置有一安装位,同时,每一安装位中均设置有第一配合面;
7.刀片,刀片包括固定端和加工端,固定端设置于安装位内,固定端上设置有与第一配合面相互配合的第二配合面,加工端设置于固定端的一端上且沿盘体的径向朝向盘体的中心一侧伸出,并且,加工端伸出的一端呈“v”字形岔开布置,且加工端朝向盘体的中心一侧伸出的一端的棱边为刃口。
8.上述的一种燕尾型内套铣刀,其中,加工端呈“v”字形岔开的一端且位于其背离盘体的一侧的轮廓形状与待加工的工件上的卡槽的槽底和槽壁的外轮廓一致。
9.上述的一种燕尾型内套铣刀,其中,盘体和若干支撑座为一体式结构;固定端和加工端为一体式结构。
10.上述的一种燕尾型内套铣刀,其中,每一支撑座上且位于其靠近盘体的中心的一
侧均设置有两条凸起,且两条凸起分别与加工端的“v”字形岔开的两部分对应。
11.上述的一种燕尾型内套铣刀,其中,每一支撑座上且位于安装位内均开设有一沿盘体的切向布置的固定孔,同时,刀片的固定端上开设有与固定孔对应的锁紧孔。
12.上述的一种燕尾型内套铣刀,其中,第一配合面和第二配合面的表面均呈锯齿状布置,同时,每一锯齿均沿盘体的轴向布置。
13.上述的一种燕尾型内套铣刀,其中,每一安装位均为一下沉于所在支撑座上的安装缺口,且每一安装缺口靠近盘体的一侧形成定位面,且刀片的固定端的一侧抵靠于定位面上。
14.上述的一种燕尾型内套铣刀,其中,每一安装缺口内且位于定位面的转角处均开设有一过渡孔,且过渡孔贯穿所在的支撑座。
15.上述的一种燕尾型内套铣刀,其中,盘体的中心且位于其背离设置支撑座的一侧设置有凸台,装配孔贯穿凸台,并且凸台上沿盘体的径向开设有限位槽。
16.上述的一种燕尾型内套铣刀,其中,装配孔为台阶孔。
17.上述技术方案的积极效果是:
18.上述的燕尾型内套铣刀,通过设置外套式的转盘,转盘包括若干伸出且安装有刀片的支撑座,使得转盘能带动若干刀片转动并套设于待加工的工件的外沿外,并且,每一刀片的刃口均呈燕尾型布置,能维持与待加工的工件的外沿上的卡槽的轮廓对应,实现对卡槽的一次性加工,从而提升了加工得到的卡槽的槽壁的光滑性,提高了密封性能;并且,转盘和待加工的工件均可转动,可成倍提升加工效率,另外,通过若干刀片共同加工该工件,有效减少了单一刀片的加工量,从而减轻了每一刀片的负荷,降低刀片因疲劳而损坏的风险,延长了刀具的使用寿命,避免了资源浪费,同时也避免了需要频繁更换刀具导致的效率低、生产成本高的问题,更利于相关工件的加工制造。
附图说明
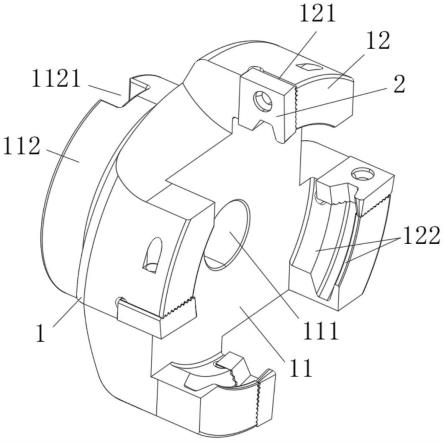
19.图1为本实用新型的一种燕尾型内套铣刀的实施例的结构图;
20.图2为本实用新型 一较佳实施例的转盘的一视角的结构图;
21.图3为本实用新型 一较佳实施例的转盘的另一视角的结构图;
22.图4为本实用新型 一较佳实施例的刀片的一视角的结构图;
23.图5为本实用新型 一较佳实施例的刀片的另一视角的结构图。
24.附图中:1、转盘;11、盘体;12、支撑座;111、装配孔;112、凸台;121、安装位;122、凸起;123、固定孔;1121、限位槽;1211、安装缺口;1212、第一配合面;1213、定位面;1214、过渡孔;2、刀片;21、固定端;22、加工端;211、第二配合面;212、锁紧孔;221、刃口。
具体实施方式
25.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,以下实施例结合附图1至附图5对本实用新型提供的技术方案作具体阐述,但以下内容不作为本实用新型的限定。
26.图1为本实用新型的一种燕尾型内套铣刀的实施例的结构图。如图1所示,本实施例提供的燕尾型内套铣刀包括:转盘1和若干刀片2,若干刀片2安装于转盘1上,通过转盘1
带动若干刀片2转动。
27.图2为本实用新型一较佳实施例的转盘的一视角的结构图;图3为本实用新型一较佳实施例的转盘的另一视角的结构图。如图1、图2以及图3所示,转盘1为外套式结构,使得后续转盘1可外套设于待加工的工件的端部外,从而实现对待加工的工件上的外沿上的卡槽的加工。此时,转盘1包括圆形的盘体11和若干支撑座12,于盘体11的中心开设有装配孔111,使得后续可通过装配孔111安装于机床的转轴等结构上,安装更方便。同时,若干支撑座12以装配孔111为中心呈环形阵列分布于盘体11的外沿上,实现了若干支撑座12在盘体11上的均匀分布,保证了转盘1结构的均匀性,为后续加工过程中转盘1能稳定转动提供了条件,从而使得转盘1和待加工的工件均可转动,并且在两者相对转动时,将加工效率提升了一倍,加工效率更高。并且,若干支撑座12均朝向盘体11的同一侧伸出,方便对处于转盘1一侧的工件进行加工。此时,若干支撑座12伸出的部位围成一环形腔体,并且,环形腔体的内径大于待加工的工件的外径,通过形成的环形腔体可使得待加工的工件的端部能伸入其中,从而通过支撑座12上安装的刀片2来实现对工件的加工。并且,沿盘体11的周向方向上,每一支撑座12伸出的一端上且位于盘体11周向上的同一侧均设置有一安装位121,通过安装位121为刀片2的安装提供了安装基础,同时也使得在转盘1转动过程中,安装位121上的刀片2能处于同一方向上,满足依次对待加工的工件进行加工的使用需求,从而减少了单一刀片2的加工量,减轻了每一刀片2的负荷,降低了每一刀片2因负载过大而导致疲劳损坏等风险,延长了刀具的使用寿命,避免了资源浪费,同时也避免了需要频繁更换刀具导致的效率低、生产成本高的问题。同时,每一安装位121中均设置有第一配合面1212,通过第一配合面1212为后续刀片2稳定安装于安装位121内提供了条件,结构设计更合理。
28.图4为本实用新型 一较佳实施例的刀片的一视角的结构图;图5为本实用新型 一较佳实施例的刀片的另一视角的结构图。如图1、图4以及图5所示,刀片2又包括固定端21和加工端22。此时,将固定端21设置于安装位121内,即刀片2通过其固定端21安装于对应的支撑座12的安装位121中,实现刀片2和支撑座12的连接,从而达到转盘1带动刀片2转动的目的。同时,于固定端21上设置有与第一配合面1212相互配合的第二配合面211,即通过第一配合面1212和第二配合面211的相互配合,实现了刀片2的固定端21和支撑座12上的安装位121之间的相互限位,从而提升了两者安装的稳定性,提高安全保障。同时,加工端22设置于固定端21的一端上且沿盘体11的径向朝向盘体11的中心一侧伸出,使得刀片2的加工端22延伸至若干支撑座12围成的环形腔体内,为后续能通过加工端22对伸入至围成的腔体中的工件进行加工提供了条件。并且,加工端22伸出的一端呈“v”字形岔开布置,且加工端22朝向盘体11的中心一侧伸出的一端的棱边为刃口221,使得每一刀片2的加工端22用于加工的刃口221均呈“v”字形岔开布置,从而适应了工件上内凹的卡槽的加工需求,实现对卡槽的轮廓面的一次性加工,从而提升了加工得到的卡槽的槽壁的光滑性,提高了密封性能。
29.具体的,刀片2的加工端22且其呈“v”字形岔开的一端,同时位于其背离盘体11的一侧的轮廓形状与待加工的工件上的卡槽的槽底和槽壁的外轮廓一致,可使得在刀片2接触待加工的工件的外表时,能通过加工端22的刃口221直接加工卡槽,且卡槽加工成型时,刀片2的加工端22能完全覆盖卡槽的一侧的槽壁,从而保证了卡槽该侧的槽壁为整体加工成型,进一步保证了卡槽的槽壁的光滑性,提高了密封效果。
30.更加具体的,转盘1的盘体11和若干支撑座12为一体式结构,优选的,盘体11和支
撑座12形成的一体式结构为铸件加工而成,结构强度更高,承载能力更强,安全性更高。同样的,刀片2的固定端21和加工端22也为一体式结构,保证了刀片2的整体性,结构强度更高,使用寿命更长。
31.更加具体的,每一支撑座12上且位于其靠近盘体11的中心的一侧均设置有两条凸起122,此时,两条凸起122分别与加工端22的“v”字形岔开的两部分对应,通过两条凸起122为刀片2的加工端22的“v”字形岔开的两部分分别提供支撑,使得刀片2的加工端22的承载能力更强,有效避免了刀片2的加工端22因支撑力不够而出现变形、断裂的问题,保证了刀片2的正常工作,提高了安全性。另外,两条凸起122之间具有间隔,方便了待加工的工件的外沿从连着之间的间隔中通过,避免了加工碰撞问题,结构设计更合理。
32.更加具体的,每一支撑座12上且位于安装位121内均开设有一沿盘体11的切向布置的固定孔123,使得在转盘1转动时,每一支撑座12上的固定孔123的受力方向均与其布置方向一致,从而有效防止了支撑座12本身以及后续安装于安装位121内的刀片2因受力倾斜而出现形变等问题。同时,刀片2的固定端21上开设有与固定孔123对应的锁紧孔212,即通过锁紧螺母等螺纹紧固件可将刀片2的固定端21上的锁紧孔212与安装位121中的固定孔123连接,从而实现刀片2在支撑座12上的稳定安装,拆装更方便。
33.更加具体的,安装位121中的第一配合面1212和刀片2的固定端21上的第二配合面211的表面均呈锯齿状布置,使得通过两者上的锯齿状结构的相互嵌设而实现限位,限位效果更好,安装稳定性更高。同时,每一锯齿均沿盘体11的轴向布置,使得在转盘1转动而使刀片2受到离心力时,第一配合面1212和第二配合面211能限制刀片2发生离心运动,从而保证了刀片2在转盘1上安装的稳定性和可靠性,保证了加工得到的工件的品质。
34.更加具体的,支撑座12上的每一安装位121均为一下沉于所在支撑座12上的安装缺口1211,避免了安装位121突出于支撑座12外而导致后续安装的刀片2过度突出的问题。并且,每一安装缺口1211靠近盘体11的一侧形成定位面1213,同时,刀片2的固定端21的一侧抵靠于定位面1213上,即在将刀片2安装于安装位121内时,刀片2还能通过其固定端21抵靠于定位面1213上来实现限位,进一步提高安装的稳定性,结构设计更合理。
35.更加具体的,每一安装缺口1211内且位于定位面1213的转角处均开设有一过渡孔1214,此时,该过渡孔1214贯穿所在的支撑座12,由于安装缺口1211为下沉于支撑座12上的结构,若安装缺口1211的侧面和底面之间的转角处为直角时,则存在转角时加工难以清角的问题,加工难度大,且存在加工不彻底的问题,此时,通过在转角处设置过渡孔1214,可有效消除转角处的清角问题,保证了转角处加工的彻底性,从而保证了后续安装刀片2时能维持刀片2安装的平整性,结构设计更合理。
36.更加具体的,盘体11的中心且位于其背离设置支撑座12的一侧设置有凸台112,优选的,凸台112与盘体11为一体式结构,增强了转盘1在装配孔111处的结构强度。同时,装配孔111贯穿凸台112,方便了后续转配孔与机床上的转轴的安装连接,并且凸台112上沿盘体11的径向开设有限位槽1121,通过限位槽1121方便了连接键在转盘1和机床的转轴之间的限位,实现转盘1和机床的转轴之间在其周向上的稳定连接。
37.更加具体的,转配上的装配孔111为台阶孔,使得装配孔111内能有台阶,为后续稳定安装于机床的转轴上提供了限位基础,结构设计更合理。
38.本实施例提供的燕尾型内套铣刀,包括转盘1和刀片2;通过设置带有若干朝向一
侧伸出的支撑座12的转盘1,若干支撑座12围成的环形腔体外套于待加工的工件的端部,且每一支撑座12上均设置有用于安装刀片2的安装位121,通过转盘1带动若干刀片2在待加工的工件外转动来实现加工,且加工过程由若干刀片2共同完成,从而减少了单一刀片2的加工量,从而减轻了每一刀片2的负荷,降低刀片2因疲劳而损坏的风险,延长了刀具的使用寿命,避免了资源浪费,同时也避免了需要频繁更换刀具导致的效率低、生产成本高的问题,另外,每一刀片2的刃口221均呈“v”字形岔开的燕尾型布置,能对应待加工的工件的外沿上的卡槽的轮廓,实现一次性加工,保证了加工出的壁面的平整性,提高了产品品质,另外,还能通过转盘1和工件的双向转动进一步提升加工效率,利于相关工件的加工制造。
39.以上仅为本实用新型较佳的实施例,并非因此限制本实用新型的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本实用新型说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1