一种MEA自动组装设备的制作方法
一种mea自动组装设备
技术领域
1.本实用新型涉及膜电极自动组装技术领域,尤其涉及一种mea自动组装设备。
背景技术:
2.常规随着国家大力推进新能源汽车的发展和对能源和环境保护的迫切需求,氢燃料电池因其具有零污染、高效率、无噪声的巨大优势,替代锂电池成为新能源汽车燃料电池是必然的趋势。但是,我国的氢燃料电池的发展才刚刚起步,国内氢燃料电池的生产企业较少,且自动化程度较高的设备则更少,导致产能较低,效益不高。
3.本实用新型针对氢燃料电池发电的关键核心部件,在其组装工艺的基础上,设计了一台自动化mea组装设备,以降低劳动强度,节约人工成本,提升企业产能和效益,促进氢燃料电池的发展与推广。
技术实现要素:
4.本实用新型的目的是提供一种mea自动组装设备,解决现有技术中存在的上述技术问题。
5.为解决上述技术问题,本实用新型采用如下技术方案:
6.本实用新型提供了一种mea自动组装设备,包括支撑平台、设置在所述支撑平台上的gde上料机器人、多个ccd检测组件、移载模块、设置在所述移载模块上的移动工装、下压机构、pi膜上料模块、湿pbi膜上料机器人、第二旋转下压机构、翻转接驳机构模组;
7.其中所述gde上料机器人用于从上料位吸取gde膜,将其移动至ccd检测工位进行拍照定位并调整角度后,放置到所述移动工装上的移动工装治具内,同时使gde膜的阴极朝上;所述下压机构用于将所述gde膜的下表面与所述移动工装治具贴合;
8.所述移载模块用于将所述移动工装移动至pi膜上料工位;所述pi膜上料模块用于吸取pi膜,并利用ccd检测工位校准角度,并将其叠放到gde膜的上表面,然后第一旋转下压机构夹紧;
9.所述移载模块还用于将所述移动工装移动至湿pbi膜上料工位;所述湿pbi膜上料机器人用于吸取湿pbi膜,并利用ccd检测工位校准角度,并将其叠放到pi膜的上表面,然后第一旋转下压机构夹紧;
10.在所述移动工装治具内,通过叠放方式,从下层往上层,设置有gde膜、pi膜、湿pbi膜、pi膜、gde膜;其中上层gde膜的阳极朝上;
11.所述移载模块还用于将完成叠放的移动工装治具移动至预压工位;所述第一旋转下压机构用于配合所述移动工装治具形成压合产品;
12.再利用所述移载模块将移动工装移动至翻转工位,所述翻转接驳机构模组用于将产品和载具一起夹取后翻转180
°
,便于利用后道机器人取走并放置后道工位。
13.本实施例中,进一步地优化,所述gde上料机器人包括用于吸附gde膜的第一吸盘、为所述第一吸盘提供吸附动力的第一真空发生器、以及第一浮动机构。
14.本实施例中,再进一步地优化,所述移载模块上设置有第一拖链。
15.本实施例中,再进一步地优化,所述移动工装包括设置在所述移载模块上并随之滑动的移动工装治具、设置在所述移动工装治具四角的多个第一旋转下压机构、设置在所述移动工装治具底部的顶升避让机构、设置在所述移动工装治具上的第二真空发生器、真空转接口、第一定位销。
16.本实施例中,再进一步地优化,所述下压机构包括通过第二拖链设置在所述滑轨上的伺服模组、设置在所述伺服模组上并通过下压气缸驱动的压板、设置在所述压板上的吹嘴和压柱。
17.本实施例中,再进一步地优化,所述pi膜上料模块包括用于调节pi膜位置的x轴模组、y轴模组、z轴模组、r轴伺服模组、以及用于检测所述pi膜位置角度的第一视觉组件和第二ccd检测组件。
18.本实施例中,再进一步地优化,所述湿pbi膜上料机器人包括用于吸附转运湿pbi膜的第二吸盘、第二浮动机构、第三真空发生器、以及用于检测所述湿pbi膜的位置角度的第二视觉组件和第三ccd检测组件。
19.本实施例中,再进一步地优化,所述第二旋转下压机构包括通过多个支撑柱设置在所述移载模块上方的支撑顶板、设置在所述支撑顶板上的伺服电缸和导向柱、位于所述支撑顶板上的正下方并通过所述伺服电缸和导向柱调节的预压板、设置在所述预压板的顶部的压力传感器。
20.本实施例中,再进一步地优化,所述翻转接驳机构模组包括y轴伺服模组、设置在所述y轴伺服模组上的z轴伺服模组、设置在所述z轴伺服模组上并通过旋转伺服电机调节的产品载具、设置在所述z轴伺服模组上的夹持气缸、与所述y轴伺服模组相对的配合伺服模组、设置在所述配合伺服模组上的载具接驳板、设置在所述载具接驳板上的第二定位销。
21.与现有技术相比,本实用新型的有益技术效果:本技术中通过改进mea自动组装,提升企业的生产效率和产能,降低劳动强度,节约人工成本,增加企业效益;提升企业的自动化程度,促进企业快速发展;促进氢燃料电池的发展与推广,跟随国家新能源发展的趋势。
附图说明
22.下面结合附图说明对本实用新型作进一步说明。
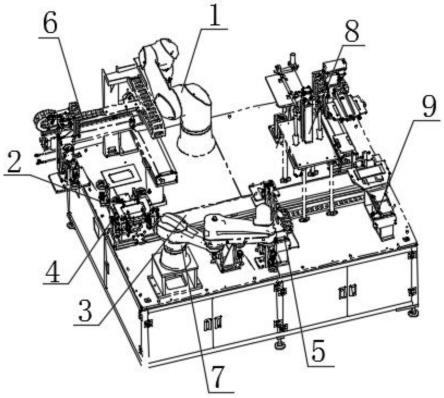
23.图1为本实用新型mea自动组装设备的主体结构示意图;
24.图2为本实用新型mea自动组装设备中gde上料机器人示意图;
25.图3为本实用新型mea自动组装设备中移载模块示意图;
26.图4为本实用新型mea自动组装设备中移动工装示意图;
27.图5为本实用新型mea自动组装设备中下压机构的示意图;
28.图6为本实用新型mea自动组装设备中pi膜上料模块的示意图;
29.图7为本实用新型mea自动组装设备中湿pbi膜上料机器人的示意图;
30.图8为本实用新型mea自动组装设备中第二旋转下压机构的示意图;
31.图9为本实用新型mea自动组装设备中翻转接驳机构模组的示意图。
32.附图标记说明:
33.1、gde上料机器人;1a、第一吸盘;1b、第一真空发生器;1c、第一浮动机构;
34.2、第一ccd检测组件;
35.3、移载模块;3a、第一拖链;
36.4、移动工装;4a、移动工装治具;4b、第一旋转下压机构;4c、顶升避让机构;4d、第二真空发生器;4e、真空转接口;4f、第一定位销;
37.5、下压机构;5a、下压气缸;5b、吹嘴;5c、压柱;5d、第二拖链;
38.6、pi膜上料模块;6a、x轴模组;6b、y轴模组;6c、z轴模组;6d、r轴伺服模组;6e、第一视觉组件;6f、第二ccd检测组件;
39.7、湿pbi膜上料机器人;7a、第二吸盘;7b、第二浮动机构;7c、第二视觉组件;7d、第三真空发生器;7e、第三ccd检测组件;
40.8、第二旋转下压机构;8a、伺服电缸;8b、导向柱;8c、压力传感器;8d、支撑柱;8e、预压板;
41.9、翻转接驳机构模组;9a、z轴伺服模组;9b、y轴伺服模组;9c、旋转伺服电机;9d、产品载具;9e、夹持气缸;9f、配合伺服模组;9g、载具接驳板;9h、第二定位销。
具体实施方式
42.如图1-9所示,本实施例中公开了一种mea自动组装设备,包括支撑平台、安装在所述支撑平台上的gde上料机器人1、多个ccd检测组件、移载模块3、安装在所述移载模块3上的移动工装4、下压机构5、pi膜上料模块6、湿pbi膜上料机器人7、第二旋转下压机构8、翻转接驳机构模组9;
43.其中所述gde上料机器人用于从上料位吸取gde膜1,将其移动至ccd检测工位进行拍照定位并调整角度后,放置到所述移动工装4上的移动工装治具4a内,同时使gde膜1的阴极朝上;所述下压机构5用于将所述gde膜1的下表面与所述移动工装治具4a贴合;
44.所述移载模块3用于将所述移动工装4移动至pi膜上料工位;所述pi膜上料模块6用于吸取pi膜,并利用ccd检测工位校准角度,并将其叠放到gde膜1的上表面,然后第一旋转下压机构夹紧4b;
45.所述移载模块3还用于将所述移动工装4移动至湿pbi膜上料工位;所述湿pbi膜上料机器人7用于吸取湿pbi膜,并利用ccd检测工位校准角度,并将其叠放到pi膜的上表面,然后第一旋转下压机构夹紧4b;
46.在所述移动工装治具4a内,通过叠放方式,从下层往上层,设置有gde膜、pi膜、湿pbi膜、pi膜、gde膜;其中上层gde膜的阳极朝上;
47.所述移载模块3还用于将完成叠放的移动工装治具4a移动至预压工位;所述第二旋转下压机构8用于配合所述移动工装治具4a形成压合产品;
48.再利用所述移载模块3将移动工装4移动至翻转工位,所述翻转接驳机构模组9用于将产品和载具一起夹取后翻转180
°
,便于利用后道机器人取走并放置后道工位。
49.如图2所示,所述gde上料机器人1包括用于吸附gde膜的第一吸盘1a、为所述第一吸盘1a提供吸附动力的第一真空发生器1b、以及第一浮动机构1c;其中所述第一浮动机构1c用于起到缓冲和吸收位置误差的作用。
50.如图3所示,所述移载模块3上安装有第一拖链3a。
51.如图4所示,所述移动工装4包括安装在所述移载模块3上并随之滑动的移动工装治具4a、设置在所述移动工装治具4a四角的多个第一旋转下压机构4b、设置在所述移动工装治具4a底部的顶升避让机构4c、设置在所述移动工装治具4a上的第二真空发生器4d、真空转接口4e、第一定位销4f;其中所述顶升避让机构4c在顶升时与移动工装治具4a上表面共面,下降时是为了给翻转接驳机构夹爪避让,防止翻转干涉
。
52.如图5所示,所述下压机构5包括通过第二拖链5d设置在所述滑轨上的伺服模组、设置在所述伺服模组上并通过下压气缸5a驱动的压板、设置在所述压板上的吹嘴5b和压柱5c。
53.如图6所示,所述pi膜上料模块6包括用于调节pi膜位置的x轴模组6a、y轴模组6b、z轴模组6c、r轴伺服模组6d、以及用于检测所述pi膜位置角度的第一视觉组件6e和第二ccd检测组件6f;
54.根据图6坐标,首先x轴模组6a往x-方向运动至取料位,z轴模组6c往z-方向运动取料后再往z+运动,x轴模组6a再往x+运动至拍照位拍照,然后y轴模组6b往y-方向运动至处于pi上料工位的移动工装治具4a上方,然后z轴模组6c往z-方向运动将pi料放置在移动工装治具4a上。
55.如图7所示,所述湿pbi膜上料机器人7包括用于吸附转运湿pbi膜的第二吸盘7a、第二浮动机构7b、第三真空发生器7d、以及用于检测所述湿pbi膜的位置角度的第二视觉组件7c和第三ccd检测组件7e。
56.如图8所示,所述第二旋转下压机构8包括通过多个支撑柱8d设置在所述移载模块3上方的支撑顶板、设置在所述支撑顶板上的伺服电缸8a和导向柱8b、位于所述支撑顶板上的正下方并通过所述伺服电缸8a和导向柱8b调节的预压板8e、设置在所述预压板8e的顶部的压力传感器8c。
57.如图9所示,所述翻转接驳机构模组9包括y轴伺服模组9b、设置在所述y轴伺服模组9b上的z轴伺服模组9a、设置在所述z轴伺服模组9a上并通过旋转伺服电机9c调节的产品载具9d、设置在所述z轴伺服模组9a上的夹持气缸9e、与所述y轴伺服模组9b相对的配合伺服模组9f、设置在所述配合伺服模组9f上的载具接驳板9g、设置在所述载具接驳板9g上的第二定位销9h。
58.本实用新型包括以下工序:gde膜上料、pi膜上料、湿pbi膜上料、预压、载具翻转下料。
59.首先gde上料机器人末端的吸盘从上料位吸取gde膜1,移动至ccd检测工位进行拍照定位,然后根据拍照结果校正角度后通过机器人和gde上料辅助机构将其放置到移载模块上的移动工装治具上(gde膜1阴极朝上),gde上料辅助机构上的压柱下压和吹嘴吹气使gde膜1下表面与移动工装治具贴合,移动工装治具上表面设置了真空吸附口用于吸住gde膜1下表面,移动工装上设置了旋转下压机构用于夹紧放置好的gde膜1;
60.移载模块上的移动工装随模组移动至pi膜上料工位,pi膜上料模块移动其x、y轴使吸盘位于pi膜上料位上方,然后pi膜上料模块上的相机对pi膜拍照,视觉矫正r轴(绕z轴旋转)旋转调整吸盘的水平角度与料一致,z轴下降吸取pi膜1,搬运至ccd检测工位进行拍照定位,根据拍照结果校正角度后将其叠放到gde膜1上表面,然后旋转下压机构夹紧;
61.移载模块上的移动工装随模组移动至湿pbi膜上料工位,湿pbi膜上料机器人带动
末端的吸盘移动至湿pbi膜料上方,机器人末端的相机对湿pbi膜拍照,视觉引导机器人末端吸盘吸取湿pbi膜,将其搬运至ccd检测工位进行拍照定位,然后根据拍照结果校正角度后通过机器人将其叠放到pi膜1上表面,然后旋转下压机构夹紧;然后移载模块上的移动工装随模组移动至pi膜上料工位,pi膜上料模块移动其x、y轴使吸盘位于pi膜上料位上方,然后pi膜上料模块上的相机对pi膜拍照,视觉矫正r轴(绕z轴旋转)旋转调整吸盘的水平角度与料一致,z轴下降吸取pi膜2,搬运至ccd检测工位进行拍照定位,根据拍照结果校正角度后将其叠放到湿pbi膜上表面,然后旋转下压机构夹紧;然后移载模块上的移动工装随模组移动至gde膜上料工位,gde上料机器人末端的吸盘从上料位吸取gde膜2,移动至ccd检测工位进行拍照定位,然后根据拍照结果校正角度后通过机器人将其叠放到pi膜2上表面(gde膜2阳极朝上),然后旋转下压机构夹紧;
62.然后移载模块上的移动工装随模组移动至预压工位,旋转下压机构松开复位,电缸带动工装压板向下运动压合产品,末端压力传感器检测预压力,当预压力达到设定值时,电缸停止下压并保压固定时间后向上运动;
63.然后移动工装随模组移动至翻转工位,后道机器人将产品载具搬运并放置在移动工装上的产品上方,通过销孔定位,翻转机构将产品和载具一起夹取后翻转180
°
,移动工装移走,翻转接驳机构模组前移至设定位置,然后翻转机构将翻转后的产品和载具放置在载具接驳板上,通过销钉和载具上的销孔定位,随后后道机器人通过末端夹爪将载具和产品一起取走放置后道工位。
64.在本实用新型创造的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
65.以上实施例仅是对本实用新型创造的优选方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案做出的各种变形和改进,均应落入本实用新型权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1