辊颈自动堆焊机器人的制作方法
1.本实用新型涉及焊接装置技术领域,特别是辊颈自动堆焊机器人。
背景技术:
2.轧辊是轧机上使受轧制的金属发生塑性变形的部件。轧辊的形状、尺寸和材质须与轧机和轧制产品相适应,辊身是轧辊的工作部分,辊颈是与轴承接触的部分,用接头与传动装置相联接。在轧辊辊颈受到外力被损伤后,如何在适当的工艺下快速修复而不影响本身的机械性能十分重要,而通用的方法是对辊颈进行堆焊。
3.然而目前在实际生产中,用于辊颈的专业的自动化堆焊设备成本过高,因此在生产中仍然以人工进行堆焊为主,然而人工堆焊一般效率较低,且人工堆焊容易对操作人员身体健康造成损害。
技术实现要素:
4.针对上述情况,为克服现有技术之缺陷,本实用新型提供了辊颈自动堆焊机器人,其解决的技术方案是,包括左右方向布置的底板,其特征在于,底板上端左右两侧分别固定连接有支撑板,两支撑板上分别转动连接有横向布置的转轴,两转轴相对布置且两转轴的相对端上分别同轴固定连接有三爪卡盘,两支撑板之间固定连接有横板,横板下端开设有横向布置的滑道,两支撑板转动连接有位于横板下方的丝杠,丝杠螺纹连接有与滑道横向滑动配合的滑块,滑块下端固定连接有竖向布置的电动伸缩杆,电动伸缩杆的下端为伸缩端且固定连接有竖向布置的自动焊枪,底板上端左侧安装有用于驱动其对应侧转轴的动力装置,左侧的支撑板上设有用于驱动丝杠间歇转动的间歇装置,还包括同步装置,所述间歇装置经同步装置与动力装置实现联动。
5.作为优选,所述动力装置包括底板上固定连接有电机,电机的输出轴向右伸出,左侧的转轴左端向左伸出其对应侧的支撑板且与电机的输出轴法兰连接。
6.作为优选,所述间歇装置包括与左侧的支撑板的左端转动连接且横向布置的从动轴,从动轴同轴固定连接有支撑盘,支撑盘上同轴开设有扇形槽,从动轴上固定连接有位于扇形槽左侧且沿其径向布置的拨杆,拨杆的自由端固定连接有横向布置的短柱,丝杠的左端向左伸出其对应侧的支撑板且同轴固定连接有异形盘,所述异形盘类似等边三角形且其外缘面由三个内凹的弧面结构首尾相接而成,异形盘上的三个弧面结构均能与支撑盘外缘面滑动配合,异形盘的三个弧面结构的弧长均大于扇形槽的弧长,异形盘上开设有三个沿其径向布置且关于其轴线呈环形阵列的滑槽,短柱插入其中一个滑槽中且与该滑槽滑动配合。
7.作为优选,所述同步装置包括与转轴固定连接的下带轮,从动轴同轴固定连接有上带轮,上带轮与下带轮经首尾相接的皮带连接。
8.作为优选,所述自动焊枪的焊嘴位于转轴轴线的正上方。
9.本实用新型有益效果是:
10.设有的两个三爪卡盘通过相互配合可以夹持辊颈的两端,进而将需要进行堆焊的辊颈进行装夹,以便于对辊颈进行堆焊,设有的电动伸缩可以调节自动焊枪与辊颈之间的距离,使得该距离适宜自进行堆焊;设有的电机可以带动装夹好的辊颈转动,使得自动焊枪能够对辊颈周向进行焊接,通时在同步装置和间歇装置的配合下,自动焊枪每对辊颈焊接一周,自动焊枪将沿辊颈轴向移动设定的距离,之后再次对辊颈周向进行焊接,使得相邻焊接轨迹之间能够进行搭接,即后面的焊接轨迹能够覆盖上一焊接轨迹,使得堆焊质量大大提高,本实用新型自动化较高,结构简单,实用性强。
附图说明
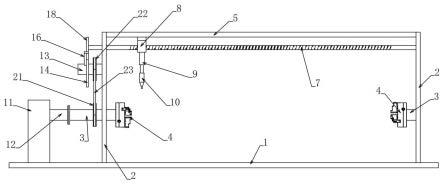
11.图1为本实用新型主视图。
12.图2为本实用新型第一视角立体视图。
13.图3为本实用新型第一视角立体视图中a区域的放大图。
14.图4为本实用新型第二视角局部立体剖视图。
15.附图标记
16.1.底板,2.支撑板,3.转轴,4.三爪卡盘,5.横板,6.滑道,7.丝杠,8.滑块,9.电动伸缩杆,10.自动焊枪,11.电机,12.输出轴,13.从动轴,14.支撑盘,15.扇形槽,16.拨杆,17.短柱,18.异形盘,19.弧面结构,20.滑槽,21.下带轮,22.上带轮,23.皮带。
具体实施方式
17.以下结合附图1-4对本实用新型的具体实施方式做出进一步详细说明。
18.设有的两个三爪卡盘4通过相互配合可以夹持辊颈的两端,进而将需要进行堆焊的辊颈进行装夹,以便于对辊颈进行堆焊,设有的电动伸缩可以调节自动焊枪10与辊颈之间的距离,使得该距离适宜自进行堆焊;设有的电机11可以带动装夹好的辊颈转动,使得自动焊枪10能够对辊颈周向进行焊接,通时在同步装置和间歇装置的配合下,自动焊枪10每对辊颈焊接一周,自动焊枪10将沿辊颈轴向移动设定的距离,之后再次对辊颈周向进行焊接,使得相邻焊接轨迹之间能够进行搭接,即后面的焊接轨迹能够覆盖上一焊接轨迹,使得堆焊质量大大提高,本实用新型自动化较高,结构简单,实用性强。
19.在使用时,先将辊颈的两端分别与两三爪卡盘4进行配合,使得辊颈被固定。之后控制电动伸缩杆9进行伸长或者收缩,调节自动焊枪10焊枪的焊嘴与辊颈之间的距离,使得焊接能够正常进行。装夹好辊颈并调整好自动焊枪10与辊颈之间的距离后,启动自动焊枪10同时启动位于底板1上的电机11低速正转,电机11将带动其输出轴12低速转动,电机11的输出轴12又带动转轴3、三爪卡盘4、被三爪卡盘4装夹的辊颈一起转动,辊颈转动一周,自动焊枪10将完成对其周向的一次焊接,形成一道周向的焊接轨迹;
20.同时电机11的输出轴12带动转轴3转动时,左侧的转轴3又通过下带轮21、皮带23和上带轮22的配合带动从动轴13绕其与支撑板2转动连接部位转动,电机11的输出轴12每转动一周将使得从动轴13转动一周,从动轴13转动一周将带动支撑盘14转动一周,同时位于扇形槽15左侧的拨杆16也将转动一周,在拨杆16转动一周的过程中,拨杆16上的短柱17将脱离与其配合的滑槽20并与另一个滑槽20配合,短柱17从一个滑槽20进入另一个滑槽20这一动作将会驱使异形盘18转动一百二十度。为保证异形盘18能够顺利转动一百二十度,
设置异形盘18的三个弧面结构19的弧长均大于扇形槽15的弧长,并且各个滑槽20的中线分别与异性盘的三条径线重合,这使得短柱17在脱离一个滑槽20进入另一个滑槽20的过程中,支撑盘14的外缘面能不受扇形槽15的影响始终与异性盘的弧面结构19滑动配合,保持异形盘18不会有异动进而影响其转动的角度变化;
21.异形盘18转动一百二十度将带动丝杠7转动一百二十度,丝杠7转动一百二十度将驱动滑块8沿横板5下端的滑道6滑动一定的距离,即滑块8沿辊颈的轴向移动一定的距离。
22.综上,电机11每转动一周,辊颈将转动一周,自动焊枪10将对辊颈形成一道周向的焊接轨迹,同时在同步转轴3和间歇装置的配合下,电机11每转动一周丝杠7将转动一百二十度,使得丝杠7转动一百二十度,丝杠7转动一百二十度将驱动滑块8以及通过电动伸缩杆9固定连接在滑块8下方的自动焊枪10沿辊颈轴向移动一定距离,自动焊枪10移动移动一定距离后,随着电机11再次转动一周,自动焊枪10将再次对辊颈形成一道周向的焊接轨迹,通过设置丝杠7的螺距可以控制自动焊枪10每次沿辊颈轴向一定的距离,该距离应当满足使得辊颈上新形成的周向的焊接轨迹可以搭接上一焊接轨迹的一半,即新形成的焊接轨迹可以覆盖上一焊接轨迹的一半。这种搭接覆盖的方式可以使得堆焊的质量大大提高,堆焊完成后,可以进行进一步的打磨等处理。进一步的电机11正转将通过同步装置配合间歇装置带动滑块8沿滑道6向右移动,同时使得自动焊枪10沿辊颈轴向向右移动;相应的电机11反转将使得自动焊枪10沿辊颈轴向向左移动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1