一种带预紧结构的高筋成形模具的制作方法
1.本实用新型涉及锻造模具技术领域,特别是涉及一种带预紧结构的高筋成形模具。
背景技术:
2.带有高筋的工件,如窄而高的凸肋,以及扭曲的t型、l型、h型或z型截面的高筋件,在采用锻造工艺生产时,锻造模具对应设置的窄而深的型腔,将承受巨大的应力,尤其是在型腔的底部会出现严重的应力集中,从而使拉应力极易超出许用范围而导致型腔过早开裂,大幅增加了模具制造和维修成本。
3.为了解决模具应力过大,提高模具承载能力,延长模具寿命,缩小模具体积以及降低模具制造与维修成本,通常采用预紧结构。预紧结构的模具,在型腔承受成型载荷时,预紧所形成的压应力能够部分甚至全部抵消由成型载荷所产生的拉应力,从而提高模具的承载能力。
4.现有技术中对于预紧模具结构已经有了一定的研究,如cn101371290a公开了一种差速器齿轮成形模具,其上凹模与上模预紧内圈内孔的上圆台过盈配合,通过应力内圈与凹模过盈配合的方式预紧;cn 106270205 a公开了一种带旋压结构的预紧增厚成形模具;cn 109522678 a公开了锻造模具精确预紧设计。这些技术方案虽然对模具三层或多层组合凹模结构进行了预紧优化,但均是基于厚壁圆筒理论和强度理论,对于型腔为圆柱形的正挤压凹模和反挤压凹模比较适用,其预紧结构为圆形预紧圈,仅适用于具有圆形截面的挤压模、具有圆形截面的轴杆类零件锻模和直齿圆柱齿轮锻模,不适用一些具有长度大且窄而深的筋或者凸肋类零部件的锻模,因为圆形的预紧圈在此类型腔凹模上无法使用。
技术实现要素:
5.本实用新型的目的在于针对现有技术的不足,而提供一种带预紧结构的高筋成形模具,其在窄而深的型腔的外侧应力集中区域点对点对应设置预紧结构,从而抵消锻造时来自型腔的膨胀应力,即抵消型腔附近模具基体内的拉应力,从而减小模具基体的应变,进而防止模具开裂。
6.本实用新型解决其技术问题所采用的技术方案是:一种带预紧结构的高筋成形模具,包括基体,所述基体设置有成形高筋的型腔,所述型腔的外围设置有若干个楔形槽,所述楔形槽嵌入有楔块,所述楔块与所述楔形槽过盈配合,所述楔块的顶部设置有紧固压板,所述紧固压板通过紧固螺钉固定于所述基体,所述楔块与所述紧固压板之间通过连接螺钉固定为一体。
7.进一步的,所述楔形槽平行于所述型腔,所述楔形槽的长度大于所述型腔,所述楔形槽的深度大于所述型腔。所述楔形槽设置于所述型腔的应力集中区,从而利于抵消应力。
8.进一步的,所述楔块是带有拔模角的长方体,所述楔块的倾斜角度为1~3
°
。
9.进一步的,装配好后的所述楔块的底端与所述楔形槽的底部之间的间隙为3~
5mm。
10.进一步的,所述基体在所述楔形槽的下方设置有顶料孔。所述顶料孔在维修时可穿入顶料杆,从而便于从下方把所述楔块顶出。
11.进一步的,所述楔块材质的热膨胀系数≥所述基体。
12.进一步的,设定所述型腔顶部的长为m2、宽为n2,所述型腔的深为h2,所述型腔壁倾角为α2,所述型腔受到的均布载荷为p,所述基体的弹性模量为e,许用应力{σ},所述型腔中线到所述型腔外壁顶点的距离为a,所述型腔中线到所述楔形槽近所述型腔端顶点的距离为b,根据模具壁厚强度校核和壁厚圆筒理论,b值按强度条件计算为:
[0013][0014]
进一步的,所述楔块的顶部与所述楔形槽的顶部平齐,则所述楔块顶部的尺寸与所述楔形槽顶部的尺寸相等,另外,设定所述楔块顶部的长为m1、厚为n1,所述楔块的高为h1,所述楔块倾斜角度为α1,则
[0015]
进一步的,所述楔块的过盈量ε为所述楔块的应变ε1和所述基体的应变ε2之和,即则所述楔块的压入深度h=ε/sinα1。
[0016]
进一步的,设定m1=k1m2,2n1=k2n2,h1=k3h2,k1、k2、k3∈(1.01,1.5),从而由所述型腔的尺寸,可计算出所述楔块的尺寸。
[0017]
生产时,采用本实用新型的技术方案对模具预紧的实施方法是:
[0018]
步骤1,锻造模具的型腔加工,待模具型腔加工完毕之后,在应力集中区的相应位置设置所述楔形槽,为所述楔块提供安装位置;
[0019]
步骤2,使用与所述基体同样的材料(也可使用异性材料),切割加工所述楔块;
[0020]
步骤3,利用所述连接螺钉把所述楔块与所述紧固压板固定在一起,然后使用压力机把所述楔块压入所述楔形槽,再利用所述紧固螺钉把所述紧固压板固定到所述基体;
[0021]
步骤4,锻造作业时,定期对工作面进行检查、冷却及润滑,及时发现有无出现开裂,并及时调整参数;
[0022]
步骤5,所述楔块失效及更换,在所述楔块发生破损、裂纹及变形等缺陷时,应识别为所述楔块失效并进行更换。
[0023]
本实用新型的有益效果是,通过本实用新型所构思的以上技术方案与现有技术相比,主要具备以下的技术优点:
[0024]
1、本实用新型主要区别在于用在非圆形的工件上,对应力集中区实施点对点的局部预紧结构,同时,在不改变模具的总尺寸的前提下,提高模具的承载能力。即通过所述楔块与所述楔形槽的过盈配合,在模具内产生预压应力,当所述型腔承受成形载荷时,预紧结构能够抵消由型腔内作用在型腔侧壁和底部所产生的拉应力,提高模具的承载能力,从而达到保护模具,避免早期的开裂问题,提高模具寿命。
[0025]
2、本实用新型将预紧方式设计成组合结构,可将所述楔块取出和反复使用,结构简单。优点在于模具修复前可把所述楔块取出,模具修复完成再把所述楔块装上,这样所述楔块可重复使用,减少了维修次数及费用。提高模具强度,延长模具寿命,降低了模具制造
与维修成本。
附图说明
[0026]
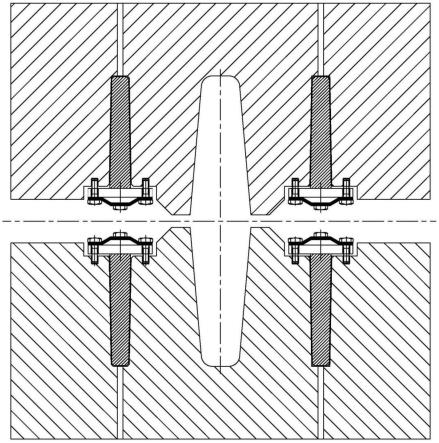
图1是本实用新型的一种带预紧结构的高筋成形模具的结构示意图;
[0027]
图2是图1的下模俯视图;
[0028]
图3是图1的局部放大图;
[0029]
图4是所述楔块的立体图;
[0030]
图5是预紧结构组装图。
[0031]
附图标记说明:
[0032]
1——基体、11——顶料孔、2——型腔、3——楔形槽、4——楔块、5——紧固压板、6——紧固螺钉、7——连接螺钉。
具体实施方式
[0033]
下面结合附图和具体实施例对本实用新型作进一步详细的说明,并不是把本实用新型的实施范围限制于此。
[0034]
如图1-5所示,本实施例公开了一种带预紧结构的高筋成形模具,包括基体1,所述基体1设置有成形高筋的型腔2,所述型腔2的外围设置有若干个楔形槽3,所述楔形槽3嵌入有楔块4,所述楔块4与所述楔形槽3过盈配合,所述楔块4的顶部设置有紧固压板5,所述紧固压板5通过紧固螺钉6固定于所述基体1,所述楔块4与所述紧固压板5之间通过连接螺钉7固定为一体。
[0035]
由上可知,本实施例在模具,即所述基体1且位于所述型腔周围应力集中区点对点设置有预紧结构,具体是过盈配合的所述楔形槽3和所述楔块4,该预紧结构对所述基体1产生压应力,当锻造作业使得所述型腔2受到工件挤压及高温向外膨胀时,其对所述基体1产生膨胀的拉应力,尤其是所述型腔2底部的膨胀拉应力,就会被预紧结构的压应力部分或全部抵消,从而减小所述基体1的应变,防止模具过早开裂,增强模具的承载能力,延长模具寿命。
[0036]
更进一步,本实施例提供一种新型嵌入式楔块装置,即在所述型腔2的相邻位置设置一个斜面坡道较小的所述楔块4,来分担并分散所述型腔2尤其是所述型腔2底部的集中应力。当所述型腔2被工件金属充满时,所述楔块4采用较小的斜面坡度,形成较大的与模具相接触的应力面,从而能够均匀的抵消模具所承受的过余应力,以达到预防早期模具因应力集中而产生非疲劳开裂的情况。同时,所述楔块4与所述型腔2同时被预热和升温,达到承担模具所述基体1热量的作用,从而保护模具防止其温升过高而变形。
[0037]
其中,为了防止所述楔块4在锻造时的冲击下窜动,本实施例的预紧组件为模块化一体结构,包括通过所述连接螺钉7固定为一体的所述楔块4和所述紧固压板5,预紧组件与所述楔形槽3过盈配合,并通过所述紧固螺钉6固定于所述基体1,构成预紧结构。当利用压力机把所述楔块4压入所述楔形槽3后,所述紧固压板5通过两侧的所述紧固螺钉6与所述基体1固定连接。为了使所述楔块4与所述紧固压板5、所述紧固压板5与所述基体1连接牢固,所述连接螺钉7、所述紧固螺钉6均套接有弹簧垫片。
[0038]
另外,为了便于维修时,所述楔块4容易取出,所述基体1在所述楔形槽3的下方设
置有顶料孔11。这样,当所述楔块4产生磨损等缺陷,或模具需要维护时,只需要松动所述紧固螺钉6,然后在所述顶料孔11插入顶料杆,即可顺利拆除预紧组件。
[0039]
为便于说明,本实施例简化所述型腔2的结构为长方体腔体,若干个所述楔形槽3为平行设置于所述型腔2两侧的两个长方体槽体;所述楔形槽3设置于所述型腔2的应力集中区,为了更好地对应力集中区进行预紧,所述楔形槽3的长度大于所述型腔2的长度,所述楔形槽3的深度大于所述所述型腔2的深度。所述楔形槽3的截面上大下小,即所述楔形槽3的四周侧壁存在向下的斜度,且为了利于抵消所述型腔2的应力,所述楔形槽3的倾斜角度与所述型腔2的倾斜角度相关。
[0040]
本实用新型主要通过所述楔块4与所述楔形槽3过盈配合产生的压应力进行预紧,所以,所述楔块4插入的深度不应低于所述型腔2的深度;同时便于所述楔块4的安装及磨损后可增加压入深度继续使用,所述楔块4装配好后,所述楔块4的底部与所述楔形槽3的底部之间的间隙不小于3mm,本实施例设置为3~5mm。
[0041]
所述楔形槽3和所述楔块4加工时,可用线切割后抛光去毛刺,或者刨床,钳工等方式均可,表面粗糙度低于6.4ra,有利于所述楔块4嵌入和取出。本实施例所述楔块4采用与所述基体1相同的材质制作,这样两者的热膨胀系数相同,便于计算相关数据,即冷状态下计算所述楔形槽3和所述楔块4的数据,可以不用考虑各自热膨胀的影响。本实施例所述楔块4和所述基体1均采用5crnimo,这样两者的许用应力和弹性模量相同,查相关资料《精锻成形技术与装备》,可得许用应力{σ}≤1200mpa,弹性模量e=210000mpa。
[0042]
因为锻件为给定实物,即所述型腔2的尺寸为给定尺寸,接下来,我们以此为参数计算所述楔形槽3相对所述型腔2的距离、所述楔块4的尺寸和所述楔块4安装时的压入深度。
[0043]
另外,本实施例为了便于说明,同时也为了便于采用压力机把所述楔块4压入所述楔形槽3时,容易确定压入量,所述楔块4安装好后,所述楔块4的顶部与所述楔形槽3平齐,又因为所述楔块4与所述楔形槽3过盈配合,所述楔形槽3顶部的尺寸与所述楔块4相等,所述楔块4的倾斜角度与所述楔形槽3的倾斜角度相等,所以,只需计算出所述楔块4的尺寸,即可得出所述楔形槽3的尺寸。同时,预紧结构产生预紧作用来自于所述楔块4与所述楔形槽3的过盈配合,即当以所述型腔2作为参数时,其内在逻辑计算对象也是所述楔块4的位置和尺寸。
[0044]
设定所述型腔2的尺寸如下:所述型腔2顶部的长为m2=245mm、宽为n2=40mm,所述型腔2的深为h2=85mm,所述型腔2的倾斜角度α2=3
°
,所述型腔2受到的均布载荷为p=625mpa。另外,设定所述型腔2中线到所述型腔2外壁顶点的距离为a,所述型腔2中线到所述楔形槽3近所述型腔2端顶点的距离b,所述型腔2中线到所述楔形槽3远端顶点的距离为c,可知a=n2/2=20mm。
[0045]
则所述楔形槽3(或所述楔块4)的位置,即b值,按强度条件计算:
[0046]
设定所述楔块4顶部的长为m1、厚为n1,所述楔块4的高为h1,所述楔块4的倾斜角度α1=1
°
。
[0047]
则可得所述楔块4厚度n1=24.8mm。
[0048]
因为所述楔块4的尺寸决定于所述型腔2,本实施例设定m1=k1m2,2n1=k2n2,h1=k3h2,k1、k2、k3∈(1.01,1.5),且k1=k2=k3;则k1=k2=k3=2n1/n2=1.24。
[0049]
所以,m1=k1m2=1.24
×
245=303.8mm,h1=k3h2=1.24
×
85=105.4mm。
[0050]
进一步计算所述楔块4的过盈量:
[0051][0052]
所以,所述楔块4安装时的压入深度:
[0053]
h=ε/sinα1=0.31/sin1
°
=17.76mm。
[0054]
因此,所述楔块4(所述楔形槽3)近所述型腔2端顶点与所述型腔2中线的距离是115.7mm,所述楔块4(所述楔形槽3)顶部的长度为303.8mm、厚度(宽度)为24.8mm,所述楔块4的高度为105.4mm,所述楔形槽3的深度为108.4~110.4mm。所述楔块4安装时需压入的深度为17.76mm。
[0055]
最后应当说明的是,以上实施例仅用以说明本实用新型的技术方案,而非对本实用新型保护范围的限制,尽管参照较佳实施例对本实用新型作了详细地说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1