一种带自动上下料功能的轴承套圈加工机床的制作方法
1.本实用新型涉及轴承生产加工设备技术领域,尤其是涉及一种带自动上下料功能的轴承套圈加工机床。
背景技术:
2.轴承是机械设备中一种重要零部件,它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度,轴承套圈是轴承中的一个重要部件,目前,大长径比高精密轴承套圈存在金加工困难的问题,主要是该型套圈又细又长,人工夹装操作比较困难,在人工夹装和退料方面所需要的时间较长,极大的降低了生产效率,无法满足批量生产的需求。
技术实现要素:
3.本实用新型的目的在于克服上述现有技术的不足,提供一种带自动上下料功能的轴承套圈加工机床。
4.为了实现上述目的,本实用新型采用如下技术方案:
5.一种带自动上下料功能的轴承套圈加工机床,包括机床本体、自动进料机构,所述机床本体内设有金加工作业腔,所述金加工作业腔的左侧安装有工件夹头,所述金加工作业腔内安装有刀盘机构,所述自动进料机构安装在机床本体上,所述自动进料机构延伸到金加工作业腔内,所述金加工作业腔内还安装有自动退料机构。
6.所述自动进料机构包括工件落料轨道、送料组件、上料组件,所述工件落料轨道安装在机床本体顶部,所述工件落料轨道的下端延伸到金加工作业腔内,所述工件落料轨道的截面尺寸大小与单个轴承套圈工件的外形尺寸相匹配,所述送料组件安装在工件落料轨道底端的左侧壁上,所述工件落料轨道底端的右侧壁上开设有送料孔,所述上料组件紧贴安装在工件落料轨道的右侧。
7.所述送料组件包括送料推缸、上料推缸,所述送料推缸安装在工件落料轨道左侧壁上,所述送料推缸的活塞杆端连接有送料推板,所述送料推板朝向送料孔方向安装,所述上料组件包括升降推缸、升降座,所述升降座连接在升降推缸的活塞杆端,所述升降座能紧贴工件落料轨道的右侧壁运动,所述升降座上安装有工件盛装套,所述工件盛装套左右贯通,所述上料推缸安装在工件盛装套右侧位置,所述上料推缸的活塞杆端连接有上料推板。
8.所述自动退料机构包括推动出料组件、横移接料组件,所述推动出料组件安装在工件夹头内,所述横移接料组件安装在金加工作业腔。
9.所述推动出料组件包括出料推缸,所述出料推缸安装在工件夹头内,所述出料推缸活塞杆端连接有出料推板,所述出料推板朝向横移接料组件方向设置安装。
10.所述横移接料组件包括接料滑轨、滑轨平移驱动缸,所述滑轨平移驱动缸安装在金加工作业腔内,所述接料滑轨连接在滑轨平移驱动缸活塞杆端,所述接料滑轨倾斜安装,所述接料滑轨朝向工件夹头端设为高点,所述金加工作业腔右侧壁上设有成品退料通孔,
所述成品退料通孔设于接料滑轨运动轨迹线上,所述成品退料通孔外侧放置有成品收集箱。
11.本实用新型的有益效果是:本实用新型设计有自动进料机构和自动退料机构,配合工件夹头,能实现轴承套圈工件的进料、逐个输出装夹、金加工和退料收集的全自动进行,全程无需人工配合操作,能大大提升加工效率,使得单机产能效益明显提升。
附图说明
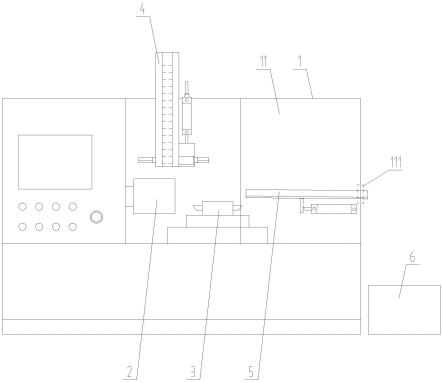
12.图1为本实用新型的主视图;
13.图2为本实用新型的自动进料机构的进料和上料状态转换示意图;
14.图3为本实用新型的自动退料机构的结构示意图。
15.图中:机床本体1、金加工作业腔11、成品退料通孔111、工件夹头2、夹齿21、刀盘机构3、自动进料机构4、工件落料轨道41、送料孔411、送料组件42、送料推缸421、送料推板422、上料组件43、升降推缸431、升降座432、工件盛装套433、上料推缸434、上料推板435、自动退料机构5、推动出料组件51、出料推缸511、出料推板512、横移接料组件52、接料滑轨521、滑轨平移驱动缸522、成品收集箱6。
具体实施方式
16.下面结合附图和具体实施方式对本实用新型作进一步描述,本实用新型中的“左”、“右”等描述均是以图1为参照方向:
17.如图1~图3所示,一种带自动上下料功能的轴承套圈加工机床,包括机床本体1、自动进料机构4,机床本体1内设有金加工作业腔11,金加工作业腔11的左侧安装有工件夹头2,工件夹头2上设有若干夹齿21,用于夹持轴承套圈工件(半成品坯料),金加工作业腔11内安装有刀盘机构3,刀盘机构3与工件夹头2配合能对轴承套圈工件进金加工,自动进料机构4安装在机床本体1上,自动进料机构4延伸到金加工作业腔11内,金加工作业腔11内还安装有自动退料机构5,自动进料机构4能自动逐个向工件夹头2上进行上料夹持操作,自动退料机构5能将加工好的轴承套圈工件自动退料输出,通过本实用新型能实现自动化的进料、装夹、金加工和退料输出,全程无需人工配合操作,能大大提升加工效率,使得单机产能效益明显提升。
18.自动进料机构4包括工件落料轨道41、送料组件42、上料组件43,工件落料轨道41安装在机床本体1顶部,工件落料轨道41的下端延伸到金加工作业腔11内,工件落料轨道41的截面尺寸大小与单个轴承套圈工件的外形尺寸相匹配,这样轴承套圈工件一个个叠合放置在工件落料轨道41内,送料组件42安装在工件落料轨道41底端的左侧壁上,工件落料轨道41底端的右侧壁上开设有送料孔411,上料组件43紧贴安装在工件落料轨道41的右侧,送料孔411尺寸允许单个轴承套圈工件送料输出,送料输出通过送料组件42来实现,送料组件42将轴承套圈工件从工件落料轨道41推送到上料组件43上,然后再通过上料组件43将轴承套管工件上料到工件夹头2上。
19.送料组件42包括送料推缸421、上料推缸434,送料推缸421安装在工件落料轨道41左侧壁上,送料推缸421的活塞杆端连接有送料推板422,送料推板422朝向送料孔411方向安装,送料推缸421的活塞杆伸出时,通过送料推板422能将工件落料轨道41最底部的轴承
套圈工件从送料孔411推出,上料组件43包括升降推缸431、升降座432,升降座432连接在升降推缸431的活塞杆端,升降座432通过升降推缸431实现升降运动,升降座432能紧贴工件落料轨道41的右侧壁运动,升降座432上安装有工件盛装套433,工件盛装套433左右贯通,上料推缸434安装在工件盛装套433右侧位置,上料推缸434的活塞杆端连接有上料推板435,升降座432上升到上限位点时,工件盛装套433能与送料孔411对接,通过送料推板422能将轴承套圈工件推送入工件盛装套433内,当需要上料时,升降座432下降到下限位点,这时的工件盛装套433能工件夹头2形成一直线布置,通过上料推缸434,能反向推出工件盛装套433内的轴承套圈工件,将其推动上料到工件夹头2上完成上料作业,这样就是一个送料和上料的过程,以此循环,就能实现自动的连续的上料操作。
20.自动退料机构5包括推动出料组件51、横移接料组件52,推动出料组件51安装在工件夹头2内,横移接料组件52安装在金加工作业腔11,推动出料组件51能将工件夹头2上加工好的工件推出,横移接料组件52能接取推出的工件,以实现退料输出收集的目的。
21.推动出料组件51包括出料推缸511,出料推缸511安装在工件夹头2内,出料推缸511活塞杆端连接有出料推板512,出料推板512朝向横移接料组件52方向设置安装,当金加工完成后,工件夹头2上的夹齿21松开,出料推缸511能将工件夹头2上夹持的工件推出。
22.横移接料组件52包括接料滑轨521、滑轨平移驱动缸522,滑轨平移驱动缸522安装在金加工作业腔11内,接料滑轨521连接在滑轨平移驱动缸522活塞杆端,接料滑轨521倾斜安装,接料滑轨521朝向工件夹头2端设为高点,金加工作业腔11右侧壁上设有成品退料通孔111,成品退料通孔111设于接料滑轨521运动轨迹线上,成品退料通孔111外侧放置有成品收集箱6,从接料滑轨521掉落的工件收集到成品收集箱6内,接料滑轨521能左右横移,向左横移到极限位置时,能抵近工件夹头2,能顺利接取到出料推缸511推出的工件,向右横移到极限位置时,右侧端部穿过成品退料通孔111,来到机床本体1外侧,这样便于将工件退料输出,接料滑轨521的倾斜设置是为了便于工件在接料滑轨521上的自由滑动,在金加工作业前,接料滑轨521需横移到右侧极限位置,这样,接料滑轨521不会影响到刀盘机构3的金加工作业。
23.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1