一种0.5mm不锈钢冲压覆胶装置的制作方法
1.本实用新型涉及不锈钢加工技术领域,具体为一种0.5mm不锈钢冲压覆胶装置。
背景技术:
2.目前不锈钢在生产加工过程中,通常需要对其进行冲压和覆胶操作,而现有的冲压和覆胶操作均为半自动化结构,需要人工在旁辅助,且两者无法在同一个设备上体现,从而需要工作人员对物料进行多此转移,降低了加工效率,为此,本领域的工作人员提出了一种0.5mm不锈钢冲压覆胶装置。
技术实现要素:
3.针对现有技术的不足,本实用新型提供了一种0.5mm不锈钢冲压覆胶装置,解决了现有的冲压和覆胶操作均为半自动化结构,需要人工在旁辅助,且两者无法在同一个设备上体现,从而需要工作人员对物料进行多此转移,降低了加工效率的问题。
4.为实现以上目的,本实用新型通过以下技术方案予以实现:一种0.5mm不锈钢冲压覆胶装置,包括控制箱,所述控制箱的顶部安装有气缸,所述气缸的伸缩端贯穿控制箱并连接有冲压成型模座,所述冲压成型模座的下方设置有覆胶机构,所述覆胶机构的顶部卡合有不锈钢钢片;
5.所述覆胶机构包括底座,所述底座的内部开设有中空腔,所述底座的两侧分别开设有两个相对称且与中空腔相连通的滑槽,所述中空腔的一端安装有液压杆,两个所述滑槽的内部均滑动连接有固定组件,两个所述固定组件的顶部共同夹持有连接杆,所述连接杆的外部套接有轴承,所述轴承的外部套接有滚筒,所述滚筒的外部设置有海绵圈,所述滚筒的内部开设有储胶腔,所述储胶腔的表面开设有若干组等距离且与储胶腔相连通的出胶孔。
6.作为本实用新型进一步的技术方案,所述滚筒的一端开设有与储胶腔相连通的进胶孔,所述进胶孔的内部卡合有密封塞。
7.作为本实用新型进一步的技术方案,两个所述固定组件的底部共同通过横板形成固定连接结构,所述液压杆的伸缩端与横板相接。
8.作为本实用新型进一步的技术方案,所述底座的顶部且位于中空腔的上方开设有凹槽,所述不锈钢钢片位于凹槽的内部,所述轴承、滚筒和海绵圈均位于凹槽的正上方。
9.作为本实用新型进一步的技术方案,所述固定组件包括滑动连接在滑槽内部的滑块,所述滑块的外侧连接有固定板,所述固定板的顶部一端通过合页铰接有弧形卡座,所述固定板的顶部另一端通过卡扣与弧形卡座形成固定连接结构。
10.作为本实用新型进一步的技术方案,所述固定板和弧形卡座的相连端面分别开设有两个相对称且呈半圆状结构的第一卡合孔和第二卡合孔。
11.有益效果
12.本实用新型提供了一种0.5mm不锈钢冲压覆胶装置。与现有技术相比具备以下有
益效果:
13.1、一种0.5mm不锈钢冲压覆胶装置,通过启动气缸,其伸缩可带动冲压成型模座对不锈钢进行自动冲压操作,而通过启动液压杆,可带动顶部的滚筒沿着滑槽的方向进行移动,一方面在冲压过程中,可将滚筒推至一端,不影响冲压操作,另一方面在冲压完毕后,可带动滚筒和海绵圈移动,使其与不锈钢钢片接触产生滚动,从而可对不锈钢钢片的表面进行覆胶,出胶孔和海绵圈的设置,可促使胶水快速渗入,进一步保障了胶水分布以及涂胶的均匀性,本结构集冲压和覆胶为一体式结构,不仅结构紧凑,节省了空间占用面积,而且全程自动化操作,不需要人工对物料进行多次转移,更加的安全可靠,省时省力,提高了加工效率,和以往人工覆胶的方式相比,更加的便捷、实用。
附图说明
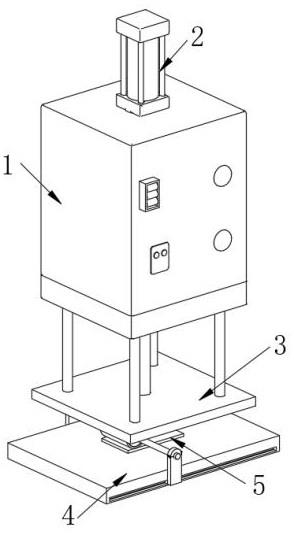
14.图1为一种0.5mm不锈钢冲压覆胶装置的结构示意图;
15.图2为一种0.5mm不锈钢冲压覆胶装置覆胶机构的结构示意图;
16.图3为一种0.5mm不锈钢冲压覆胶装置覆胶机构的结构俯视图;
17.图4为图3中a-a的剖视图;
18.图5为一种0.5mm不锈钢冲压覆胶装置覆胶机构去除底座的结构示意图;
19.图6为一种0.5mm不锈钢冲压覆胶装置滚筒的结构示意图;
20.图7为一种0.5mm不锈钢冲压覆胶装置固定组件的结构示意图。
21.图中:1、控制箱;2、气缸;3、冲压成型模座;4、覆胶机构;41、底座;42、中空腔;43、滑槽;44、液压杆;45、固定组件;451、固定板;452、弧形卡座;453、卡扣;454、滑块;455、第一卡合孔;456、第二卡合孔;46、连接杆;47、轴承;48、滚筒;49、海绵圈;410、储胶腔;411、出胶孔;412、进胶孔;413、密封塞;414、横板;415、凹槽;5、不锈钢钢片。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.请参阅图1,本实用新型提供一种0.5mm不锈钢冲压覆胶装置技术方案:一种0.5mm不锈钢冲压覆胶装置,包括控制箱1,控制箱1的顶部安装有气缸2,气缸2的伸缩端贯穿控制箱1并连接有冲压成型模座3,冲压成型模座3的下方设置有覆胶机构4,覆胶机构4的顶部卡合有不锈钢钢片5,通过启动气缸2,可带动冲压成型模座3进行伸缩,从而可带动对底部不锈钢原料冲压的效果。
24.请参阅图2-6,覆胶机构4包括底座41,底座41的内部开设有中空腔42,底座41的两侧分别开设有两个相对称且与中空腔42相连通的滑槽43,中空腔42的一端安装有液压杆44,两个滑槽43的内部均滑动连接有固定组件45,两个固定组件45的顶部共同夹持有连接杆46,连接杆46的外部套接有轴承47,轴承47的外部套接有滚筒48,滚筒48的外部设置有海绵圈49,滚筒48的内部开设有储胶腔410,储胶腔410的表面开设有若干组等距离且与储胶腔410相连通的出胶孔411,滚筒48的一端开设有与储胶腔410相连通的进胶孔412,进胶孔
412的内部卡合有密封塞413,两个固定组件45的底部共同通过横板414形成固定连接结构,液压杆44的伸缩端与横板414相接,底座41的顶部且位于中空腔42的上方开设有凹槽415,不锈钢钢片5位于凹槽415的内部,轴承47、滚筒48和海绵圈49均位于凹槽415的正上方,海绵圈49的外表面与不锈钢钢片5的顶部相贴合,通过启动液压杆44,可带动顶部的滚筒48沿着滑槽43的方向进行移动,一方面在冲压过程中,可将滚筒48推至一端,不影响冲压操作,另一方面在冲压完毕后,可带动滚筒48和海绵圈49滚动,从而可对不锈钢钢片5的表面进行覆胶,出胶孔411和海绵圈49的设置,可促使胶水快速渗入,保障胶水分布以及涂胶的均匀性。
25.请参阅图7,固定组件45包括滑动连接在滑槽43内部的滑块454,滑块454的外侧连接有固定板451,固定板451的顶部一端通过合页铰接有弧形卡座452,固定板451的顶部另一端通过卡扣453与弧形卡座452形成固定连接结构,固定板451和弧形卡座452的相连端面分别开设有两个相对称且呈半圆状结构的第一卡合孔455和第二卡合孔456,卡扣453的母座安装在弧形卡座452的外侧底部,卡扣453的子座安装在固定板451的外侧顶部,通过打开卡扣453,可将弧形卡座452向一侧翻折,从而可将连接杆46和滚筒48取出,进而便于向储胶腔410中灌入胶水。
26.本实用新型的工作原理:在使用时,打开密封塞413,先经进胶孔412,向储胶腔410中入胶水,然后启动液压杆44,在横板414、固定组件45以及连接杆46的作用下,可把顶部的滚筒48沿着滑槽43的方向向一端推动,待滚筒48位于冲压成型模座3的外侧后,可将不锈钢原材料放入凹槽415中,与此同时,启动气缸2,在冲压成型模座3的作用下,可将凹槽415内部的不锈钢原料冲压成不锈钢钢片5。
27.此时,可再次启动液压杆44,其伸缩端可对横板414施加一个拉力,在固定组件45和连接杆46的作用下,可促使滚筒48向不锈钢钢片5的方向拉动,待海绵圈49与不锈钢钢片5的表面贴合时,会产生摩擦力,与此同时,在轴承47的作用下,可带动滚筒48旋转,而在旋转的过程中,储胶腔410内部的胶水则从出胶孔411处渗入海绵圈49中,随着液压杆44对横板414不断的拉动,可达到对不锈钢钢片均匀覆胶的效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1