一种往复式网片加工设备的制作方法
1.本实用新型属于网片加工领域,具体涉及一种往复式网片加工设备。
背景技术:
2.网片是一种用于隔断网、墙体网、防护网、货架网、宠物笼等领域的必不可少的材料,用途十分广泛。
3.网片在制作时,需要先将边框进行成型加工,继而再将边框与内部的料条再次进行组合焊接。
4.现有的网片加工一般需要多个设备才能完成,即形成边框的料条需要先在折弯机上进行折弯,待折弯后再移送至焊接机上进行对焊成型,最后才能够将其送入网片加工设备上与内部的料条进行组合焊接,整个过程繁琐复杂,费时费力,直接影响了网片加工的效率。
技术实现要素:
5.本实用新型的目的是提供一种往复式网片加工设备,以解决网片加工效率低的问题。
6.本实用新型的一种往复式网片加工设备是这样实现的:
7.一种往复式网片加工设备,从前至后依次包括焊接机构、前输送机构、模具交换机构和边框成型机构,
8.所述前输送机构的上方设置有能够横向移动的卸料机构;
9.所述模具交换机构的上方设置有能够横向移动的上料机构,以及能够纵向移动的后输送机构;
10.所述模具交换机构的至少一侧设置有供料机构;
11.所述边框成型机构包括上料组件ⅰ、折弯组件和对焊组件。
12.进一步的,所述边框成型组件还包括料槽,
13.所述上料组件ⅰ包括底部安装有磁性件ⅰ且能够上、下以及纵向移动的吸料座,所述吸料座能够将料槽内的料条ⅰ移送至所述折弯组件上。
14.进一步的,所述折弯组件并排设置有四个且位于所述料槽的前侧,所述折弯组件包括固定块、围绕所述固定块转动的折弯柱,以及位于所述固定块后侧且能够前移的压块;
15.料条ⅰ位于所述固定块与折弯柱之间,通过所述折弯柱的转动进行折弯。
16.进一步的,所述固定块能够上、下移动。
17.进一步的,所述对焊组件位于所述折弯组件的前侧,其包括两对呈纵向对应设置的电极块,位于前侧的两个电极块能够同步上、下以及纵向移动,且其中一对电极块能够朝向另一对电极块移动;
18.折弯后料条ⅰ的两个端点位于两对电极块之间并通过电极块的移动进行固定对焊;
19.所述边框成型机构还包括与位于后侧的两个电极块相连的电源箱。
20.进一步的,所述模具交换机构包括两个上、下层叠布置且能够同步升降的交换座,所述交换座上安装有内部固定有模具的模具架;
21.所述前输送机构上设置有能够纵向移动的牵引组件,所述牵引组件能够与任意一个模具架挂接,并将所述模具架移送至所述焊接机构中。
22.进一步的,所述交换座的后侧安装有定位组件,
23.所述定位组件包括固定座ⅱ,以及安装在所述固定座ⅱ上的安装板ⅱ,所述安装板ⅱ的前侧设置有磁板,且所述安装板ⅱ与所述固定座ⅱ之间安装有缓冲弹簧。
24.进一步的,所述后输送机构包括能够纵向移动的滑架ⅰ,以及并排安装在所述滑架ⅰ下方且能够上、下移动的两对气动手指,所述气动手指能够将所述对焊组件上的料框移送至所述模具交换机构中。
25.进一步的,所述上料机构包括两个上料组件ⅱ,所述上料组件ⅱ包括底部安装有磁性件ⅱ的吸料板,所述吸料板能够将所述供料机构中的料条ⅱ移送至所述模具交换机构中。
26.进一步的,所述卸料机构包括卸料架,以及安装在所述卸料架底部的吸料磁板,所述卸料架能够将前输送机构中的网片移出至所述前输送机构的一侧;
27.所述前输送机构上设置有能够上、下移动的顶料柱。
28.采用了上述技术方案后,本实用新型具有的有益效果为:
29.本实用新型将参与网片加工的各个机构进行集成化,使其整体结构更加紧凑,功能更加齐全,从而能够一次性完成网片的全部加工步骤,自动化程度高,省时省力,有效地提高了网片的加工效率。
附图说明
30.下面结合附图和实施例对本实用新型进一步说明。
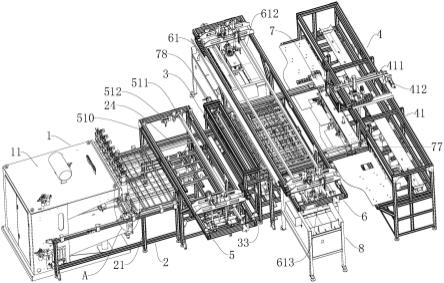
31.图1是本实用新型优选实施例的往复式网片加工设备的结构图;
32.图2是图1中a部分的放大图;
33.图3是本实用新型优选实施例的往复式网片加工设备的边框成型机构的结构图;
34.图4是本实用新型优选实施例的往复式网片加工设备的上料组件ⅰ的结构图;
35.图5是本实用新型优选实施例的往复式网片加工设备的一种折弯组件的结构图;
36.图6是本实用新型优选实施例的往复式网片加工设备的另一种折弯组件的结构图;
37.图7是本实用新型优选实施例的往复式网片加工设备的对焊组件的结构图;
38.图8是本实用新型优选实施例的往复式网片加工设备的交换座部分的结构图;
39.图9是本实用新型优选实施例的往复式网片加工设备的定位组件的结构图;
40.图10是本实用新型优选实施例的往复式网片加工设备的前输送机构的部分结构图;
41.图11是本实用新型优选实施例的往复式网片加工设备的后输送机构的结构图;
42.图12是本实用新型优选实施例的往复式网片加工设备的上料组件ⅱ的结构图;
43.图13是本实用新型优选实施例的往复式网片加工设备的卸料机构的部分结构图;
44.图14是本实用新型优选实施例的往复式网片加工设备的供料机构的结构图;
45.图中:焊接机构1,焊接机11,上电极块12,上气缸13,下电极条14,下气缸15,前输送机构2,框架ⅲ21,牵引连杆22,挂接杆23,同步带ⅱ24,顶料柱25,顶料架26,顶料气缸27,滑轨
ⅴ
28,模具交换机构3,交换座31,模具架32,框架ⅱ33,滑轨ⅳ34,滚轮35,支撑框36,升降气缸ⅳ37,同步导杆38,导向块39,同步连杆310,固定座ⅱ311,安装板ⅱ312,磁板313,缓冲弹簧314,检测件ⅲ315,限位板316,挂钩317,模具318,安装块319,边框成型机构4,框架ⅰ41,料槽42,吸料座43,吸料槽ⅰ44,检测件ⅰ45,安装板ⅰ46,推料板47,吸料气缸ⅰ48,滑板49,升降气缸ⅰ410,同步带ⅰ411,电机ⅰ412,固定块413,折弯柱414,压块415,折弯座416,中心轴417,转动套418,导向座419,压紧气缸420,齿轮421,齿条422,折弯气缸423,限位块424,升降气缸ⅱ425,电极块426,支撑架427,上压臂电极固定板428,摆动气缸429,支架板430,升降气缸ⅲ431,检测件ⅱ432,固定座ⅰ433,支撑板434,导电排435,平移气缸436,定位板437,定位气缸438,滑座ⅰ439,滑座ⅱ440,置物板441,卸料机构5,卸料架51,吸料磁板52,卸料板53,推料气缸54,检测板55,弹簧ⅱ56,检测件
ⅴ
57,滑架ⅲ58,升降气缸
ⅷ
59,框架
ⅴ
510,同步带
ⅴ
511,电机
ⅴ
512,上料机构6,框架ⅳ61,吸料板62,吸料槽ⅱ63,检测件ⅳ64,安装板ⅲ65,吸料气缸ⅱ66,弹簧ⅰ67,挡圈68,滑架ⅱ69,升降气缸ⅵ610,升降气缸ⅶ611,同步带ⅳ612,电机ⅳ613,后输送机构7,滑架ⅰ71,气动手指72,移料板73,升降气缸
ⅴ
74,滑杆75,滑动座76,同步带ⅲ77,电机ⅲ78,滑轨ⅵ79,供料机构8,料箱81,摆动板82,凸起ⅰ83,凸起ⅱ84,摆动电机85。
具体实施方式
46.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。
47.因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
48.如图1-14所示,一种往复式网片加工设备,从前至后依次包括焊接机11焊接机构1、前输送机构2、模具交换机构3和边框成型机构4,前输送机构2的上方设置有能够横向移动的卸料机构5;模具交换机构3的上方设置有能够横向移动的上料机构6,以及能够纵向移动的后输送机构7;模具交换机构3的至少一侧设置有供料机构8;边框成型机构4包括上料组件ⅰ、折弯组件和对焊组件。
49.其中,边框成型机构4用于边框的成型,其中包括用于形成边框的料条ⅰ的上料、折弯和对焊;供料机构8用于网片内部的料条ⅱ的供料;上料机构6用于料条ⅱ的上料;后输送机构7用于将成型后的边框移送至模具交换机构3中;模具交换机构3用于边框与料条ⅱ的组合;前输送机构2用于将组合后的边框及料条ⅱ移送至焊接机构1中;焊接机构1用于完成边框与料条ⅱ的焊接。
50.边框成型机构4包括框架ⅰ41,用于安装上料组件ⅰ、折弯组件和对焊组件。
51.为了能够对上料组件ⅰ进行料条ⅱ的供料,边框成型机构4还包括料槽42。
52.具体的,料槽42呈横向设置,其两端为可拆卸的活动挡板,能够根据料条ⅰ的长度调节活动挡板的位置,以适应不同长度的料条ⅰ的放置。
53.为了能够完成料条ⅰ的上料,上料组件ⅰ包括底部安装有磁性件ⅰ(图中未显示)且能够上、下以及纵向移动的吸料座43,吸料座43能够将料槽42内的料条ⅰ移送至折弯组件上。
54.具体的,吸料座43的底部设置有横向的吸料槽ⅰ44,磁性件ⅰ安装在吸料槽ⅰ44内的安装孔中,通过磁性件ⅰ能够将料条ⅰ从料槽42中吸附出来。
55.优选的,磁性件ⅰ可以选用强力磁铁,能够有效地保证料条ⅰ的吸附效果。
56.优选的,吸料座43的一端设置有检测件ⅰ45,用于检测吸料座43的底部是否吸附到料条ⅰ。
57.上料组件ⅰ还包括位于吸料座43上方的安装板ⅰ46,安装板ⅰ46的两端下方设置有推料板47,并且安装板ⅰ46上固定有吸料气缸ⅰ48,吸料气缸ⅰ48的活塞杆向下穿过安装板ⅰ46与吸料座43相连。
58.安装板ⅰ46的上方设置有滑板49,滑板49上安装有活塞杆与安装板ⅰ46相连的升降气缸ⅰ410。框架ⅰ41上还安装有纵向的同步带ⅰ411,滑板49与同步带ⅰ411相连,位于同步带ⅰ411后端的同步轮传动连接有电机ⅰ412。
59.料条ⅰ的上料过程为:吸料座43移动至料槽42上方,升降气缸ⅰ410带动吸料座43下移,继而吸料气缸ⅰ48带动吸料座43继续下移,并伸入料槽42内吸取料条ⅰ。料条ⅰ吸附成功后,升降气缸ⅰ410带动吸料座43上升,电机ⅰ412则通过同步带ⅰ411带动吸料座43移动至折弯组件上方,继而升降气缸ⅰ410带动吸料座43下降,待下降到位后,吸料气缸ⅰ48则带动吸料座43单独上升,在此上升过程中,通过推料板47的阻挡将料条ⅰ与吸料座43分离,落入折弯组件中。此时升降气缸ⅰ410则再次带动吸料座43上升,并通过同步带ⅰ411移至料槽42上方,便于下次的料条ⅰ的吸取操作。
60.优选的,框架ⅰ41上设置有用于为滑板49导向的滑轨ⅰ。
61.在本实施例中,边框为矩形结构,具有四个折弯角,因此折弯组件并排设置有四个且位于料槽42的前侧。
62.为了完成料条ⅰ的折弯,折弯组件包括固定块413、围绕固定块413转动的折弯柱414,以及位于固定块413后侧且能够前移的压块415。
63.折弯组件还包括折弯座416,折弯座416内安装有中心轴417,以及转动套418设在中心轴417外的转动套418,固定块413安装在中心轴417的顶部,折弯柱414则安装在转动套418的顶部。
64.压块415滑动设置在一导向座419内,导向座419固定在折弯座416上,导向座419的后侧安装有与压块415相连的压紧气缸420。
65.转动套418的下端安装有齿轮421,齿轮421的外侧啮合有齿条422,齿条422的后端连接有折弯气缸423。
66.料条ⅰ位于固定块413与折弯柱414之间,通过折弯柱414的转动进行折弯。而在折弯之前,需要对料条ⅰ的横向位置进行调整,折弯组件的放料位的一端设置有安装在框架ⅰ41的推料挡板,另一端安装有固定挡板,而推料挡板的外侧设置有推料气缸54。
67.优选的,折弯气缸423为双活塞杆气缸,其前端的活塞杆与齿条422相连,后端的活
塞杆上则安装有限位块424,通过限位块424位置的调节,能够调节前端的活塞杆的伸缩程度,继而调整折弯柱414的转动角度,以实现折弯角度调节的效果。
68.在本实施例中,位于外侧的两个外折弯角先进行折弯,此时位于内侧的两个内折弯角再进行折弯,而在此过程中,用于外折弯角折弯的固定块413会对内折弯角的折弯造成阻挡,因此在位于外侧的两个折弯组件中,固定块413能够上、下移动。
69.折弯座416的下方安装有活塞杆顶端与中心轴417下端相连的升降气缸ⅱ425,此时中心轴417亦能够在转动套418内轴向移动。
70.优选的,框架ⅰ41上设置有横向的滑轨ⅱ,而折弯座416的前端和后端均滑动配合在滑轨ⅱ上,能够根据需要调节各个折弯组件的位置,以适应不同规格的边框的折弯。
71.料条ⅰ的折弯过程为:上料组件ⅰ将料条ⅰ移送至固定块413与折弯柱414之间,且折弯柱414位于料条ⅰ的后侧,压块415亦位于料条ⅰ的后侧。此时位于外侧的两个折弯组件先进行折弯操作,压紧气缸420推动压块415前移与固定块413配合将料条ⅰ压紧,此时折弯气缸423前端的活塞杆间接带动折弯柱414相对于固定块413转动,对料条ⅰ向前进行折弯,形成两个外折弯角。外折弯角折弯完成后,升降气缸ⅱ425带动中心轴417下移使固定块413缩至转动套418内,此时位于内侧的两个折弯组件即可安装上述折弯动作进行两个内折弯角的折弯操作。
72.在折弯完成后,料条ⅰ的两个端点则直接位于对焊组件中,即可直接进行对焊操作。
73.为了完成料条ⅰ两个端点的对焊,对焊组件位于折弯组件的前侧,其包括两对呈前、后对应设置的电极块426,位于前侧的两个电极块426能够同步上、下以及纵向移动,且其中一对电极块426能够朝向另一对电极块426移动。
74.两对电极块426的其中一对位于对焊组件的活动侧,另一对则位于对焊组件的固定侧。
75.折弯后料条ⅰ的两个端点位于两对电极块426之间并通过电极块426的移动进行固定对焊。
76.折弯之后,料条ⅰ的前边为横向设置,且其端点位于两对电极板之间,位于前侧的两个电极块426能够上下移动,是为了在折弯时这两个电极块426下移能够避免这两个电极块426对料条ⅰ造成阻挡,而在对焊时则再次上升与位于后侧的两个电极块426相对,便于后续对料条ⅰ端部的固定。
77.而位于前侧的两个电极块426能够同步后移是为了与后侧的两个电极块426配合实现对料条ⅰ端部的夹紧,实现对料条的固定。
78.位于活动侧的两个电极块426向固定侧同步移动,是为了使料条ⅰ的两个端点接触,在电极块426接通电源后实现对焊。
79.对焊组件还包括两个支撑架427和两个上压臂电极固定板428,支撑架427的底部安装有摆动气缸429,摆动气缸429活塞杆的前端与对应的上压臂电极固定板428的底部铰接,上压臂电极固定板428的上部设置有与支撑架427活动配合的支架板430,位于前侧的两个电极块426分别固定在两个上压臂电极固定板428的顶部。
80.支撑架427的外侧设置有与其相连的升降气缸ⅲ431。
81.优选的,位于固定侧的升降气缸ⅲ431的外侧安装有检测件ⅱ432,用于检测升降
气缸ⅲ431的活塞杆的伸缩程度。
82.对焊组件还包括固定座ⅰ433,以及安装在固定座ⅰ433前侧的两个支撑板434,位于活动侧的支撑板434横向滑动配合在固定座ⅰ433上,位于固定侧的支撑板434则固定安装在固定座ⅰ433上,位于活动侧的升降气缸ⅲ431安装在其所在侧的支撑板434上,位于固定侧的升降气缸ⅲ431则安装在固定座ⅰ433上。
83.位于后侧的两个电极块426安装在两个导电排435上,导电排435固定在对应的支撑板434上。
84.为了能够为活动侧的两个电极块426的移动提供动力,位于活动侧的支撑板434的外侧连接有平移气缸436。
85.为了方便放置折弯后的料条ⅰ,固定座ⅰ433上设置有置物板441。
86.优选的,为了能够保证料条ⅰ端点相对的精准度,位于后侧的两个电极块426之间以及外侧均设置有前端开设v型定位口的定位板437,且位于两个电极块426之间的定位板437的后侧设置有定位气缸438。
87.为了能够通电焊接,边框成型机构4还包括与后侧的两个电极块426相连的电源。
88.导电排435的下端与向后穿过固定座ⅰ433的接线排相连,固定座ⅰ433的后侧设置有安装在框架ⅰ41内的电源,接线排通过铜编织线与电源相连,便于电极块426接通电源,实现料条ⅰ端点的焊接。
89.优选的,固定座ⅰ433的下方设置有内部安装纵向滑轨ⅲ和纵向调节螺杆的滑座ⅰ439,滑座ⅰ439的下方设置有内部安装横向滑轨ⅲ和横向调节螺杆的滑座ⅱ440,通过两个滑座的设置,能够实现对焊组件的横向以及纵向的随意移动,以适应不同规格的边框的对焊。
90.滑座ⅰ439和滑座ⅱ440均采用但不仅限于调节螺杆与滑轨ⅲ的配合。
91.料条ⅰ对焊的对焊过程为:在折弯完成时,前侧电极块426的高度低于后侧电极块426的高度,此时三个定位板437对料条ⅰ的两端定位,升降气缸ⅲ431带动前侧的两个电极块426上升,使其与后侧的两个电极块426相对,然后摆动气缸429推动上压臂电极固定板428的顶部向后摆动,从而带动前侧的两个电极块426后移,使其与后侧的两个电极块426配合,夹紧料条ⅰ的两端。此时定位气缸438带动中间的定位板437后移,平移气缸436推动活动侧的两个电极块426向固定侧移动,使料条ⅰ的两个端点接触,导电排435通电即可实现料条ⅰ端点的对焊。
92.为了提高加工效率,在焊接其中一个网片时能够进行另一个网片的上料组装,因此设置了模具交换机构3,已完成两个模具318的交替工作。
93.模具交换机构3包括两个上、下层叠布置且能够同步升降的交换座31,交换座31上安装有内部固定有模具318的模具架32。
94.模具318交换组件包括框架ⅱ33,交换座31则设置在框架ⅱ33内。
95.交换座31上设置有纵向的滑轨ⅳ34,模具架32的两侧安装与滑轨ⅳ34配合的滚轮35,便于模具架32的移动。
96.两个交换座31的下方设置有支撑框36,支撑框36的下方设置有同步升降组件,用于实现两个交换座31的同步升降。
97.模具318挂钩317同步升降组件包括安装框架ⅱ33上且位于支撑框36下方的升降
气缸ⅳ37,而支撑框36下方的四角设置有竖向的同步导杆38,同步导杆38下端穿过四个导向块39,相邻导向块39之间连接有同步连杆310,通过同步导杆38与同步连杆310的设置,能够保证交换座31升降时的同步性以及稳定性。
98.在模具318交换时,为了能够对复位的模具架32进行定位,交换座31的后侧安装有定位组件。
99.定位组件包括固定座ⅱ311,以及安装在固定座ⅱ311上的安装板ⅱ312,安装板ⅱ312的前侧设置有磁板313,且安装板ⅱ312与固定座ⅱ311之间安装有缓冲弹簧314。
100.具体的,安装板ⅱ312前侧固定有安装块319,且安装块319的前侧开槽,磁板313安装在槽内,避免模具架32复位时对其造成撞击而损坏。
101.安装板ⅱ312与固定座ⅱ311之间通过螺栓相连,螺栓穿过固定座ⅱ311并与安装板ⅱ312螺纹配合,缓冲弹簧314套在螺栓上并位于固定座ⅱ311与安装板ⅱ312之间,在定位时能够起到缓冲作用。
102.安装板ⅱ312的一侧设置有检测件ⅲ315,用于检测模具架32是否移动到位。
103.优选的,磁板313可以选用强力磁铁。
104.模具架32的后侧设置有与磁板313对应的限位板316,模具架32后移至对应的交换座31内后,其当移动到位时,限位板316则会吸附在磁板313上,保证模具架32到位时的稳定性。
105.每个模具318架32的前侧分别设置有u型的挂钩317。
106.为了能够将上料完成的模具架32移动至焊接机11焊接机构1中,前输送机构2上设置有能够纵向移动的牵引组件,牵引组件能够与任意一个模具架32挂接,并将模具架32移送至焊接机11焊接机构1中。
107.前输送机构2包括框架ⅲ21,牵引组件安装在框架ⅲ21上。
108.前输送机构2上安装有纵向的滑轨
ⅴ
28,且滑轨
ⅴ
28能够与任意一组滑轨ⅳ34相对,且牵引组件滑动配合在滑轨
ⅴ
28上。
109.牵引组件包括牵引连杆22,以及安装在牵引连杆22两端与挂钩317配合的l型的挂接杆23。
110.框架ⅲ21上设置有纵向的同步带ⅱ24,同步带ⅱ24后端的同步轮安装在框架ⅱ33上,且该同步轮连接有电机ⅱ(图中未显示),通过电机ⅱ带动同步带ⅱ24转动,从而实现牵引组件的前后移动。
111.模具318交换并进入焊接机11焊接机构1的过程为:以上层的模具318先上料为例,后输送机构7将成型的边框移送至上层的模具318中,而上料机构6则将料条ⅱ同样移送至上层的模具318中,使边框与料条ⅱ在上层的模具318中组合。此时升降气缸ⅳ37带动交换座31下移,使上层模具架32的挂钩317与挂接杆23挂接,电机ⅱ通过同步带ⅱ24以及牵引组件带动上层的模具架32从与其对应的滑轨ⅳ34上升动至滑轨
ⅴ
上,继而继续移动至焊接机11焊接机构1内,进行焊接操作。
112.与此同时,升降气缸ⅳ37带动交换座31上升,则对下层的模具318进行上料。待下层的模具318上料完成时,上层的模具318上的网片已焊接成功,并在牵引组件的带动下移动至前输送机构2上的卸料工位,且由卸料机构5将其从上层的模具318上卸下,此时上层的模具318则成为空模具。
113.上层的模具架32继续后移,移至模具交换机构3的前侧时,升降气缸ⅳ37带动交换座31下降,牵引组件继续带动上层的模具架32移回至其交换座31内,并利用其交换座31后侧的定位组件进行稳定定位。然后升降气缸ⅳ37带动交换座31再次上升,使挂接杆23与上层的模具架32的挂钩317脱离,并与下层的模具架32的挂钩317挂接,此时牵引组件带动下层的模具架32移动至焊接机11焊接机构1中进行焊接,而此时上层的模具318则可以进行上料操作。
114.两层模具318交替进行焊接与上料作业,提高了加工效率。
115.为了能够保证模具318完全进入焊接机11焊接机构1中,同步带ⅱ24前端的同步轮位焊接机11焊接机构1的侧面。
116.为了能够将成型后的边框移送至模具交换机构3上的模具318中,后输送机构7包括能够纵向移动的滑架ⅰ71,以及并排安装在滑架ⅰ71下方且能够上、下移动的两对气动手指72,气动手指72能够将对焊组件上的料框移送至模具交换机构3中。
117.而为了实现上述效果,框架ⅱ33的后端伸入框架ⅰ41内。
118.滑架ⅰ71的底部设置有移料板73,移料板73与固定在滑架ⅰ71下端的升降气缸
ⅴ
74的活塞杆下端相连。
119.移料板73的前侧和后侧设置有横向的滑杆75,气动手指72通过滑动座76滑动安装在滑杆75上,可以根据边框的规格调节两对气动手指72的位置,便于是用于不同规格边框的移送。
120.后输送机构7直接安装在框架ⅱ33上,框架ⅱ33上设置有纵向的同步带ⅲ77,而滑架ⅰ71与同步带ⅲ77相连,同步带ⅲ77前端的同步轮传动连接有电机ⅲ78。
121.框架ⅱ33上还设置有与滑架ⅰ71两端配合的纵向的滑轨ⅵ79。
122.边框的移送过程为:电机ⅲ78通过同步带ⅲ77带动滑架ⅰ71后移至对焊组件的位置,升降气缸
ⅴ
74带动气动手指72下移,夹持住边框的两侧,此时升降气缸
ⅴ
74带动气动手指72上升,并通过电机ⅲ78与同步带ⅲ77带动滑架ⅰ71前移至模具交换机构3上方,然后升降气缸
ⅴ
74再次带动气动手指72下移,气动手指72松开并将边框放置在模具318中。
123.由于网片的内部设置有两个方向的料条ⅱ,因此在本实施例中,上料机构6为双侧上料机构,即上料机构6包括两个上料组件ⅱ,其中一个上料组件ⅱ用于纵向料条ⅱ的上料,另一个上料组件ⅱ则用于横向料条ⅱ的上料。
124.上料机构6包括横跨框架ⅱ33上的框架ⅳ61,两个上料组件ⅱ能够在框架ⅳ61上横向移动。
125.上料组件ⅱ包括底部安装有磁性件ⅱ(图中未显示)的吸料板62,吸料板62能够将供料机构8中的料条ⅱ移送至模具交换机构3中。
126.吸料板62的底部设置有多个平行布置的吸料槽ⅱ63,且每个吸料槽ⅱ63的安装孔中安装磁性件ⅱ,通过磁性件ⅱ实现对料条ⅱ的吸附。
127.两个上料组件ⅱ中的吸料槽ⅱ63的方向与其所要吸附的料条ⅱ的方向对应。
128.优选的,为了保证吸料效果,磁性件ⅱ可以选用强力磁铁。
129.优选的,每个吸料槽ⅱ63上均对应设置有检测件ⅳ64,用于检测是否吸附到料条ⅱ。
130.吸料组件ⅱ包括安装板ⅲ65,安装板ⅲ65的底部设置有吸料气缸ⅱ66,吸料气缸
ⅱ
66的活塞杆下端与吸料板62相连。
131.吸料气缸ⅱ66的顶部通过弹簧ⅰ67与安装板ⅲ65相连,能够使吸料板62自动找平,保证吸料效果。
132.吸料板62的外围设置有与安装板ⅲ65相连的挡圈68。
133.安装板ⅲ65的上方设置有滑架ⅱ69,滑架ⅱ69上安装活塞杆朝下的升降气缸ⅵ610,安装板ⅲ65上安装有活塞杆朝上的升降气缸ⅶ611,升降气缸ⅵ610和升降气缸ⅶ611的活塞杆相连。
134.框架ⅳ61内设置有两个横向的同步带ⅳ612,同步带ⅳ612与两个上料组件ⅱ的滑架ⅱ69一一对应连接,同步带ⅳ612其中一端的同步轮传动连接有电机ⅳ613。
135.框架ⅳ61顶部设置有与滑架ⅱ69底部配合的滑轨ⅶ。
136.料条ⅱ上料的过程为:吸料板62移动至供料机构8上方时,吸料板62在升降气缸ⅵ610和升降气缸ⅶ611的作用下下移,此时吸料气缸ⅱ66继续带动吸料板62单独下移并伸入供料机构8中吸取料条ⅱ。吸料完成后,升降气缸ⅵ610和升降气缸ⅶ611的带动吸料板62上升,待吸料板62上升到位后,滑架ⅱ69在电机ⅳ613和同步带ⅳ612的带动下移动至模具交换机构3上方。升降气缸ⅵ610和升降气缸ⅶ611则再次带动吸料板62下移,下移到位后,吸料气缸ⅱ66带动吸料板62单独上升,料条ⅱ即可在挡圈68的作用下落至模具318中。此时升降气缸ⅵ610和升降气缸ⅶ611带动吸料板62上升,且利用同步带ⅳ612再次移动至供料机构8上方,便于下次的取料操作。
137.两个上料组件ⅱ通过两组独立的同步带ⅳ612和电机ⅳ613配合进行单独驱动,使两个上料组件ⅱ交替进行上料,避免造成干扰。
138.焊接完成后的网片需要从模具318上卸下,因此前输送机构2中设置有一个卸料工位,而卸料机构5则对应设置在卸料工位处。
139.卸料机构5包括卸料架51,以及安装在卸料架51底部的吸料磁板52,卸料架51能够将前输送机构2中的网片移出至前输送机构2的一侧。
140.卸料机构5还包括安装在卸料架51下方的卸料板53,卸料板53与安装在卸料架51上方的推料气缸54相连。
141.卸料架51的下方设置有检测板55,检测板55与卸料架51之间设置有弹簧ⅱ56,检测板55的上方设置有检测件
ⅴ
57。
142.具体的,卸料51架上安装有连板,检测板55通过螺栓安装在连板的下方,螺栓穿过连板与检测板55固定,弹簧ⅱ56则套在螺栓上且位于检测板55和连板之间。吸附到网片时,检测板55在网片的推动下上升,并压缩弹簧ⅱ56,检测件
ⅴ
57即可检测到已经吸附到网片。
143.卸料架51的上方设置有滑架ⅲ58,滑架ⅲ58上安装有升降气缸
ⅷ
59,升降气缸
ⅷ
59的活塞杆与卸料架51相连。
144.卸料机构5包括框架
ⅴ
510,且设置在卸料工位的上方并向前输送机构2的一侧延伸。
145.框架
ⅴ
510上设置有横向的同步带
ⅴ
511,同步带
ⅴ
511一端的同步轮连接有电机
ⅴ
512,同步带
ⅴ
511与滑架ⅲ58相连。
146.框架
ⅴ
510上还设置有与滑架ⅲ58底部配合的滑轨
ⅷ
。
147.为了能够将模具318内的网片顶出,便于吸附在吸料磁板52上,前输送机构2上设
置有能够上、下移动的顶料柱25。
148.顶料柱25安装在顶料架26上,且顶料架26位于卸料工位处,其底部设置有顶料气缸27。
149.网片卸料的过程为:焊接完成的网片所在的模具架32在牵引组件的带动下移动至卸料工位,顶料气缸27带动顶料柱25上升,并将网片从模具318上顶出,卸料架51移动至卸料工位上方,升降气缸
ⅷ
59带动吸料磁板52下降,吸附到网片后,升降气缸
ⅷ
59带动吸料磁板52上升复位,滑架ⅲ58在同步带
ⅴ
511的带动下移至前输送机构2的一侧,此时升降气缸
ⅷ
59带动卸料架51下移,下移到位后推料气缸54带动卸料板53下移,通过卸料板53的推动将网片与吸料磁板52分离,完成卸料。
150.检测件可以选用但不仅限于接近开关。
151.在本实施例中,供料机构8同样设置有两个,且位于模具交换机构3的两侧与上料机构6相对。
152.供料机构8包括料箱81,以及安装在料箱81内能够摆动的摆动板82,摆动板82的边缘设置有若干凸起ⅰ83,而摆动板82的两侧设置有与凸起ⅰ83错位布置的若干凸起ⅱ84,通过摆动板82的摆动,凸起ⅰ83和凸起ⅱ84的错位设置,能够将料条ⅱ摆放整齐均匀,便于上料机构6的吸取。
153.凸起ⅰ83和凸起ⅱ84的分布方向以及摆动板82的摆动方向均垂直于料条ⅱ的轴向方向。
154.供料箱81的底部设置有摆动电机85,摆动电机85通过传动带轮组件与偏心轮(图中未显示)传动连接,而偏心轮则安装在摆动板82的底部,摆动电机85带动偏心轮转动,偏心轮则可带动摆动板82摆动。
155.摆动板82的两端从供料箱81的端板处伸出,并支撑在端板外侧的转轴上,转轴的设置能够保证摆动板82摆动的稳定性。
156.焊接机构1包括焊接机11,焊接机11的焊接口上方成排设置有多个上电极块12,且每个上电极块12分别通过铜排与焊接机11的电源相连,上电极块12通过上气缸13固定在焊接机11上;焊接口的下方设置有与上电极块12对应的下电极条14,下电极条14通过铜排连接焊接机11的电源,下电机条的下方设置有多个下气缸15。
157.放置有边框和料条ⅱ的模具318在牵引组件的带动移动至焊接口处时,将单排焊接点置于下电极条14的上方,下电极条14和上电极块12相对移动,通电后即可完成该排焊接点的焊接。后续将每排焊接点依次置于该位置,即可完成整个网片的焊接。
158.本实用新型采用集成式的结构,并通过各个机构的进准配合,能够完成边框的上料、折弯、对焊,料条ⅱ的上料,料条ⅱ与边框的组装、焊接,以及网片的卸料,使网片完整的加工过程在同一设备上实现,有效地提高了网片的加工效率,保证了网片的加工质量。
159.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1