一种挡泥板加工用吸音棉自动焊接设备的制作方法
1.本实用新型属于汽车部件加工设备领域,更具体而言,涉及一种挡泥板加工用吸音棉自动焊接设备。
背景技术:
2.挡泥板,应用在汽车的车轮处,起到阻挡挡泥、水和防止了飞起的石子以及沙砾打伤车身的漆面的作用;
3.而汽车在行驶时,轮胎与地面摩擦产生噪音,对车内和车外环境造成噪音污染,所以一般会在挡泥板上设置吸音棉,以起到吸收噪音的作用;如实用新型公开号cn209159828u公开的一种缓冲型轮罩外板所示,其通过外板主体内开设空腔,用缓冲材料泡沫铝和隔音材料聚酯纤维棉对空腔进行填充,即,其是通过隔音材料来实现隔音效果的。
4.而现有技术中,还有通过焊接将吸音棉固定在挡泥板上的方式,而此种方式一般是通过手动操作实现的,焊接效率慢。
技术实现要素:
5.本实用新型的主要目的在于提供一种挡泥板加工用吸音棉自动焊接设备,旨在提高焊接效率。
6.根据本实用新型的第一方面,提供了一种挡泥板加工用吸音棉自动焊接设备,包括机座,所述机座上设有用于支撑外设挡泥板的支撑架、用于对支撑架上的外设挡泥板进行焊接的焊接机器人;所述支撑架上设有支撑模块,所述支撑模块包括多个支撑组件,所述支撑组件包括设置在支撑架上的支撑杆,所述支撑杆上设有支撑头,所述支撑头用于支撑外设挡泥板的中部且对应外设挡泥板的焊点布置;所述支撑模块还包括设置在支撑架上的支撑板,所述支撑板为2个,其分别用于支撑外设挡泥板的2个端部。
7.本实用新型一个特定的实施例中,所述支撑架上设有水平布置的安装杆,所述支撑杆以可转动的方式固定在所述安装杆上。
8.本实用新型一个特定的实施例中,还包括多个下压组件,所述下压组件包括用于抵压在外设挡泥板上的压杆。
9.本实用新型一个特定的实施例中,所述下压组件还包括设置在所述支撑杆上的安装板,所述安装板上设有一安装支架,所述压杆设置在所述安装支架上;
10.所述安装板以位置可调的方式安装在所述支撑杆上,其位置可沿着所述支撑杆的长度方向进行调整;
11.所述安装支架以位置可调的方式安装在所述安装板上,其位置可沿着所述安装板的长度方向进行调整。
12.本实用新型一个特定的实施例中,所述压杆包括第一杆部、第二杆部,所述第一杆部的一端、第二杆部的一端均以可转动的方式固定在安装支架上。
13.本实用新型一个特定的实施例中,2个所述支撑板上均设有向上延伸的挡板,2个
挡板分别与外设挡泥板的2个端部的内侧配合用于撑开外设挡泥板;2个所述支撑板之间的间距可调。
14.本实用新型一个特定的实施例中,所述支撑模块为2个,其并排布置在所述支撑架上;所述机座上设有一转盘,所述转盘通过一第一驱动装置驱动可转动;2个所述支撑模块设置在所述转盘上;
15.还包括一用于卡紧所述转盘的卡紧模块,所述卡紧模块包括卡块、设置在所述转盘上的与所述卡块适配的卡口,所述卡块通过一第二驱动装置可伸入或脱离所述卡口;
16.所述第一驱动装置、第二驱动装置、卡块均设置在所述机座上;所述第一驱动装置、第二驱动装置通过一控制模块控制工作。
17.本实用新型一个特定的实施例中,所述卡紧模块为2个。
18.本实用新型一个特定的实施例中,所述支撑杆包括第一杆体、第二杆体,所述第一杆体与所述安装杆连接,所述第二杆体以位置可调的方式固定在所述第一杆体上,所述第二杆体的位置可沿着所述第一杆体的长度方向进行调整。
19.本实用新型上述技术方案中的一个技术方案至少具有如下优点或有益效果之一:
20.在本实用新型中,在将吸音棉焊接在外设挡泥板上时,将带有吸音棉的外设挡泥板放置在支撑模块上,再由焊接机器人将吸音棉焊接在外设挡泥板上,焊接效率高;
21.其中,支撑模块为多个,其与外设挡泥板的焊点的个数适配,且支撑头的位置对应外设挡泥板的焊点位置布置,可有效地保证焊接工作的正常进行。
附图说明
22.下面结合附图和实施例对本实用新型进一步地说明;
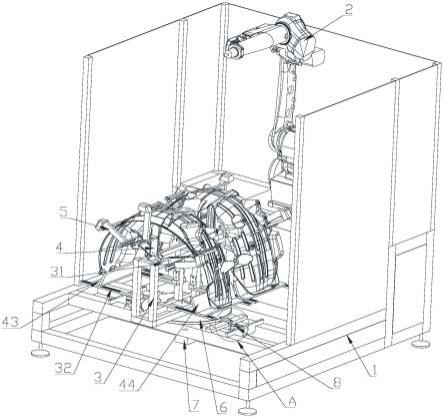
23.图1是本实用新型的实施例1的结构图;
24.图2是本实用新型的实施例1的主视图;
25.图3是本实用新型的实施例1的支撑组件、下压组件配合的结构图;
26.图4是本实用新型的实施例1的图1中a的放大示意图。
具体实施方式
27.下面详细描述本实用新型的实施方式,实施方式的示例在附图中示出,其中相同或类似的标号自始至终表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
28.实施例1
29.参照图1至图4所示,一种挡泥板加工用吸音棉自动焊接设备,包括机座1,所述机座1上设有用于支撑外设挡泥板的支撑架3、用于对支撑架3上的外设挡泥板进行焊接的焊接机器人2;所述支撑架3上设有支撑模块,所述支撑模块包括多个支撑组件4,所述支撑组件4包括设置在支撑架3上的支撑杆41,所述支撑杆41上设有支撑头42,所述支撑头42用于支撑外设挡泥板的中部且对应外设挡泥板的焊点布置;所述支撑模块还包括设置在支撑架3上的支撑板43,所述支撑板43为2个,其分别用于支撑外设挡泥板的2个端部。
30.在实际应用中,在将吸音棉焊接在外设挡泥板上时,将带有吸音棉的外设挡泥板
放置在支撑模块上,再由焊接机器人2将吸音棉焊接在外设挡泥板上,焊接效率高;
31.其中,支撑模块为多个,其与外设挡泥板的焊点的个数适配,且支撑头42的位置对应外设挡泥板的焊点位置布置,可有效地保证焊接工作的正常进行。
32.具体来说,外设挡泥板的形状为弧形;在本实施例中,所述支撑架3上设有水平布置的安装杆31,所述支撑杆41以可转动的方式固定在所述安装杆31上;
33.所述安装杆31为并列布置的2个,使得多个支撑杆41可支撑弧形结构的外设挡泥板的不同位置;转动支撑杆41的角度可以使支撑柱对应不同位置的焊点;所述支撑杆41上设有第一夹杆、第二夹杆,所述第一夹杆、第二夹杆与螺栓螺母配合将支撑杆41锁紧在安装杆31上,使得支撑杆41可绕着安装杆31的轴心转动且固定。
34.在本实施例中,多个支撑杆41呈发散状布置;所述支撑杆41上设置第一螺纹孔,支撑头42上设置螺柱,通过调节螺柱与第一螺纹孔的配合的方式将支撑头42的安装在支撑杆41上;
35.作为本实施例的具体实现,所述支撑杆41包括第一杆体411、第二杆体412,所述第一杆体411与所述安装杆31连接,所述第二杆体412以位置可调的方式固定在所述第一杆体411上,所述第二杆体412的位置可沿着所述第一杆体411的长度方向进行调整;
36.所述支撑头42安装在第二杆体412上。
37.其中,所述第一杆体411上设有第一腰型孔,所述第二杆体412上设有第一通孔,通过第一螺栓穿过第一腰型孔、第一通孔与一第一螺母配合使得第二杆体412以位置可调的方式固定在第一杆体411上,即,所述第二杆体412的位置可沿着第一腰型孔的长度方向进行调整,从而调整支撑头42的位置,保证其能与外设挡泥板接触起到支撑作用。
38.优选地,还包括多个下压组件5,所述下压组件5包括用于抵压在外设挡泥板上的压杆51,压杆51与支撑头42配合起到夹持作用,使得外设挡泥板更稳定地放置在支撑模块上;
39.所述压杆51位于支撑头42的一侧,避免压板51干涉焊接机器人3的焊接工作;
40.作为本实施例优选地具体实现,所述下压组件5还包括设置在所述支撑杆41上的安装板52,所述安装板52上设有一安装支架53,所述压杆51设置在所述安装支架53上;
41.所述安装板52以位置可调的方式安装在所述支撑杆41上,其位置可沿着所述支撑杆41的长度方向进行调整;
42.所述安装支架53以位置可调的方式安装在所述安装板52上,其位置可沿着所述安装板52的长度方向进行调整;
43.安装板52的位置可调、安装支架53的位置可调使得下压组件5可与不同位置支撑组件4配合,保证下压工作的正常进行;
44.具体来说,所述第二杆体412上设有第二腰型孔,所述安装板52上设有第二通孔,通过第二螺栓穿过第二腰型孔、第二通孔与一第二螺母配合使得安装板52以位置可调的方式固定在支撑杆41上,即,所述安装板52的位置可沿着第二腰型孔的长度方向进行调整;
45.所述安装板52上设有第三腰型孔,所述安装支架53上设有第二螺纹孔,通过第三螺栓穿过第三腰型孔与第二螺纹孔配合使得安装支架53以位置可调的方式固定在安装板52上,即,所述安装支架53的位置可沿着第三腰型孔的长度方向进行调整。
46.在本实施例中,所述压杆51包括第一杆部511、第二杆部512,所述第一杆部511的
一端、第二杆部512的一端均以可转动的方式固定在安装支架53上,便于操作第一杆部511、第二杆部512抵压在外设挡泥板上,进一步保证外设挡泥板的稳定性;
47.具体来说,所述安装支架53上设有一安装块54,安装块54上设有一第三通孔,第一杆部511设有与第三通孔配合的第四通孔,第二杆部512上设有与第三通孔配合的第五通孔;第一杆部511、第二杆部512通过一第四螺栓穿过第三通孔、第四通孔、第五通孔与一第三螺母配合实现在安装块54上的固定;松开第四螺栓和第三螺母即可调节第一杆部511、第二杆部512的下压角度。
48.在实际应用中,由于外设挡泥板是弧形结构,所以,外设挡泥板放置在支撑模块上时,其端部会出现相互靠拢的现象,不利于将吸音棉焊接在外设挡泥板上,在本实施例中,2个所述支撑板43上均设有向上延伸的挡板44,2个挡板44分别与外设挡泥板的2个端部的内侧配合用于撑开外设挡泥板;2个所述支撑板43之间的间距可调,便于调整挡板44的位置以撑开外设挡泥板的端部,保证焊接工作的进行;
49.具体来说,所述支撑架3上设有安装支杆32,所述安装支杆32上设有第四腰型孔,所述支撑板43上设有第三螺纹孔,支撑板43通过一第五螺栓穿过第四腰型孔与第三螺纹孔配合的方式固定在所述支撑架3上;所述支撑板43在支撑架3上的位置可沿着第四腰型孔的长度方向进行调整;
50.2个所述支撑板43对应的第四腰型孔的延伸方向相同,使得2个所述支撑板43之间的距离可调。
51.在本实施例中,所述支撑架3上设有并排布置的2个支撑模块;所述机座1上设有一转盘6,所述转盘6通过一第一驱动装置7驱动可转动;2个所述支撑模块设置在所述转盘6上;
52.还包括一用于卡紧所述转盘6的卡紧模块8,所述卡紧模块8包括卡块81、设置在所述转盘6上的与所述卡块81适配的卡口82,所述卡块81通过一第二驱动装置83可伸入或脱离所述卡口82;
53.所述第一驱动装置7、第二驱动装置83、卡块81均设置在所述机座1上;所述第一驱动装置7、第二驱动装置83通过一控制模块(图中未示出)控制工作。
54.在实际应用时,焊接机器人2的前方为焊接工位,焊接工位对应一个支撑模块,当完成一个外设挡泥板的焊接后,控制模块控制第一驱动装置7驱动所述转盘6转动,将另一个支撑模块转移到焊接工位,由第二驱动装置83驱动卡块81伸入所述卡口82,再由焊接机器人2对另一个外设挡泥板进行焊接工作;
55.具体来说,所述转盘6一次转动的角度为180
°
,以便于支撑模块进行替换,2个支撑模块的设置可以进一步提高焊接效率;当然,本实施例并不排除所述支撑模块的个数为3个、4个或更多,当支撑模块为多个时,所述转盘6的转动角度根据实际生产情况而设,以保证支撑模块的替换。
56.所述卡紧模块8为2个,即,所述转盘6上设有2个卡口82;
57.第一驱动装置7为电机,第二驱动装置83为气缸,所述控制模块包括控制器;气缸通过气管与外设供气系统连接,气管上设有电磁阀,控制器通过控制电磁阀工作实现对气缸的控制,使得卡块81伸入或脱离所述卡口82;控制器通过控制电机工作使得转盘6转动。
58.尽管已经示出和描述了本实用新型的实施方式,本领域的普通技术人员可以理
解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施方式进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1