一种热轧钢管生产用环形加热炉的制作方法
1.本实用新型涉及钢管轧制技术领域,具体涉及一种热轧钢管生产用环形加热炉。
背景技术:
2.目前国内外在轧制无缝钢管生产中多采用的是环形加热炉,这种环形加热炉的炉顶高度是等高度的,在圆环形的内、外炉墙上设置有多个煤气燃烧器,在环形加热炉的炉膛内,根据对加热温度要求的不同依次设有预热区、加热区、均热区及装出料区,环形加热炉的圆盘形炉底是可以旋转的,坯料由装料炉口送入炉内,放置在旋转的炉底上,依次通过预热区、加热区和均热区达到轧制温度,再由出料机从出料炉门出料,进入轧制工艺流程。现有的环形加热炉在使用过程中存在以下问题:一是环形加热炉的预热区、加热区和均热区的炉顶是等高的,其高度由装备要求所决定,不能太低,而预热区是不设置燃烧器的,且由于烟气具有自然上浮的趋势,烟气进入预热段后自然上浮,集中在预热段的顶部,而不能较好的对钢管进行加热,造成高温烟气在预热区加热坯料时不能得到充分利用、加热效果不理想的问题;二是均热段的出料口和入料口紧邻,出料口和入料口之间靠一段一米高的隔热墙隔热,隔热墙距离炉底600mm,在出入料时,往往会有热量在流失,造成热量的散失,从而增加环形加热炉的能耗。因此,研制开发一种烟气利用充分,热量流失少,加热效果好的热轧钢管生产用环形加热炉是客观需要的。
技术实现要素:
3.本实用新型的目的在于提供一种烟气利用充分,热量流失少,加热效果好的热轧钢管生产用环形加热炉。
4.本实用新型的目的是这样实现的,包括依次设置的预热段、加热段和均热段,预热段和均热段之间设置有隔墙,在靠近隔墙的预热段外环炉墙上设置有入料门,在靠近隔墙的均热段外环炉墙上设置有出料门,预热段的上方设置有上空心盘,下方设置有下空心盘,上空心盘与预热段的顶部之间、下空心盘与预热段的底部之间分别通过若干通气管连通,上空心盘和下空心盘之间通过输气管连通,上空心盘上安装有电机,电机的输出轴伸入到上空心盘内后设置有抽风扇叶。
5.进一步的,上空心盘和下空心盘的外形均为扇形,其尺寸和预热段的尺寸一致。
6.进一步的,输气管的数量为两根,分别位于预热段的两侧。
7.进一步的,输气管与相应的预热段侧壁之间通过若干分气管连通。
8.进一步的,入料门和出料门的外侧均设置有u形管,u形管的两端封堵且朝下布置,u形管上均布有若干喷气管,喷气管的出气端倾斜朝向入料门和出料门的内侧,u形管上设置有抽气管,抽气管上设置有抽风机,入料门上设置的抽气管与预热段侧壁连通,出料门上设置的抽气管与均热段侧壁连通。
9.进一步的,上空心盘和下空心盘的外侧均设置有绝热保温层。
10.本实用新型运行时,启动电机,电机带动抽风扇叶转动,抽风扇叶转动时产生吸
力,将积聚在预热段顶部的烟气抽入上空心盘,随后进入输气管,从输气管进入下空心盘,再从通气管进入预热段的底部,对预热段内的钢管进行加热,随后上升到预热段顶部,以此类推,烟气在预热段、上空心盘和下空心盘之间不断循环,能够对烟气进行充分的利用,均化预热段内的温度分布,提升钢管在预热段内的预热效果,减少热量的流失,提升钢管在预热段内的加热效果。本实用新型烟气利用充分,热量流失少,加热效果好,具有显著的经济价值和社会价值。
附图说明
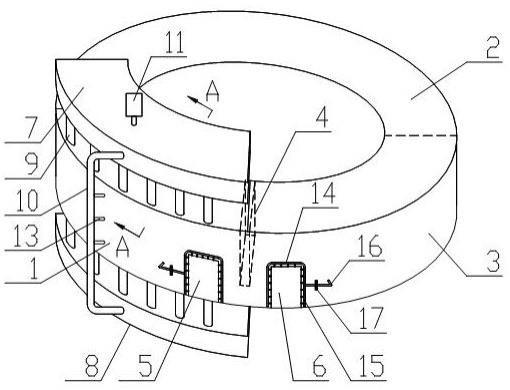
11.图1为本实用新型的整体结构示意图;
12.图2为图1中a-a的剖视结构示意图;
13.图中:1-预热段,2-加热段,3-均热段,4-隔墙,5-入料门,6-出料门,7-上空心盘,8-下空心盘,9-通气管,10-输气管,11-电机,12-抽风扇叶,13-分气管,14
‑ꢀ
u形管,15-喷气管,16-抽气管,17-抽风机,18-绝热保温层。
具体实施方式
14.下面结合附图对本实用新型作进一步的说明,但不以任何方式对本实用新型加以限制,基于本实用新型所作的任何变更或改进,均属于本实用新型的保护范围。
15.如图1~2所示,本实用新型包括依次设置的预热段1、加热段2和均热段3,预热段1、加热段2和均热段3的分段可根据现场的实际需要确定,其中加热段2也可根据加热温度的不同再行细分,预热段1和均热段3之间设置有隔墙4,隔墙4为现有结构,在靠近隔墙4的预热段1外环炉墙上设置有入料门5,在靠近隔墙4的均热段3外环炉墙上设置有出料门6,预热段1的上方设置有上空心盘7,下方设置有下空心盘8,上空心盘7与预热段1的顶部之间、下空心盘8与预热段1的底部之间分别通过若干通气管9连通,上空心盘7和下空心盘8之间通过输气管10连通,上空心盘7上安装有电机11,电机11为现有技术,电机11的输出轴伸入到上空心盘7内后设置有抽风扇叶12,抽风扇叶12的结构为现有技术,抽风扇叶12的作用是将预热段1顶部的烟气抽至上空心盘8内,在本实用新型中,为了便于调整烟气的流动速度,可在电机11的输出轴上连接调速器,通过调速器对抽风扇叶12的转动速度进行调整,从而实现烟气流速的调整。
16.本实用新型运行时,启动电机11,电机11带动抽风扇叶12转动,抽风扇叶12转动时产生吸力,将积聚在预热段1顶部的烟气通过通气管9抽入上空心盘7的空腔内,随着空腔内烟气量的增多,空腔内的压力也随之增大,迫使烟气进入输气管10,从输气管10进入下空心盘8,再从通气管9进入预热段1的底部,对预热段1内的钢管进行加热,随后上升到预热段1顶部,以此类推,烟气在预热段1、上空心盘7和下空心盘8之间不断循环,能够对烟气进行充分的利用,均化预热段1内的温度分布,提升钢管在预热段1内的预热效果,减少热量的流失,提升钢管在预热段1内的加热效果。
17.优选地,为了外形的美观,为了使上空心盘7和下空心盘8的外形与加热炉的形状一致,上空心盘7和下空心盘8的外形均为扇形,其尺寸和预热段的尺寸一致。
18.优选地,输气管10的数量为两根,分别位于预热段1的两侧,输气管10的数量及尺寸可根据实际需要确定。
19.输气管10与相应的预热段1侧壁之间通过若干分气管13连通,通过分气管13的设置,使得部分烟气通过分气管13从预热段1的侧壁进入预热段1内,这时,烟气从钢管的两侧及底部同时对钢管进行加热,可大幅提高钢管的预热效率,并提高烟气中热量的利用率。
20.入料门5和出料门6的外侧均设置有u形管14,u形管14的两端封堵且朝下布置,u形管14上均布有若干喷气管15,喷气管15的出气端倾斜朝向入料门5和出料门6的内侧,u形管14上设置有抽气管16,抽气管16上设置有抽风机17,入料门5上设置的抽气管16与预热段1侧壁连通,出料门6上设置的抽气管16与均热段3侧壁连通。在进行装料时,打开入料门5,将钢管从入料门5装入预热段1,这时,开启预热段1上设置的抽风机17,抽风机17将预热段1内的烟气抽送至u形管14,再从喷气管15喷出,将预要从入料门5逸出的烟气反向吹送到预热段1内部,在进行出料时,过程与装料的过程相同,只是抽风机17抽出的烟气是均热段3内的烟气。通过上述操作,可防止加热炉在进行装料和出料过程中,烟气逸出造成的热量损失,进而降低加热炉的能耗。
21.上空心盘7和下空心盘8的外侧均设置有绝热保温层18,通过绝热保温层18的设置,可防止上空心盘7和下空心盘8内烟气热量的流失,减少烟气在流动过程中热量的损失,提高热量的利用效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1