一种用于汽车后纵梁生产的冲压模具及汽车后纵梁的制作方法
1.本实用新型属于模具领域,更具体地,涉及一种用于汽车后纵梁生产的冲压模具及汽车后纵梁。
背景技术:
2.随着新能源汽车轻量化、碰撞安全等方面的需求越来越多,高强钢材料的应用也越来越广泛。后纵梁作为白车身非常重要的关键零件,其制件质量和精度严重影响白车身的精度。而后纵梁的形状特征又决定了其制件中部下榻处顶面易起皱,侧壁回弹、反凹,长度方向扭曲变形等问题。为提升制件的质量和精度,模具需要多轮次整改,耗费较长的时间周期长。
技术实现要素:
3.本实用新型的目的是针对现有技术存在的不足,提供了一种用于汽车后纵梁生产的冲压模具及汽车后纵梁,该冲压模具能够有效缩短模具开发周期和减少整改轮次,降低模具开发成本,并能够解决后纵梁顶面起皱和侧壁弯曲,保证冲压制件质量和精度。
4.为了实现上述目的,本实用新型提供了一种用于汽车后纵梁生产的冲压模具,该冲压模具用于解决后纵梁顶面起皱和侧壁弯曲,该冲压模具包括:
5.上模座,所述上模座设置有上压料块,所述上压料块用于与后纵梁顶面接触;
6.下模座,与所述上模座配合,所述下模座的压边圈上设置有拉延坎,所述拉延坎处于所述上压料块的两侧。
7.可选地,所述拉延坎沿x方向的长度与所述下模座沿x方向的长度相对应。
8.可选地,所述上压料块与所述上模座可拆卸连接。
9.可选地,所述上模座包括多个凹模镶块,所述上压料块设置在位于所述上模座的拉延凹模中部位置的多个所述凹模镶块的作用面上。
10.可选地,所述上压料块的形面与所述后纵梁顶面的中部形面相贴合。
11.可选地,所述下模座还包括拉延凸模,所述拉延凸模设置于所述下模座沿y方向的中部,所述拉延坎靠近所述拉延凸模的一端低于远离所述拉延凸模的一端。
12.可选地,所述拉延坎离所述拉延凸模的一端设置有拉延筋。
13.本实用新型提供了一种汽车后纵梁,汽车后纵梁由上述的用于汽车后纵梁生产的冲压模具制作而成。
14.本实用新型提供了一种用于汽车后纵梁生产的冲压模具及汽车后纵梁,其有益效果在于:
15.1、该冲压模具为解决后纵梁顶面起皱和侧壁弯曲,提供了一种工艺补充方案;
16.2、该工艺补充方案能够缩短模具开发周期降低模具开发成本;
17.3、该冲压模具能够提升后纵梁质量和精度,满足设计要求。
18.本实用新型的其它特征和优点将在随后具体实施方式部分予以详细说明。
附图说明
19.通过结合附图对本实用新型示例性实施方式进行更详细的描述,本实用新型的上述以及其它目的、特征和优势将变得更加明显,其中,在本实用新型示例性实施方式中,相同的参考标号通常代表相同部件。
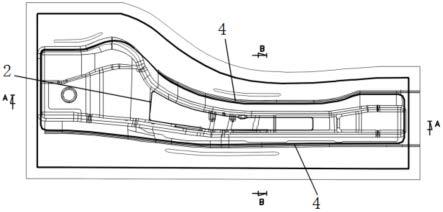
20.图1示出了根据本实用新型的一个实施例的一种用于汽车后纵梁生产的冲压模具的位置示意图。
21.图2示出了图1的a-a剖视图。
22.图3示出了图1的b-b剖视图。
23.图4示出了图3的c处放大图。
24.附图标记说明:
25.1、上模座;2、上压料块;3、下模座;4、拉延坎;5、拉延凸模;6、拉延筋;7、压边圈;8、分模线。
具体实施方式
26.下面将更详细地描述本实用新型的优选实施方式。虽然以下描述了本实用新型的优选实施方式,然而应该理解,可以以各种形式实现本实用新型而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了使本实用新型更加透彻和完整,并且能够将本实用新型的范围完整地传达给本领域的技术人员。
27.本实用新型提供了一种用于汽车后纵梁生产的冲压模具,该冲压模具用于解决后纵梁顶面起皱和侧壁弯曲,该冲压模具包括:
28.上模座,上模座设置有上压料块,上压料块用于与后纵梁顶面接触;
29.下模座,与上模座配合,下模座的压边圈上设置有拉延坎,拉延坎处于上压料块的两侧。
30.具体的,该冲压模具在上模座上设置上压料块,在上模座进行落料时,上压料块对后纵梁的起皱部分进行施力,增加对于后纵梁冲压件的施力面积和施力强度,在下模座的压边圈处设置拉延坎,在拉延过程中控制材料的流动,能够彻底解决后纵梁上顶面起皱和侧壁弯曲的问题。
31.在上模座上增加上压料能够有效的降低后纵梁的起皱趋势,并且有效消除后纵梁中端的顶面凹陷区的起皱问题,提高了后纵梁零件的产品表面质量。在没有增加上压料块的时候,上模座和下模座在拉延过程中某一时间点就可以起皱,在增加了上压料后,在起皱形成前上压料块将先与后纵梁形面接触,并将后纵梁压实在下模座上,形成无起皱零件形状,从而有效解决成型起皱的问题。
32.可选地,拉延坎沿x方向的长度与下模座沿x方向的长度相对应。
33.具体的,拉延坎设置于下模座的x方向的压边圈上,并且拉延坎的长度与下模座的长度相对应,这样在上模座下压向下模座上时,拉延坎对落料后产生的拉延坯料流动进行有效控制,拉延坎的长度至少不小于下模座的拉延凸模的长度。
34.可选地,上压料块与上模座可拆卸连接。
35.具体的,在对上压料进行进行研磨时,可以将上压料块与上模座固定,这样研修可以提高上压料与凹模型面的有效研合率,提高对于顶面起皱的控制效果。
36.可选地,上模座包括多个凹模镶块,上压料块设置在位于上模座的拉延凹模中部位置的多个凹模镶块的作用面上。
37.具体的,上压料块设置在多个凹模镶块上,并且这些凹模镶块位于拉延凹模的中部,能够保证上压料块向下合模时,施力更加均匀,避免造成对后纵梁落料不均匀,从而引起后纵梁出现起皱现象。
38.可选地,上压料块的形面与后纵梁顶面的中部形面相贴合。
39.具体的,上压料块的形面与后纵梁的顶面形面相贴合,当上模座在落料过程中,上压料块能够完美的贴合在后纵梁上,保证后纵梁与下模座也完全贴合,这样能够有效控制起皱情况发生。
40.可选地,下模座还包括拉延凸模,拉延凸模设置于下模座沿y方向的中部,拉延坎靠近拉延凸模的一端低于远离拉延凸模的一端。
41.具体的,拉延坎设置在压边圈上,拉延坎靠近拉延凸模的一侧低于远离拉延凸模的一侧,这样通过拉延坎的形面能够控制后纵梁在拉延过程中材料流动的趋势,避免出现顶面起皱的情况。
42.可选地,拉延坎离拉延凸模的一端设置有拉延筋。
43.具体的,拉延坎在远离拉延凸模的一端设置拉延筋,能够进一步增加冲压件在拉伸使材料流动的阻力,这样后纵梁的边缘处板材变薄,减少侧壁弯曲的情况。
44.本实用新型提供了一种汽车后纵梁,汽车后纵梁由上述的用于汽车后纵梁生产的冲压模具制作而成。
45.具体的,该冲压模具制得的后纵梁,在顶面的起皱情况完全消失,侧壁弯曲也得到了改善,保证了后纵梁顶面的强度,在后纵梁焊接成总成和车身时,不会造成过大的车身尺寸的累计误差,提高车身的整体质量。
46.实施例
47.如图1至图4所示,本实用新型提供了一种用于汽车后纵梁生产的冲压模具,该冲压模具用于解决后纵梁顶面起皱和侧壁弯曲,该冲压模具包括:
48.上模座1,上模座1设置有上压料块2,上压料块2用于与后纵梁顶面接触;
49.下模座3,与上模座1配合,下模座3的压边圈7上设置有拉延坎4,拉延坎4处于上压料块2的两侧。
50.在本实施例中,拉延坎4沿x方向的长度与下模座3沿x方向的长度相对应。
51.在本实施例中,上压料块2与上模座1可拆卸连接。
52.在本实施例中,上模座1包括多个凹模镶块,上压料块2设置在位于上模座1中部位置的多个凹模镶块的作用面上。
53.在本实施例中,上压料块2的形面与后纵梁顶面的中部形面相贴合。
54.在本实施例中,下模座3还包括拉延凸模5,拉延凸模5设置于下模座3沿y方向的中部,拉延坎4靠近拉延凸模5的一端低于远离拉延凸模5的一端。
55.在本实施例中,拉延坎4离拉延凸模5的一端设置有拉延筋6。
56.本实用新型提供了一种汽车后纵梁,汽车后纵梁由上述的用于汽车后纵梁生产的冲压模具制作而成。
57.综上,该冲压模具在上模座1的位于中部的凹模镶块上增加了上压料块2,在下模
座3的x方向上的压边圈7上设置了拉延坎4,在压料过程中采用拉延坎4对材料的流动进行有效控制,解决了后纵梁顶面起皱的问题,随着产品形状的差异,反坎形状相应调整,以解决后纵梁顶面下凹起皱的缺陷且压料面不用完全贴合顶面的形状,有效降低了成行深度,提升了后纵梁零件材料的利用率,降低了成本。
58.以上已经描述了本实用新型的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1