一种裤架自动组装机的制作方法
1.本实用新型涉及自动化生产技术领域,尤其涉及一种裤架自动组装机。
背景技术:
2.在日常生活中,人们经常会将洗好的衣物挂在阳台、窗台或室外,而在晾晒的过程中,经常要用到衣架或是裤架将洗好的衣物进行悬挂。目前,有一些组合式的裤架已经投入了生产,在一些组合式的裤架的生产过程中,都是先通过机器生产出裤架所需的几个部件,再通过人工组装的方式将裤架拼接完整,这种人工组装的方式较为耗费人力,不够稳定高效且不适配现在的自动化生产的模式。
技术实现要素:
3.为了解决上述问题,本实用新型提出一种裤架自动组装机。
4.本实用新型通过以下技术方案实现的:
5.本实用新型提出一种裤架自动组装机,用于组装裤架并包括一工作台,所述裤架包括架体、夹片和弹簧夹,所述裤架自动组装机包括抓取所述架体的第一抓取机构、抓取所述夹片的第二抓取机构、抓取所述弹簧夹的第三抓取机构,以及固定于所述工作台上的定位治具;所述架体的两端设有安装部,所述第一抓取机构将所述架体抓取至所述定位治具上并露出所述架体两端的所述安装部,所述第二抓取机构将所述夹片抓取并活动安装至所述安装部,所述弹簧夹包括两个夹脚,所述第三抓取机构将所述弹簧夹抓取并将两个所述夹脚分别安装于所述夹片上和所述安装部的背部。
6.进一步地,所述夹片包括一卡合槽,所述安装部与所述卡合槽卡合并使所述夹片能够相对所述架体转动。
7.进一步地,裤架自动组装机还包括分别设于所述工作台的两端的入料带和出料带,所述入料带和所述出料带均采用链条传动并于链条上设有多个所述定位治具以放置所述架体。
8.进一步地,所述裤架自动组装机还包括分别设于所述工作台两侧的第一输料机构以输送所述夹片,以及第二输料机构以输送所述弹簧夹。
9.进一步地,所述第一抓取机构包括第一板、与所述第一板活动连接的第二板、设于所述第一板上以驱动所述第二板相对第一板进行升降的第一气缸、驱动所述第一抓取机构水平运动的第二气缸,以及设于所述第二板上的多个所述机械手以夹取所述架体。
10.进一步地,所述工作台设有安装支架,所述第二抓取机构设于所述工作台上并位于所述安装支架之下,所述第三抓取机构设于所述安装支架上。
11.进一步地,所述裤架还包括钩子,所述裤架自动组装机还包括设于所述出料带一侧的第三输料机构以输送所述钩子、以及加热装置以对所述钩子的底部进行加热。
12.进一步地,所述裤架自动组装机还包括位于所述出料带下方的升降机构,所述升降机构能够将所述定位治具上的所述架体顶起。
13.进一步地,所述裤架自动组装机还包括位于所述出料带上方的插钩机构,所述架体还包括一凸台,所述插钩机构将加热后的所述钩子插入所述凸台内。
14.进一步地,所述裤架自动组装机还包括设于所述出料带末端的出料杆,组装完成的所述裤架由所述出料杆排出所述裤架自动组装机。
15.本实用新型的有益效果:
16.本实用新型提出的裤架自动组装机,通过第一抓取机构将架体抓取至定位治具上,通过第二抓取机构将夹片抓取并安装至架体两端的安装部,通过第三抓取机构将弹簧夹的两个夹脚安装至夹片以及架体的安装部的背部,实现对裤架自动化的组装,节省了人力,多个抓取机构机械重复地工作使组装更加稳定高效。
附图说明
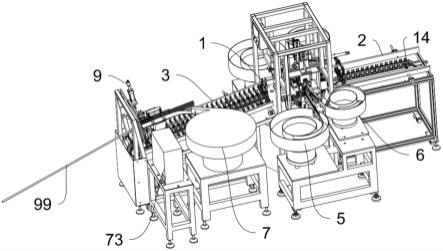
17.图1为本实用新型的裤架自动组装机的立体图;
18.图2为本实用新型工作台上的结构示意图;
19.图3为本实用新型的第一抓取机构的结构示意图;
20.图4为本实用新型的裤架的分解结构示意图;
21.图5为本实用新型的出料带及其旁边机构的结构示意图。
具体实施方式
22.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳的实施例。但是,本实用新型可以容许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
23.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
24.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
25.本实用新型提出一种裤架自动组装机,用于组装裤架并包括一工作台,所述裤架包括架体、夹片和弹簧夹,所述裤架自动组装机包括抓取所述架体的第一抓取机构、抓取所述夹片的第二抓取机构、抓取所述弹簧夹的第三抓取机构,以及固定于所述工作台上的定位治具;所述架体的两端设有安装部,所述第一抓取机构将所述架体抓取至所述定位治具上并露出所述架体两端的所述安装部,所述第二抓取机构将所述夹片抓取并活动安装至所述安装部,所述弹簧夹包括两个夹脚,所述第三抓取机构将所述弹簧夹抓取并将两个所述夹脚分别安装于所述夹片上和所述安装部的背部。
26.本实用新型通过第一抓取机构将架体抓取至定位治具上,通过第二抓取机构将夹片抓取并安装至架体两端的安装部,通过第三抓取机构将弹簧夹的两个夹脚安装至夹片以
及架体的安装部的背部,实现对裤架自动化的组装,节省了人力,多个抓取机构机械重复地工作使组装更加稳定高效。
27.请参考图1~图5,本实用新型提出一种裤架自动组装机,用于组装裤架4并包括一工作台1,裤架4包括架体41、夹片42和弹簧夹43,裤架自动组装机包括抓取架体41的第一抓取机构11、抓取夹片42的第二抓取机构12、抓取弹簧夹43的第三抓取机构13,以及固定于工作台1上的定位治具14;架体41的两端设有安装部411,第一抓取机构11将架体41抓取至定位治具14上并露出架体41两端的安装部411,第二抓取机构12将夹片42抓取并活动安装至安装部411,弹簧夹43包括两个夹脚430,第三抓取机构13将弹簧夹43抓取并将两个夹脚430分别安装于夹片42上和安装部411的背部。
28.本实用新型中的裤架自动组装机,用于组装裤架4,通过第一抓取机构11将架体41抓取并放置于定位治具14上,通过第二抓取机构12将夹片42抓取并安装至架体41两端的安装部411,通过第三抓取机构13将弹簧夹43的两个夹脚430安装至夹片42以及架体41的安装部411的背部,实现对裤架4自动化的组装,节省了人力,多个抓取机构机械重复地工作使组装更加稳定高效。
29.进一步地,夹片42包括一卡合槽420,安装部411与卡合槽420卡合并使夹片42能够相对架体41转动。
30.在本实施方式中,夹片42和架体41间通过卡合槽420和安装部411的卡合,能够进行相对转动,夹片42和架体41装上弹簧夹43并被弹簧夹43夹持之后,受弹簧夹43的夹脚430作用,处于可手动打开的夹紧状态。
31.进一步地,裤架自动组装机还包括分别设于工作台1的两端的入料带2和出料带3,入料带2和出料带3均采用链条传动并于链条上设有多个定位治具14以放置所述架体41。
32.在本实施方式中,入料带2用于向工作台1传输架体41,出料带3用于将工作台1上组装完的架体41送往下一个工位,入料带2和出料带3均采用链条传动,并在链条上装有多个如工作台1上的定位治具14以放置架体41。
33.进一步地,裤架自动组装机还包括分别设于工作台1两侧的第一输料机构5以输送夹片42,以及第二输料机构6以输送弹簧夹43。
34.在本实施方式中,裤架自动组装机的工作台1的两侧均设有一个第一输料机构5和一个第二输料机构6,第一输料机构5通过振盘和与振盘相连接的直线振动器向工作台1输送夹片42,第二输料机构6通过振盘和与振盘相连接的直线振动器向工作台1输送弹簧夹43。
35.进一步地,第一抓取机构11包括第一板111、与第一板111活动连接的第二板112、设于第一板111上以驱动第二板112相对第一板111进行升降的第一气缸113、驱动第一抓取机构11水平运动的第二气缸114,以及设于第二板112上的多个机械手115以夹取架体41。
36.在本实施方式中,第一气缸113驱动第二板112进行升降,第二气缸114驱动第一板111进行水平运动,使第一抓取机构11能够将入料带2的架体41转移到工作台1上的定位治具14上。第二板112上装有四个机械手115,四个机械手115能够同步工作,大大提高了工作效率。
37.进一步地,工作台1设有安装支架15,第二抓取机构12设于所述工作台1上并位于安装支架15之下,第三抓取机构13设于安装支架15上。
38.在本实施方式中,工作台1设有两个安装支架15,两个安装支架15上均设有一个第三抓取机构13,并在两个安装支架15下分别设有一个第二抓取机构12,第二抓取机构12通过吸附装置将夹片42安装至定位治具14上的架体41上,第三抓取机构13将弹簧夹43夹取,并通过安装于安装支架15上的气缸驱动下压,完成工作台1上对裤架4的组装。
39.进一步地,裤架4还包括钩子44,裤架自动组装机还包括设于出料带3一侧的第三输料机构7以输送钩子44、以及加热装置73以对钩子44的底部进行加热。裤架自动组装机还包括位于出料带3下方的升降机构8,升降机构8能够将定位治具14上的架体41顶起。裤架自动组装机还包括位于出料带3上方的插钩机构9,架体41还包括一凸台412,插钩机构9将加热后的钩子44插入凸台412内。
40.在本实施方式中,工作台1上组装好的架体41还需在架体41顶部的凸台412上插入钩子44,钩子44经过第三输料机构7传输到出料带3上方,并经过加热装置73延伸出来的加热部进行加热处理,架体41通过出料带3运输至钩子44下方,并被出料带3下方的升降机构8顶起并静置于出料带3上方,然后插钩机构9驱动钩子44下压使加热后的钩子44插入架体41上的凸台412内。
41.进一步地,裤架自动组装机还包括设于出料带3末端的出料杆99,组装完成的裤架4由出料杆99排出裤架自动组装机。
42.在本实施方式,组装完成的裤架4通过钩子44挂在出料带3末端的出料杆99上直接排出裤架自动组装机。
43.当然,本实用新型还可有其它多种实施方式,基于本实施方式,本领域的普通技术人员在没有做出任何创造性劳动的前提下所获得其他实施方式,都属于本实用新型所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1