一种钣金加工用压铆机的制作方法
1.本实用新型涉及压铆机技术领域,尤其涉及一种钣金加工用压铆机。
背景技术:
2.目前常使用压铆机对钣金进行压铆,传统压铆机利用气压增压缸驱动铆头向下移动对钣金施压,从而完成压铆工作,但钣金位置没有固定,在铆压过程中容易使钣金发生偏移,提高了残次率。
3.现有技术中对此设置了卡块和复位弹簧,从而使钣金的位置保持稳定,提高加工的成品率。
4.但是采用上述方式,在对钣金加工时无法对钣金的任意位置进行加工,每次需要重新更换钣金位置,再对其进行固定,操作麻烦,降低了工作效率。
技术实现要素:
5.本实用新型的目的在于提供一种钣金加工用压铆机,能够便于调节钣金所处位置,操作简便,提高工作的效率。
6.为实现上述目的,本实用新型提供了一种钣金加工用压铆机,包括压铆机本体和放置底板,所述压铆机本体和所述放置底板固定连接,并位于所述放置底板一侧,还包括调节装置;
7.所述调节装置包括移动面板、转动圆盘、转动滚珠、移动组件和固定组件,所述移动面板通过所述移动组件在所述放置底板上移动,所述转动滚珠与所述移动面板转动连接,并位于所述移动面板一侧,所述转动圆盘与所述转动滚珠固定连接,并位于所述转动滚珠远离所述移动面板一侧,所述固定组件对所述转动圆盘限位。
8.其中,所述移动组件包括横向滑轨和凸起滑块,所述横向滑轨与所述放置底板固定连接,并位于所述放置底板一侧;所述凸起滑块与所述横向滑轨滑动连接,并与所述移动面板固定连接。
9.其中,所述移动面板具有圆弧凹槽,所述圆弧凹槽位于所述移动面板上,所述转动滚珠位于所述圆弧凹槽内。
10.其中,所述固定组件包括限位板和锁紧件,所述限位板与所述移动面板滑动连接,并与所述横向滑轨抵接;所述锁紧件设置在所述转动圆盘上。
11.其中,所述锁紧件包括锁紧杆和锁紧螺母,所述锁紧杆与所述转动圆盘滑动连接,并与所述移动面板抵接;所述锁紧螺母与所述锁紧杆螺纹连接,并与所述转动圆盘抵接。
12.其中,所述钣金加工用压铆机还包括固定板和定位装置,所述固定板与所述转动圆盘滑动连接,并位于所述转动圆盘远离所述移动面板一侧;所述定位装置设置在所述固定板上。
13.其中,所述定位装置包括定位杆和定位螺母,所述定位杆与所述固定板滑动,并与所述转动圆盘抵接;所述定位螺母与所述定位杆螺纹连接,并与所述固定板抵接。
14.本实用新型的一种钣金加工用压铆机,通过包括压铆机本体、放置底板和调节装置,所述调节装置包括移动面板、转动圆盘、转动滚珠、移动组件和固定组件,当需要对钣金的边角位置进行加工时,推动所述移动面板,所述移动面板通过所述移动组件在所述放置底板上进行左右横向移动,再转动所述转动圆盘,所述转动圆盘通过所述转动滚珠与所述移动面板发生顺时针或逆时针的旋转,再通过对所述压铆机本体的调节,直到铆头对准钣金所需加工的位置,从而可以对钣金的任意位置进行加工,操作简便,提高了加工的效率。
附图说明
15.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
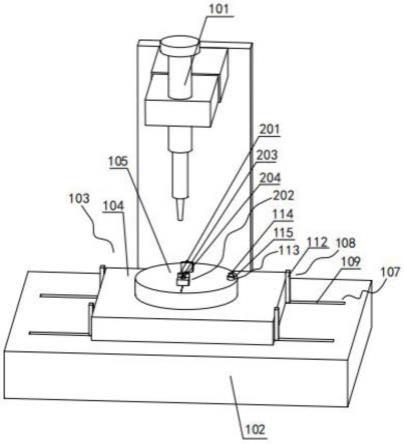
16.图1是本实用新型第一实施例的钣金加工用压铆机的整体结构示意图。
17.图2是本实用新型第一实施例的转动滚珠的安装示意图。
18.图3是本实用新型第一实施例的移动组件的结构示意图。
19.图4是本实用新型第二实施例的钣金加工用压铆机的整体结构示意图。
20.图中:101-压铆机本体、102-放置底板、103-调节装置、104-移动面板、105-转动圆盘、106-转动滚珠、107-移动组件、108-固定组件、109-横向滑轨、110-凸起滑块、111-圆弧凹槽、112-限位板、113-锁紧件、114-锁紧杆、115-锁紧螺母、201-固定板、202-定位装置、203-定位杆、204-定位螺母。
具体实施方式
21.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
22.本技术的第一实施例为:
23.请参阅图1至图3,所述钣金加工用压铆机包括压铆机本体101和放置底板102,所述压铆机本体101和所述放置底板102固定连接,并位于所述放置底板102一侧,还包括调节装置103,所述调节装置103包括移动面板104、转动圆盘105、转动滚珠106、移动组件107和固定组件108,所述移动面板104通过所述移动组件107在所述放置底板102上移动,所述转动滚珠106与所述移动面板104转动连接,并位于所述移动面板104一侧,所述转动圆盘105与所述转动滚珠106固定连接,并位于所述转动滚珠106远离所述移动面板104一侧,所述固定组件108对所述转动圆盘105限位。
24.所述移动组件107包括横向滑轨109和凸起滑块110,所述横向滑轨109与所述放置底板102固定连接,并位于所述放置底板102一侧;所述凸起滑块110与所述横向滑轨109滑动连接,并与所述移动面板104固定连接。所述移动面板104具有圆弧凹槽111,所述圆弧凹槽111位于所述移动面板104上,所述转动滚珠106位于所述圆弧凹槽111内。所述固定组件108包括限位板112和锁紧件113,所述限位板112与所述移动面板104滑动连接,并与所述横向滑轨109抵接;所述锁紧件113设置在所述转动圆盘105上。所述锁紧件113包括锁紧杆114和锁紧螺母115,所述锁紧杆114与所述转动圆盘105滑动连接,并与所述移动面板104抵接;所述锁紧螺母115与所述锁紧杆114螺纹连接,并与所述转动圆盘105抵接。
25.所述压铆机本体101上设置有压铆装置,压铆装置可以进行前后移动和上下移动,并对钣金进行压铆加工,所述放置底板102与所述压铆机本体101焊接在一起,所述移动面板104通过所述移动组件107在所述放置底板102上进行左右横向移动,所述移动面板104上具有所述圆弧凹槽111,所述圆弧凹槽111的开口与所述移动面板104的顶面位于同一平面,所述转动滚珠106的三分之二体积位于所述圆弧凹槽111内,且所述转动滚珠106表面光滑,并与所述圆弧凹槽111向配合,进而所述转动滚珠106能在所述移动面板104内转动,所述转动圆盘105顶面用于放置钣金,所述转动圆盘105的直径大于所述圆弧凹槽111形成的圆的直径,所述转动圆盘105的圆心与所述圆弧凹槽111的圆心位于同一点,且所述转动圆盘105与所述转动滚珠106通过点焊的方式固定在一起,进而所述转动圆盘105能通过所述转动滚珠106与所述移动面板104发生顺时针或逆时针的转动,当需要对钣金的边角位置进行加工时,推动所述移动面板104,所述移动面板104通过所述移动组件107在所述放置底板102上进行左右横向移动,再转动所述转动圆盘105,所述转动圆盘105通过所述转动滚珠106与所述移动面板104发生顺时针或逆时针的旋转,再通过对所述压铆机本体101的调节,直到铆头对准钣金所需加工的位置,从而可以对钣金的任意位置进行加工,操作简便,提高了加工的效率。
26.所述横向滑轨109设置在所述放置底板102上,所述横向滑轨109的开口与所述放置底板102的顶面位于同一平面,所述横向滑轨109的开口左右两侧设置有挡板,使得所述横向滑轨109的开口尺寸小于所述横向滑轨109的内部尺寸,所述凸起滑块110表面光滑,所述凸起滑块110位于所述横向滑轨109内,且所述凸起滑块110的截面与所述横向滑轨109的截面相配合,进而所述凸起滑块110能在所述横向滑轨109内移动,所述横向滑轨109开口处挡板的设置,使得所述凸起滑块110不会从所述横向滑轨109内滑落出来,所述凸起滑块110顶部具有连接块体,连接块体刚好从所述横向滑轨109的开口处伸出,连接块体并与所述移动面板104通过点焊的方式固定在一起,进而所述移动面板104能通过所述移动滑块的作用沿着所述横向滑轨109的方向进行移动。
27.所述限位板112设置在所述移动面板104上,所述限位板112与所述移动面板104之间通过齿轮进行滑动,所述限位板112的宽度与所述横向滑轨109的开口宽度相配合,且所述限位板112底部具有齿牙,所述横向滑轨109上具有与齿牙配合的细纹,齿牙与细纹能够产生较大的摩擦力,进而将所述限位板112朝着所述横向滑轨109的方向移动,并与所述横向滑轨109抵接后,所述移动面板104的位置能够保持稳定。所述锁紧杆114设置在所述转动圆盘105上,并贯穿所述转动圆盘105,所述锁紧杆114的底部与所述移动面板104的顶面相配合,能够产生较大的摩擦力,所述锁紧螺母115设置在所述锁紧杆114上,当调节好所述转动圆盘105的位置后,将所述锁紧杆114向下滑动与所述移动面板104抵接,再转动所述锁紧螺母115,直到所述锁紧螺母115与所述转动圆盘105抵接,此时所述锁紧螺母115对所述锁紧杆114进行了固定,所述锁紧杆114对所述转动圆盘105进行了固定,进而所述转动圆盘105的位置不再发生改变。
28.当需要对钣金的边角位置进行加工时,推动所述移动面板104,所述移动面板104通过所述凸起滑块110的作用,沿着所述横向滑轨109的方向,在所述放置底板102上进行左右横向移动,再转动所述转动圆盘105,所述转动圆盘105通过所述转动滚珠106与所述移动面板104发生顺时针或逆时针的旋转,再通过对所述压铆机本体101的调节,直到铆头对准
钣金所需加工的位置,从而可以对钣金的任意位置进行加工,操作简便,提高了加工的效率。
29.本技术的第二实施例为:
30.请参阅图4,在第一实施例的基础上,本实施例的所述钣金加工用压铆机还包括固定板201和定位装置202,所述固定板201与所述转动圆盘105滑动连接,并位于所述转动圆盘105远离所述移动面板104一侧;所述定位装置202设置在所述固定板201上。所述定位装置202包括定位杆203和定位螺母204,所述定位杆203与所述固定板201滑动,并与所述转动圆盘105抵接;所述定位螺母204与所述定位杆203螺纹连接,并与所述固定板201抵接。
31.所述转动圆盘105上设置有轨道,所述固定板201与通过滑片在所述转动圆盘105上的轨道滑动,所述固定板201用来对钣金进行夹紧固定,使得钣金在加工时位置不会发生偏移。所述固定板201上设置有圆孔,圆孔贯穿所述固定板201,所述定位杆203位于圆孔内,且所述定位杆203的横截面积与圆孔的横截面积相匹配,进而所述定位杆203能够与所述固定板201滑动,所述定位杆203底面还具有齿牙,所述定位螺母204设置在所述定位杆203上,当所述固定板201将钣金夹紧后,将所述定位杆203向下滑动,所述定位杆203底部的齿牙与所述转动圆盘105上的轨道产生巨大的摩擦力,此时再转动所述定位螺母204,所述定位螺母204会朝着所述固定板201的方向移动,直到与所述固定板201抵接,此时定位杆203的位置保持稳定,进而所述固定板201的位置保持稳定,所述定位杆203和所述定位螺母204对所述固定板201起到固定位置的作用。
32.以上所揭露的仅为本技术一种或多种较佳实施例而已,不能以此来限定本技术之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本技术权利要求所作的等同变化,仍属于本技术所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1