一种框体型材的机加工夹持装置的制作方法
1.本实用新型涉及3c零件的cnc加工领域,特别涉及一种框体型材的机加工夹持装置。
背景技术:
2.3c零件中存在大量框体工件,通常采用平板原材,逐个装夹加工,一次加工完成一个零件,其缺陷在于:生产成本高,加工效率低,难以满足生产需求。
技术实现要素:
3.为了解决上述问题的一个或多个,本实用新型提供了一种框体型材的机加工夹持装置。
4.根据本实用新型的一个方面,该一种框体型材的机加工夹持装置包括框体型材、互换工装治具以及联结座;
5.框体型材包括贯通上下表面的内腔,内腔下端嵌套连接互换工装治具的限位台,框体型材下表面设有若干个下定位盲孔以及若干个第一下螺纹盲孔,下定位盲孔以及第一下螺纹盲孔的高度不超过一个加工件的高度,下定位盲孔连接互换工装治具的上定位销,第一下螺纹盲孔和互换工装治具的第二通孔通过螺纹件相连接;
6.互换工装治具四角的第一通孔且左右两端中间设有上销孔,互换工装治具中间设有凸出的限位台,限位台高度低于一个加工件的高度,在限位台周围,互换工装治具上表面设有若干个第二通孔以及若干个上定位销;
7.联结座的基板四角的第一螺纹孔和第一通孔通过螺纹件连接,基板上的中间销柱和上销孔轴套配合,联结座螺纹连接cnc机床的工作台。其有益效果是:其一,该夹持装置实现了连续加工,一次装夹,能够加工多个产品,生产速度快,生产成本低;其二,框体型材采用下表面定位以及限位台的内部轴套固定,定位精度高,夹持牢固,无移位现象,同时避免了侧面夹持的夹持位无法完成加工问题,无需更换夹持位置,能够一次装夹,完成所有生产,同时提高了原材利用率,加工工艺简单;其三,工装为互换式,在加工过程中,即可同时完成工装和框体型材的装夹,能够快速上下料,进一步提高生产效率。
8.在一些实施方式中,框体型材为闭环结构的铝合金型材,框体型材内部经挤空心工艺形成内腔。
9.在一些实施方式中,内腔的横侧腔壁、纵侧腔壁局部向内凸出形成若干个圆弧柱,每个圆弧柱末端设有一个下定位盲孔或一个第一下螺纹盲孔;
10.限位台设有和圆弧柱相对的第一避让槽,每个第一避让槽设有一个第二通孔或一个上定位销。
11.在一些实施方式中,每个纵侧腔壁形成两个圆弧柱,纵侧腔壁的两个圆弧柱下端分别形成一个第一下螺纹盲孔以及一个下定位盲孔,两个下定位盲孔为斜线段上的相对孔。
12.在一些实施方式中,和第一下螺纹盲孔相对的第一避让槽为圆弧槽;
13.和下定位盲孔相对的第一避让槽为矩形槽,矩形槽内壁和圆弧柱的右端点滑动贴合。
14.在一些实施方式中,限位台内设有若干个纵向贯穿的第一避让减重孔;
15.或第一避让减重孔为两个对称设置的矩形通孔。
16.在一些实施方式中,第一通孔以及第二通孔为阶梯通孔;
17.或互换工装治具两侧面对称螺纹连接两个握持把手。
18.在一些实施方式中,基板左右两端中间设有阶梯通孔结构的中间销孔,中间销孔的上阶孔和中间销柱的导向端环上下滑动连接,中间销柱的上端柱和上销孔相轴套,中间销柱下表面的中心螺纹盲孔和调整组件的中心调整螺栓相连接,
19.中心调整螺栓穿过调整板的中心通孔进入中间销孔的下阶孔,螺纹固定件穿过两个侧通孔螺纹连接基板的第二下螺纹盲孔。
20.在一些实施方式中,基板上表面设有两个横垫片、若干个纵垫片以及一个中垫片。
21.在一些实施方式中,立墙板的中间设有矩形状的第二避让减重孔,立墙板的两个下耳块和cnc机床的工作台螺纹连接。
附图说明
22.图1为本实用新型一实施方式的一种框体型材的机加工夹持装置的三维示意图;
23.图2为图1所示框体型材的三维示意图;
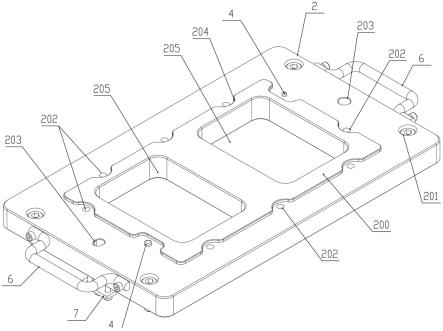
24.图3为图1所示互换工装治具的三维示意图;
25.图4为图3所示调整组件以及中间销柱的三维示意图;
26.图5为图4所示调整组件以及中间销柱的剖视示意图;
27.图6为图1所示联结座的三维示意图;
28.框体型材1,加工件10,内腔100,下定位盲孔101,第一下螺纹盲孔102,圆弧柱103;
29.互换工装治具2,限位台200,第一通孔201,第二通孔202,上销孔203,第一避让槽204,第一避让减重孔205;
30.联结座3,基板30,中间销孔300,第一螺纹孔301,横垫片302,纵垫片303,中垫片304,上阶梯通孔305,上阶孔306,下阶孔307,第二下螺纹盲孔308,立墙板31,第二避让减重孔311,下耳块312;上定位销4;
31.中间销柱5,导向端环51,上端柱52,中心螺纹盲孔53;握持把手6;
32.调整组件7,中心调整螺栓71,调整板72,螺纹固定件73,中心通孔74,侧通孔75。
具体实施方式
33.下面结合附图对本实用新型作进一步详细的说明。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
34.图1至图6示意性地显示了根据本实用新型的一种实施方式的一种框体型材的机加工夹持装置。如图所示,该装置包括框体型材1、互换工装治具2以及联结座3;
35.框体型材1包括贯通上下表面的内腔100,内腔100下端嵌套连接互换工装治具2的
限位台200,框体型材1下表面设有若干个下定位盲孔101以及若干个第一下螺纹盲孔102,下定位盲孔101以及第一下螺纹盲孔102的高度不超过一个加工件10的高度,下定位盲孔101连接互换工装治具2的上定位销4,第一下螺纹盲孔102和互换工装治具2的第二通孔202通过螺纹件相连接;
36.互换工装治具2四角的第一通孔201且左右两端中间设有上销孔203,互换工装治具2中间设有凸出的限位台200,限位台200高度低于一个加工件10的高度,在限位台200周围,互换工装治具2上表面设有若干个第二通孔202以及若干个上定位销4;
37.联结座3的基板30四角的第一螺纹孔301和第一通孔201通过螺纹件连接,基板30上的中间销柱5和上销孔203轴套配合,联结座3螺纹连接cnc机床的工作台。
38.该一种框体型材的机加工夹持装置的框体型材1采用下表面螺纹固定和上定位销4的固定在互换工装治具2,无侧表面夹持,互换工装治具2采用中间销柱5和螺纹连接固定在联结座上,加工完成,互换工装治具2能够快速拆卸;框体型材1通过cnc机床的t型刀具配合计算机宏程式,一层一层加工,cnc机床先加工内轮廓等特征,然后依次下降设定高度切削一周,完成一个个加工件10的加工,加工件10逐层叠放。其有益效果是:其一,该夹持装置实现了连续加工,一次装夹,能够加工多个产品,生产速度快,生产成本低;其二,框体型材1采用下表面定位以及限位台200的内部轴套固定,定位精度高,夹持牢固,无移位现象,同时避免了侧面夹持的夹持位无法完成加工问题,无需更换夹持位置,能够一次装夹,完成所有生产,同时提高了原材利用率,加工工艺简单;其三,工装为互换式,在加工过程中,即可同时完成工装和框体型材的装夹,能够快速上下料,进一步提高生产效率;其四,限位台200还能够保护治具,防止切削刀治具本身。
39.优选的,框体型材1为闭环结构的铝合金型材,框体型材1内部经挤空心工艺形成内腔100;其有益效果是:该结构的材质加工方便,强度高,同时重量较轻。
40.优选的,框体型材1为矩形框体,内腔100为中心矩形通孔。
41.优选的,内腔100的横侧腔壁、纵侧腔壁局部向内凸出形成若干个圆弧柱103,每个圆弧柱103末端设有一个下定位盲孔101或一个第一下螺纹盲孔102;限位台200设有和圆弧柱103相对的第一避让槽204,每个第一避让槽204设有一个第二通孔202或一个上定位销4。其有益效果是:圆弧柱103能够提高定位精度。
42.优选的,内腔100的每个横侧腔壁形成三个圆弧柱103且每个纵侧腔壁形成两个圆弧柱103,每个横侧腔壁的圆弧柱103下端形成一个第一下螺纹盲孔102,纵侧腔壁的两个圆弧柱103下端分别形成一个第一下螺纹盲孔102以及一个下定位盲孔101,两个下定位盲孔101为斜线段上的相对孔。其有益效果是:该选择具有良好的安装强度和快速寻位定位效果。
43.优选的,和第一下螺纹盲孔102相对的第一避让槽204为圆弧槽,第一避让槽204为和圆弧柱103的轮廓尺寸相同;
44.和下定位盲孔101相对的第一避让槽204为矩形槽,矩形槽内壁和圆弧柱103的右端点滑动贴合。其有益效果是:该设置具有多种尺寸产品的通用性能。
45.优选的,限位台200内设有若干个纵向贯穿的第一避让减重孔205;其有益效果是:避让减重孔能够降低治具重量,方便安装固定,同时增加刀具的走位空间。
46.优选的,第一避让减重孔205为两个对称设置的矩形通孔。其有益效果是:矩形通
孔能够保持良好强度,同时大幅度降低重量。
47.优选的,第一通孔201以及第二通孔202为阶梯通孔,
48.第二通孔202的上阶孔直径小于下阶孔直径,第一通孔201的上阶孔直径大于下阶孔直径。其有益效果是:阶梯通孔能够降低设备尺寸,提高零件之间的可设计性能。
49.优选的,互换工装治具2两侧面对称螺纹连接两个握持把手6;其有益效果是:握持把手6方便更换以及移动。
50.优选的,限位台200和互换工装治具2为可拆卸连接。其有益效果是:可拆卸能够使用多种产品。
51.优选的,基板30左右两端中间设有阶梯通孔结构的中间销孔300,中间销孔300的上阶孔306和中间销柱5的导向端环51上下滑动连接,中间销柱5的上端柱52和上销孔203相轴套,中间销柱5下表面的中心螺纹盲孔53和调整组件7的中心调整螺栓71相连接,
52.中心调整螺栓71穿过调整板72的中心通孔74进入中间销孔300的下阶孔307,螺纹固定件73穿过两个侧通孔75螺纹连接基板30的第二下螺纹盲孔308。其有益效果是:调整组件7能够提高互换工装治具2的安装精度。
53.优选的,基板30上表面设有两个横垫片302、若干个纵垫片303以及一个中垫片304;两个横垫片302的两侧分别设有第一螺纹孔301且中间设有中间销孔300;其有益效果是:垫片能够提高治具的定位精度。
54.优选的,基板30的上阶梯通孔305和两个立墙板31螺纹连接,立墙板31的中间设有矩形状的第二避让减重孔311,立墙板31的两个下耳块312和cnc机床的工作台螺纹连接。
55.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1