一种自动撒盐装置的制作方法
1.本技术涉及轴承钢管生产的辅助设备的领域,尤其是涉及一种自动撒盐装置。
背景技术:
2.轴承钢管是指热轧或冷轧的无缝钢管,供制造普通滚动轴承套圈用,在轴承钢管的生产中需要使用无缝钢管穿孔机进行穿孔加工,无缝钢管穿孔机的作用是将实心的管坯穿成空心的毛管。
3.无缝钢管穿孔机对实心的管坯进行穿孔前,需要将实心的管坯在加热炉中加热到980度左右,再将管坯通过运输结构逐一运送至无缝钢管穿孔机加工,管坯在运输结构上沿其长度方向运输便于穿孔,运输结构将管坯送往无缝钢管穿孔机之前会在运输结构的指定位置停留一些时间,停留期间工人需要在980度左右的管坯表面上撒盐,用于提高管坯表面的光滑度,然后才能穿孔。
4.针对上述中的相关技术,发明人认为目前采用人工洒盐,工人需要在运输结构一侧对运输结构上的管坯表面进行撒盐,为了撒盐的精准性工人在撒盐时离管坯的距离较近,管坯的温度非常高,容易发生安全事故。
技术实现要素:
5.为了自动进行撒盐以代替人工撒盐,从而保护工人的安全,本技术提供一种自动撒盐装置。
6.本技术提供的一种自动撒盐装置,采用如下的技术方案:
7.一种自动撒盐装置,包括用于存放盐的漏斗,所述漏斗用于位于运输结构上方,所述漏斗底部连接有出料管,所述出料管内设置有用于控制出料管是否导通的开关件,所述开关件传动连接有用于驱动开关件开关的驱动件,所述漏斗连接有红外测温传感器及控制器,所述红外测温传感器及驱动件均与控制器连接,所述红外测温传感器用于检测指定位置的温度并输出温度信号,所述出料管的开口位于指定位置上方,所述控制器用于接收温度信号并于温度超过设定值时控制驱动件驱动开关件打开。
8.通过采用上述技术方案,当运输结构将管坯运输至指定位置时,红外测温传感器检测管坯表面的温度并输出温度信号,控制器接收温度信号并计算温度值,并于温度值超过设定值时控制驱动件驱动开关件打开,使出料管导通,设定值略低于管坯表面温度,从而实现自动撒盐的功能,代替人工撒盐,避免工人被高温烫伤,进而保护工人的人身安全。
9.优选的,所述开关件包括方形板,所述出料管为方形管,所述方形板两端与出料管两侧壁转动连接,所述驱动件与方形板传动连接。
10.通过采用上述技术方案,平时方形板将出料管封闭,红外测温传感器检测到管坯到达指定位置时,控制器控制驱动件驱动方形板转动,使出料管导通,实现自动撒盐的功能。
11.优选的,所述驱动件包括步进电机,所述步进电机的输出轴与方形板周向固定,所
述步进电机与控制器连接。
12.通过采用上述技术方案,通过步进电机带动方形板转动,结构简单,采购方便。
13.优选的,所述漏斗连接有操作面板,所述操作面板与控制器连接,所述操作面板用于依据用户的操作指令以调节步进电机的转动角度。
14.通过采用上述技术方案,用户可以通过操作面板调节步进电机的转动角度,从而控制出料管的导通程度,从而调节自动撒盐装置的下料速度。
15.优选的,所述出料管连接有出料槽,所述出料管的开口位于出料槽上方,所述出料槽底部连接有第一振动器,所述第一振动器与控制器连接,所述控制器用于接收温度信号并于温度超过设定值时控制第一振动器开启。
16.通过采用上述技术方案,第一振动器开启后可以避免盐粘连在出料槽底壁上而影响盐的送料,从而使盐在出料槽上的移动更通顺。
17.优选的,所述出料槽靠近运输结构的开口处连接有导轨,所述导轨内设置有挡板,所述挡板与导轨滑动连接,所述挡板滑动时改变出料槽的开口大小。
18.通过采用上述技术方案,可以根据管坯的长度调节出料槽开口的大小,从而避免盐洒落在管坯外,造成资源的浪费。
19.优选的,所述出料管的开口宽度小于出料槽两侧壁之间的距离。
20.通过采用上述技术方案,避免盐脱离出料槽而浪费资源。
21.优选的,所述漏斗外壁连接有第二振动器,所述第二振动器用于避免盐粘连在漏斗内壁。
22.通过采用上述技术方案,第二振动器能避免盐粘连在漏斗内壁,从而避免造成堵塞。
23.优选的,所述出料管底部开口处可拆卸连接有过滤网。
24.通过采用上述技术方案,过滤网将直径较大的盐块或大颗粒的盐过滤,从而避免影响管坯表面的光滑度;还可以对过滤网进行更换或维护,从而避免过滤网。
25.优选的,所述漏斗顶部铰接有盖板,所述盖板转动时封闭漏斗顶部开口。
26.通过采用上述技术方案,避免杂物或灰尘进入漏斗,从而避免影响管坯表面的光滑度。
27.综上所述,本技术包括以下至少一种有益技术效果:
28.1.当运输结构将管坯运输至指定位置时,红外测温传感器检测管坯表面的温度并输出温度信号,控制器接收温度信号并计算温度值,并于温度值超过设定值时控制驱动件驱动开关件打开,使出料管导通,设定值略低于管坯表面温度,从而实现自动撒盐的功能,代替人工撒盐,避免工人被高温烫伤,进而保护工人的人身安全;
29.2.平时方形板将出料管封闭,红外测温传感器检测到管坯到达指定位置时,控制器控制驱动件驱动方形板转动,使出料管导通,实现自动撒盐的功能;
30.3.用户可以通过操作面板调节步进电机的转动角度,从而调节自动撒盐装置的下料速度。
附图说明
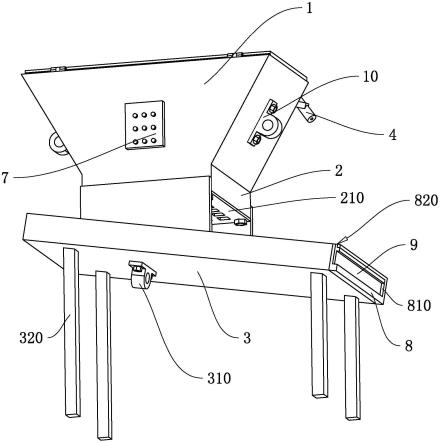
31.图1是本技术实施例的自动撒盐装置的整体结构示意图。
32.图2是本技术实施例的自动撒盐装置的上视图。
33.图3是本技术实施例的自动撒盐装置沿a-a线的剖面示意图。
34.附图标记说明:1、漏斗;110、盖板;2、出料管;210、过滤网;3、出料槽;310、第一振动器;320、支柱;4、红外测温传感器;5、方形板;6、步进电机;7、操作面板;8、导轨;810、通槽;820、滑槽;9、挡板;10、第二振动器。
具体实施方式
35.以下结合全部附图对本技术作进一步详细说明。
36.本技术实施例公开一种自动撒盐装置。参照图1、图2,一种自动撒盐装置包括用于存放盐的漏斗1,漏斗1底部连接有与漏斗1内部连通的出料管2,出料管2连接有出料槽3,出料管2的开口位于出料槽3上方,出料槽3的开口位于管坯上方,出料管2内设置有用于控制出料管2是否导通的开关件,开关件传动连接有驱动件,漏斗1上连接有用于检测管坯是否到达指定位置的感应器以及控制器,控制器用于在管坯到达指定位置时控制驱动件驱动开关件导通出料管2,使盐自然洒落在高温管坯上,以实现自动撒盐。
37.管坯到达运输结构上的指定位置后,管坯的起点端为感应器在运输结构上的检测点。
38.漏斗1的竖直截面呈梯形,其水平截面呈长方形,漏斗1的两侧壁竖直设置且另外两侧壁倾斜设置,漏斗1顶部开口边沿铰接有盖板110,盖板110用于封闭漏斗1顶部开口,从而避免灰尘等杂质落入漏斗1中;漏斗1底部与出料管2焊接,出料管2为方形管,出料管2底部通过螺栓连接有过滤网210,过滤网210用于过滤直径较大的盐块。
39.漏斗1两斜壁外均通过螺栓连接有第二振动器10,第二振动器10采用宁波耐达气动元件厂的r系列滚轴式振动器,用户可以开启两个第二振动器10将粘连在漏斗1斜壁上粘连的盐振落,还避免了盐在下料时发生堵塞,便于提高下料速度。
40.参照图1、图2、图3,开关件包括方形板5,方形板5两端的中间均连接有转轴,两个转轴分别与出料管2两内侧壁转动连接,驱动件包括步进电机6,步进电机6的输出轴穿过出料管2与方形板5周向固定,步进电机6的输出轴与方形板5的中心,步进电机6与漏斗1及出料管2侧壁通过螺栓连接,感应器包括红外测温传感器4,红外测温传感器4采用威海精毅电子科技有限公司的rs485型号的红外测温传感器4,红外测温传感器4与漏斗1的一侧直壁通过螺栓连接,红外测温传感器4朝向到达指定位置的管坯的一端,红外测温传感器4以及步进电机6均与控制器连接,红外测温传感器4用于检测指定位置的温度并输出温度信号,控制器接收温度信号并计算温度值,当温度值超过设定值时控制器控制步进电机6带动方形板5转动,实现出料管2的导通。
41.另外漏斗1远离红外测温传感器4的一直侧壁上通过螺栓连接有操作面板7,用户可以通过操作面板7输入操作指令以改变步进电机6正反转的转动角度,从而调节自动撒盐装置的下料速度。
42.出料管2的开口宽度小于出料槽3两侧壁之间的距离,出料槽3通过两个连接板与出料管2连接且出料槽3倾斜设置,两个连接板的一侧与出料管2两侧壁焊接,两个连接板远离出料管2的另一侧分别与出料槽3两内侧壁通过螺栓连接,出料槽3底部设置有第一振动器310,第一振动器310与第二振动器10采用同样型号的振动器,第一振动器310与控制器连
接,控制器于管坯到达指定位置时控制第一振动器310打开,避免盐粘连在出料槽3底壁上而影响盐的出料速率;出料槽3朝向运输结构的一侧开口边沿通过螺栓连接有导轨8,导轨8呈长方体状,导轨8开设有与出料槽3连通的通槽810,通槽810一侧壁开设有与出料槽3顶部连通的滑槽820,导轨8内滑移设置有一个挡板9,挡板9沿与滑动方向的垂直方向的界面呈梯形,挡板9的凸起部一侧与通槽810一侧抵接以避免挡板9脱离导轨8,滑槽820一侧封闭且另一侧与导轨8外部连通以使挡板9只能往一个方向滑动,挡板9滑动时改变出料槽3的开口大小,用户可以根据管坯的长度调节出料槽3的开口大小,从而避免资源的浪费;出料槽3底部还连接有四个支柱320,便于自动撒盐装置的安放。
43.本技术实施例一种自动撒盐装置的实施原理为:由于管坯是沿其长度方向运输,撒盐装置的出料槽3的宽度方向与管坯的运输方向平行,当红外测温传感器4第一次检测到管坯前端的温度并输出温度信号,控制器接收温度信号并计算温度值,并于温度值超过设定值时控制步进电机6带动方形板5转动,使出料管2导通,出料管2导通的时间内管坯到达指定位置,盐从出料口撒落至管坯表面,当管坯离开指定位置,温度值低于设定值,控制器控制步进电机6带动方形板5封闭出料管2;从而实现自动撒盐的功能,代替人工撒盐,避免工人被高温烫伤,进而保护工人的人身安全。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1