一种全自动穿三钉设备穿主身两钉夹具的制作方法
1.本实用新型涉及穿三钉技术领域,具体为一种全自动穿三钉设备穿主身两钉夹具。
背景技术:
2.穿三钉是铰链生产设备中的组装步骤,是将各个部件进行组装连接,使每个部件紧密连接成一件完整的物品,达到出售的标准。
3.穿三钉生产还处于人工组装时段,人工组装零件时效率比较低,但是人工成本较高,且在组装的过程中质量不稳定,容易出现组装错误,容易造成返工和成本的消耗。
技术实现要素:
4.(一)解决的技术问题
5.本实用新型的目的在于提供一种全自动穿三钉设备穿主身两钉夹具,以解决上述背景技术中提出穿三钉生产还处于人工组装时段,人工组装零件时效率比较低,但是人工成本较高,且在组装的过程中质量不稳定,容易出现组装错误,容易造成返工和成本的消耗的问题。
6.(二)技术方案
7.为实现上述目的,本实用新型提供如下技术方案:一种全自动穿三钉设备穿主身两钉夹具,包括穿主身两钉夹具主体、下钉机构、支撑机构和穿钉机构,所述下钉机构位于穿主身两钉夹具主体的顶端,所述支撑机构位于下钉机构的下方,所述穿钉机构位于下钉机构的上方,所述下钉机构包括顶板、安装板、下钉夹气缸、升降杆、下钉夹具和连接板,所述连接板固定安装于穿主身两钉夹具主体的外端,所述连接板的数量为两个,所述连接板呈对称分布。
8.优选的,所述顶板固定安装于连接板的上方,所述安装板固定安装于顶板的后端,所述下钉夹气缸固定安装于安装板的顶端且位于顶板的后端,通过顶板固定安装板的位置,安装板固定下钉夹气缸的位置。
9.优选的,所述升降杆固定安装于顶板的底端,所述下钉夹具固定安装于升降杆的升降端,通过升降杆带动下钉夹具上下移动,下钉夹气缸工作,把下钉夹具往下移动。
10.优选的,所述支撑机构包底座、支撑柱和固定钉,所述支撑柱安装于顶板的底端且位于连接板的内部,所述支撑柱与顶板为可拆卸连接,所述支撑柱的数量为两个,所述支撑柱呈对称分布,所述支撑柱贯穿连接板的上下两端,通过支撑柱和固定钉将顶板进行连接,使顶板的位置固定,可以更好的固定下钉夹气缸和下钉夹具的位置。
11.优选的,所述固定钉安装于顶板的顶端,所述固定钉贯穿顶板与支撑柱螺纹连接,所述固定钉的数量为两个,所述固定钉呈对称分布,所述底座固定安装于支撑柱的底端,通过固定钉便于将顶板和支撑柱进行紧密连接。
12.优选的,所述穿钉机构包括三角下钉气缸、叠片下钉气缸、三角引钉气缸、叠片引
钉气缸和挡板,所述三角下钉气缸固定安装于顶板的顶端,所述叠片下钉气缸固定安装于顶板的顶端且位于三角下钉气缸的右端,通过三角下钉气缸把下钉夹具中的主身两钉送入主身与三角相交的孔位中。
13.优选的,所述挡板固定安装于底座的前端,所述三角引钉气缸固定安装于挡板的后端,所述叠片引钉气缸固定安装于挡板的后端且位于三角引钉气缸的右端,通过三角引钉气缸将三角引钉穿过主身与三角相交的孔位。
14.与现有技术相比,本实用新型的有益效果是:
15.1、该全自动穿三钉设备穿主身两钉夹具,安装了下钉机构通过顶板固定安装板的位置,安装板固定下钉夹气缸的位置,下钉夹气缸工作,带动下钉夹具往下移动,使下钉夹具与穿主身两钉夹具主体距离贴合。
16.2、该全自动穿三钉设备穿主身两钉夹具,安装了支撑机构,通过支撑柱和固定钉将顶板进行连接,使顶板的位置固定,可以更好的固定下钉夹气缸和下钉夹具的位置,更加利于对两钉的操作。
17.3、该全自动穿三钉设备穿主身两钉夹具,安装了穿钉机构,通过三角引钉气缸工作,使三角引钉穿过穿主身两钉夹具主体与三角相交的孔位,三角下钉气缸工作,把下钉夹具中的主身两钉钉子送入主身与三角相交的孔位中,完成主身两钉穿钉步骤。
附图说明
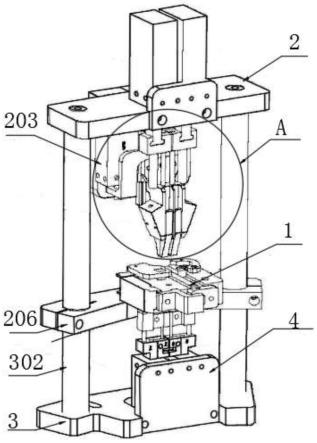
18.图1为本实用新型两钉夹具立体结构示意图;
19.图2为本实用新型图1中a处放大结构示意图;
20.图3为本实用新型顶板放大结构示意图;
21.图4为本实用新型底座放大结构示意图。
22.图中:1、穿主身两钉夹具主体;2、下钉机构;201、顶板;202、安装板;203、下钉夹气缸;204、升降杆;205、下钉夹具;206、连接板;3、支撑机构;301、底座;302、支撑柱;303、固定钉;4、穿钉机构;401、三角下钉气缸;402、叠片下钉气缸;403、三角引钉气缸;404、叠片引钉气缸;405、挡板。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.请参阅图1-图4,本实用新型提供一种技术方案:一种全自动穿三钉设备穿主身两钉夹具,包括穿主身两钉夹具主体1、下钉机构2、支撑机构3和穿钉机构4,下钉机构2位于穿主身两钉夹具主体1的顶端,支撑机构3位于下钉机构2的下方,穿钉机构4位于下钉机构2的上方,下钉机构2包括顶板201、安装板202、下钉夹气缸203、升降杆204、下钉夹具205和连接板206,连接板206固定安装于穿主身两钉夹具主体1的外端,连接板206的数量为两个,连接板206呈对称分布;
25.顶板201固定安装于连接板206的上方,安装板202固定安装于顶板201的后端,下
钉夹气缸203固定安装于安装板202的顶端且位于顶板201的后端,通过顶板201固定安装板202的位置,安装板202固定下钉夹气缸203的位置,下钉夹气缸203带动升降杆204上下移动,升降杆204固定安装于顶板201的底端,下钉夹具205固定安装于升降杆204的升降端,通过升降杆204带动下钉夹具205上下移动,下钉夹气缸203工作,把下钉夹具205往下移动,使下钉夹具205与主身距离贴合;
26.支撑机构3包底座301、支撑柱302和固定钉303,支撑柱302安装于顶板201的底端且位于连接板206的内部,支撑柱302与顶板201为可拆卸连接,支撑柱302的数量为两个,支撑柱302呈对称分布,支撑柱302贯穿连接板206的上下两端,通过支撑柱302和固定钉303将顶板201进行连接,使顶板201的位置固定,可以更好的固定下钉夹气缸203和下钉夹具205的位置,更加利于对两钉的操作,固定钉303安装于顶板201的顶端,固定钉303贯穿顶板201与支撑柱302螺纹连接,固定钉303的数量为两个,固定钉303呈对称分布,底座301固定安装于支撑柱302的底端,通过固定钉303便于将顶板201和支撑柱302进行紧密连接,且便于拆卸,便于使用者进行安装和拆除,便于使用者对穿主身两钉夹具主体1进行检修,穿钉机构4包括三角下钉气缸401、叠片下钉气缸402、三角引钉气缸403、叠片引钉气缸404和挡板405,三角下钉气缸401固定安装于顶板201的顶端,叠片下钉气缸402固定安装于顶板201的顶端且位于三角下钉气缸401的右端,通过三角下钉气缸401把下钉夹具205中的主身两钉送入主身与三角相交的孔位中,完成主身两钉穿钉步骤,挡板405固定安装于底座301的前端,三角引钉气缸403固定安装于挡板405的后端,叠片引钉气缸404固定安装于挡板405的后端且位于三角引钉气缸403的右端,通过三角引钉气缸403将三角引钉穿过主身与三角相交的孔位,叠片引钉气缸404工作,把下钉夹具205中的主身三钉送入主身与叠片相交的孔位中,完成主身三钉的穿钉步骤。
27.工作原理:先由中转夹具把油管成品送到穿主身两钉夹具主体1中,下钉夹气缸203工作,通过升降杆204带动下钉夹具205往下移动,使下钉夹具205与穿主身两钉夹具主体1距离贴合,三角引钉气缸403工作,使三角引钉穿过穿主身两钉夹具主体1与三角相交的孔位,三角下钉气缸401工作,把下钉夹具205中的主身两钉钉子送入主身与三角相交的孔位中,完成主身两钉穿钉步骤,然后叠片引钉气缸404工作使叠片引钉穿过主身与叠片相交的孔位,叠片下钉气缸402工作,把下钉夹具205中的主身三钉送入穿主身两钉夹具主体1与叠片相交的孔位中,完成主身三钉的穿钉步骤,底座301、支撑柱302起到支撑的作用。
28.最后应当说明的是,以上内容仅用以说明本实用新型的技术方案,而非对本实用新型保护范围的限制,本领域的普通技术人员对本实用新型的技术方案进行的简单修改或者等同替换,均不脱离本实用新型技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1