一种便于工件对中的装置的制作方法
1.本实用新型涉及锻压技术领域,尤其涉及一种便于工件对中的装置。
背景技术:
2.锻压是锻造和冲压的合称,是利用锻压机械的锤头、砧块、冲头或通过模具对坯料施加压力,使之产生塑性变形,从而获得所需形状和尺寸的制件的成形加工方法。
3.在使用者对加工件坯料进行锻压处理时,需要预先将加工件坯料置于对中位置,然而传统的加工件坯料在对中过程中,基本上需要人工介入将加工件坯料放置在对中位置,无法对加工件坯料进行自动对中处理,由于人工介入,易造成加工件坯料对中不精准,从而加工件坯料在锻压过程中易出现位移偏移,扩大加工件坯料的锻压误差,直接降低加工件坯料的锻压质量,费时费力。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的传统的加工件坯料在对中过程中,基本上需要人工介入将加工件坯料放置在对中位置,无法对加工件坯料进行自动对中处理,费时费力。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种便于工件对中的装置,包括工作台,所述工作台顶部的中心处设置有对中圆区域,所述工作台的正面固定连接有固定架,所述固定架的两侧均开设有通槽,所述固定架的内腔设置有与对中圆区域配合使用的调节机构;
7.所述调节机构远离固定架的一侧设置有与对中圆区域配合使用的辅助机构。
8.作为本实用新型再进一步的方案,所述调节机构包括三节电动推杆,所述三节电动推杆固定在固定架的正面且三节电动推杆的活塞杆固定连接有齿条板,所述齿条板的两侧啮合有与固定架配合使用的齿轮,两组所述齿轮的外侧固定连接有与通槽配合使用的连接架,两组所述连接架的外侧从左至右依次固定连接有与对中圆区域配合使用的限位架和调节筒,所述调节筒的左侧从前至后依次开设有横槽。
9.作为本实用新型再进一步的方案,所述辅助机构包括位置传感器,所述位置传感器嵌设在对中圆区域的中心处,所述调节筒远离固定架的一侧固定连接有步进马达且步进马达的输出轴固定连接有正反螺纹杆,所述正反螺纹杆表面的前后两侧均螺纹连接有螺纹套,所述螺纹套的左侧固定连接有与横槽配合使用的连接件,所述连接件的左侧固定连接调节板。
10.作为本实用新型再进一步的方案,所述限位架和调节筒的长度均相同,所述限位架的内腔开设有与调节板配合使用的对接槽。
11.作为本实用新型再进一步的方案,所述调节板的四周均开设有防护倒角,所述位置传感器位于对中圆区域水平面下方。
12.作为本实用新型再进一步的方案,所述工作台顶部的前后两侧均开设有弧形导
轨,所述弧形导轨的内腔滑动连接有限位凸块,所述限位凸块的顶部分别与限位架和调节筒底部的前后两侧固定连接。
13.作为本实用新型再进一步的方案,所述工作台的四周均固定连接有安装耳座,且安装耳座的内腔开设有安装孔。
14.与现有技术相比,本实用新型的有益效果是:
15.1、本实用新型中,通过设置调节机构,由三节电动推杆提供驱动来源,再通过齿条板、齿轮、连接架、限位架和调节筒的配合,将加工件坯料对称移动至工作台的中轴线上,通过设置辅助机构,由位置传感器对加工件坯料的对中位置信息进行实时感应,再由步进马达提供驱动来源,通过正反螺纹杆、螺纹套、连接件和调节板的配合,将位于工作台中轴线上的加工件坯料移动至对中圆区域的中心位置,无需人工介入调节,省时省力的同时,也提高加工件坯料的对中精准度,提高加工件坯料的锻压质量;
16.2、本实用新型中,通过限位架和调节筒的长度均相同,使工作台上的加工件坯料移动行程保持一致,避免限位架和调节筒移动行程出现差异,导致加工件坯料不能精准位于工作台的中轴线上,通过对接槽,在限位架和调节筒对称移动时,防止调节板与限位架之间出现碰撞干涉,同时也对调节板进行限位移动,提高调节板在限位架内的移动平稳性;
17.3、本实用新型中,通过防护倒角,对加工件坯料进行有效防护,防止调节板边角过于锋利对加工件坯料造成划伤破损,通过位置传感器位于对中圆区域水平面下方,避免对中后的加工件坯料锻压过程中对位置传感器造成损坏,通过弧形导轨和限位凸块,对限位架和调节筒底部进行辅助滑动支撑,保证限位架和调节筒移动过程中的稳定性,同时也对限位架和调节筒进行受力分担,通过安装耳座和安装孔,便于使用者对工作台进行安装和拆卸。
18.本实用新型能够先将加工件坯料对称移动至工作台的中轴线上,再将位于工作台中轴线上的加工件坯料移动至对中圆区域的中心位置,无需人工介入调节,省时省力的同时,也提高加工件坯料的对中精准度,提高加工件坯料的锻压质量。
附图说明
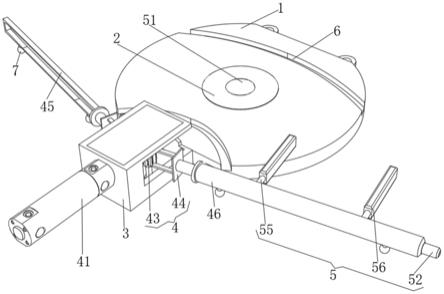
19.图1为本实用新型提出的一种便于工件对中的装置的结构示意图;
20.图2为本实用新型提出的一种便于工件对中的装置的结构对中状态示意图;
21.图3为本实用新型提出的固定架的结构俯视剖面图;
22.图4为本实用新型提出的调节筒的结构侧视剖面图。
23.图中:1、工作台;2、对中圆区域;3、固定架;4、调节机构;41、三节电动推杆;42、齿条板;43、齿轮;44、连接架;45、限位架;46、调节筒;5、辅助机构;51、位置传感器;52、步进马达;53、正反螺纹杆;54、螺纹套;55、连接件;56、调节板;6、弧形导轨;7、限位凸块。
具体实施方式
24.下面结合附图和实施例,对本实用新型的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,而不能以此来限制本实用新型的保护范围。
25.实施例一:
26.参照图1-图4,一种便于工件对中的装置,包括工作台1,工作台1顶部的中心处设置有对中圆区域2,工作台1的正面固定连接有固定架3,固定架3的两侧均开设有通槽,固定架3的内腔设置有与对中圆区域2配合使用的调节机构4,通过设置调节机构4,由三节电动推杆41提供驱动来源,再通过齿条板42、齿轮43、连接架44、限位架45和调节筒46的配合,将加工件坯料对称移动至工作台1的中轴线上;
27.调节机构4远离固定架3的一侧设置有与对中圆区域2配合使用的辅助机构5,通过设置辅助机构5,由位置传感器51对加工件坯料的对中位置信息进行实时感应,再由步进马达52提供驱动来源,通过正反螺纹杆53、螺纹套54、连接件55和调节板56的配合,将位于工作台1中轴线上的加工件坯料移动至对中圆区域2的中心位置,无需人工介入调节,省时省力的同时,也提高加工件坯料的对中精准度,提高加工件坯料的锻压质量。
28.实施例二:
29.参照图1-图4,本实用新型提供一种新的技术方案:一种便于工件对中的装置,包括工作台1,工作台1的四周均固定连接有安装耳座,且安装耳座的内腔开设有安装孔,便于使用者对工作台1进行安装和拆卸,工作台1顶部的中心处设置有对中圆区域2,工作台1的正面固定连接有固定架3,固定架3的两侧均开设有通槽,固定架3的内腔设置有与对中圆区域2配合使用的调节机构4,调节机构4包括三节电动推杆41,三节电动推杆41固定在固定架3的正面且三节电动推杆41的活塞杆固定连接有齿条板42,齿条板42的两侧啮合有与固定架3配合使用的齿轮43,两组齿轮43的外侧固定连接有与通槽配合使用的连接架44,两组连接架44的外侧从左至右依次固定连接有与对中圆区域2配合使用的限位架45和调节筒46,调节筒46的左侧从前至后依次开设有横槽,限位架45和调节筒46的长度均相同,使工作台1上的加工件坯料移动行程保持一致,避免限位架45和调节筒46移动行程出现差异,导致加工件坯料不能精准位于工作台1的中轴线上,限位架45的内腔开设有与调节板56配合使用的对接槽,在限位架45和调节筒46对称移动时,防止调节板56与限位架45之间出现碰撞干涉,同时也对调节板56进行限位移动,提高调节板56在限位架45内的移动平稳性,工作台1顶部的前后两侧均开设有弧形导轨6,弧形导轨6的内腔滑动连接有限位凸块7,限位凸块7的顶部分别与限位架45和调节筒46底部的前后两侧固定连接,对限位架45和调节筒46底部进行辅助滑动支撑,保证限位架45和调节筒46移动过程中的稳定性,同时也对限位架45和调节筒46进行受力分担,通过设置调节机构4,由三节电动推杆41提供驱动来源,再通过齿条板42、齿轮43、连接架44、限位架45和调节筒46的配合,将加工件坯料对称移动至工作台1的中轴线上;调节机构4远离固定架3的一侧设置有与对中圆区域2配合使用的辅助机构5,辅助机构5包括位置传感器51,位置传感器51嵌设在对中圆区域2的中心处,位置传感器51位于对中圆区域2水平面下方,避免对中后的加工件坯料锻压过程中对位置传感器51造成损坏,调节筒46远离固定架3的一侧固定连接有步进马达52且步进马达52的输出轴固定连接有正反螺纹杆53,正反螺纹杆53表面的前后两侧均螺纹连接有螺纹套54,螺纹套54的左侧固定连接有与横槽配合使用的连接件55,连接件55的左侧固定连接调节板56,调节板56的四周均开设有防护倒角,对加工件坯料进行有效防护,防止调节板56边角过于锋利对加工件坯料造成划伤破损,通过设置辅助机构5,由位置传感器51对加工件坯料的对中位置信息进行实时感应,再由步进马达52提供驱动来源,通过正反螺纹杆53、螺纹套54、连接件55和调节板56的配合,将位于工作台1中轴线上的加工件坯料移动至对中圆区域2的中心位
置,无需人工介入调节,省时省力的同时,也提高加工件坯料的对中精准度,提高加工件坯料的锻压质量。
30.工作原理:使用时,使用者先将待锻压的加工件胚料置于工作台1上,然后三节电动推杆41开启并带动齿条板42向前进行三级移动,齿条板42带动两组齿轮43同步转动,随着齿条板42的逐渐前移,则两组齿轮43通过连接架44同步带动限位架45和调节筒46向内侧对称合并移动,调节筒46上的两组调节板56再同步插入限位架45的对接槽内,且加工件胚料位于两组调节板56的内侧,同时限位架45和调节筒46带动限位凸块7在弧形导轨6内同步向内侧滑动,直至合并移动状态的限位架45和调节筒46将加工件胚料调节至对中圆区域2的中轴线上,然后步进马达52开启并带动正反螺纹杆53进行正转,正反螺纹杆53带动两组螺纹套54同步向内侧移动,两组螺纹套54再通过两根连接件55带动两组调节板56同步向内侧移动,则两组调节板56带动位于中轴线上的加工件胚料向内侧移动至位置传感器51对中位置上方,则位置传感器51感应加工件胚料的位置信息后,步进马达52和三节电动推杆41进行复位移动,先将两组调节板56远离加工件胚料,然后再将限位架45和调节筒46复位至初始状态即可。
31.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1