一种金属板面面焊接连接键及面面焊接结构的制作方法
1.本实用新型涉及结构件中使用的面面焊接连接键及面面焊接结构,尤其涉及金属板及金属板之间的面面焊接。
背景技术:
2.传统的结构件金属板板之间,如果是面面贴合的板,主要通过螺栓连接,也有部分通过塞焊、槽焊、搭接焊或激光焊,塞焊、槽焊主要为孔状、短条形,其焊接后的焊缝为点状或短条状,其承载外力性能差,多用于非结构件上,及力学性能要求较低的部件连接;搭接焊在普通的结构件连接上使用较多,但其承载力有限,尤其是受到垂直于其焊缝的转动或拉、压应力时,特别容易导致结构损伤;而激光焊,由于其主要通过熔融金属板,达到焊接的目的,其选用的部件主要就是汽车门板、面板等薄板领域,焊接的部件无法承受较大外力,亦无法作为结构件使用。
技术实现要素:
3.本实用新型针对现有技术中作为结构件使用的金属板之间的塞焊、搭接焊在垂直于其焊缝的转动或拉、压应力时承载性能差,容易损伤,使用寿命短等缺陷,提供了一种焊接轨迹与其自身至少有一个交点,对外部应力承载性更好,应力缺陷点更少,且性能更稳定,不易受损坏的面面焊接连接键及面面焊接结构。
4.为了解决上述技术问题,本实用新型通过下述技术方案得以解决:
5.一种金属板面面焊接连接键,包括金属连接板,所述的金属连接板包括连接面板,连接面板内开设有一条或一条以上用于填置焊接材料的条形的焊道,所有的焊道形成焊接全路径,通过焊枪将焊接全路径全部焊满后形成焊缝轨迹,焊缝轨迹与其自身至少有一个交点。传统的塞焊、槽焊其焊接后的焊缝与自身均无交点,其焊接后的焊缝为点状或单独的条状分布,塞焊焊缝受到外力时,应力多集中在面积较小的焊点位置,容易导致焊接件脱落;槽焊多为直线状,受到垂直于其焊缝的应力时,特别容易导致焊缝开裂、脱落;而本实用新型中,由于焊缝轨迹与其自身至少有一个交点,焊缝轨迹与其自身的交点为焊接交点,可形成优选于有利受力方向的自然环形,因此各个方向的应力作用在焊缝上,均能够有效的得到抵消,且可以通过焊缝传递至中部板上,避免了焊缝直接或完全的承载应力。同时,该焊接交点经过两次熔融焊接,交点上气孔夹渣等焊接缺陷得到了二次溢出,焊接后的焊缝力学性能也更优。
6.作为优选,所述的焊缝轨迹包括焊接轨迹起点与焊接轨迹终点,由焊接轨迹起点至焊接轨迹终点,焊枪通过起焊、收焊一次焊接完成。本领域技术人员可以知道,焊接工艺的薄弱点主要在起焊与收焊时的焊接接头部位,因此,焊接接头部位往往是焊接的薄弱点,本金属板面面焊接连接键通过合理的设置焊接轨迹,仅需要一次起焊、收焊即可完成整个焊接过程,有效避免增加焊接接头,提高焊缝的稳定性,保证了焊接质量。
7.作为优选,所述的焊缝轨迹与其自身只有一个交点,焊缝轨迹为两条相交曲线段
或直线段。首先,经过该焊接交点的焊缝有4条以上,分别朝向四个方向,当该焊接件受到外部多方向应力时,各个方向的应力均会通过焊缝传递,汇集于焊接交点处,一部分的应力相互抵消,减小了应力集中引起的缺陷,结构强度更高;而传统的槽焊焊缝如果受到多方向不同的应力时,应力最后的集中点主要在两端,故该两端焊接点容易导致缺陷。
8.焊缝轨迹与其自身有两个或两个以上交点,焊缝轨迹为h型。h型的焊缝能够兼顾两侧及上下的应力。
9.作为优选,所述的焊缝轨迹与其自身有两个交点,焊接后焊缝轨迹形成闭环焊接缝,闭环焊接缝中间的中部板为两块。焊缝轨迹与其自身只有两个交点,焊接后焊缝轨迹形成一闭环焊接缝,闭环焊接缝中间的中部板为两块。该结构同样可以通过一次起焊、收焊焊接完成,由于焊接过程中经过了起焊点,因此最终的焊接应力薄弱点仅有收焊时的焊接结束点,减少了应力缺陷点,结构的稳定性,强度更优。
10.作为优选,所述的焊道上设有将焊道阻隔断的焊道坝,焊道坝的宽度为金属连接板板厚的0.2—3倍。焊道坝即为加筋肋,在形成中部板的情况下,通过焊道坝将中部板与连接面板连接在一起,方便运输以及在焊接时,焊枪在经过焊道坝时会将焊道坝与焊接材料一同熔融焊接,而焊道坝由于其本身材料与金属连接板的材料相同,熔融焊接后其与金属连接板的连接性能更好。
11.作为优选,所述的焊道坝与连接面板两侧连接,焊道坝与连接面板为一体材料;或焊道坝一侧与连接面板连接,另一侧与中部板连接,焊道坝与连接面板、中部板为一体材料。焊道坝为焊道制作时留下的筋板,其目的就是用于连接连接面板、中部板,使得中部板在运输的过程中不会脱落,以及后期的焊接过程中,无需再次对中部板进行定位,提高焊接效率。
12.作为优选,所述的闭环焊接缝中部还设有次焊缝,焊接轨迹终点位于闭环焊接缝内部。闭环焊接缝内部为应力不敏感点,而焊接轨迹终点作为应力薄弱点,将焊接轨迹终点设置在闭环焊接缝内部,使得整个焊接结构在受到外力时,应力首先作用在外围的闭环焊接缝上,较少的传递到内部的焊接薄弱点——焊接轨迹终点,提高了焊接结构的稳定性。
13.作为优选,所述的闭环焊接缝为圆形、椭圆形或矩形,中部板的形状为与其对应的圆形、椭圆形或矩形。
14.作为优选,所述的焊缝轨迹与其自身的交点为焊接交点,焊接交点的奇点数为0或2,奇点数就是从该交点引出的线的数目为奇数。因此,焊缝轨迹焊接时可仅通过一次起焊、收焊完成焊接成型。
15.一种面面焊接结构,包括上述的金属板面面焊接连接键,还包括底板,金属连接板与底板面面贴合,通过焊枪将焊接全路径全部焊满后形成的焊缝轨迹将金属连接板与底板固定连接。带有焊接连接键的金属板通过焊接与底板固定连接,完成了与底板的板板面面连接,其与传统的塞焊、槽焊相比,连接键的辐射面积更大,尤其是用在结构件上,在相同单位长度的焊缝条件下,其拉应力强度是普通塞焊、槽焊的2倍以上,特别是承载多个方向的应力时,优势和性能效果好,稳定性高。
16.本实用新型通过在金属板上设置面面焊接连接键,可以将两块金属板面面贴合后通过焊接固定连接在一起,且由于焊缝轨迹与其自身至少有一个交点,因此当该面面结构件受到多方向应力时,通过该交点的应力能够部分抵消,其次,本实用新型连接键及面面焊
接结构对外部应力承载性更好,应力缺陷点更少,且性能更稳定,不易受损坏。
附图说明
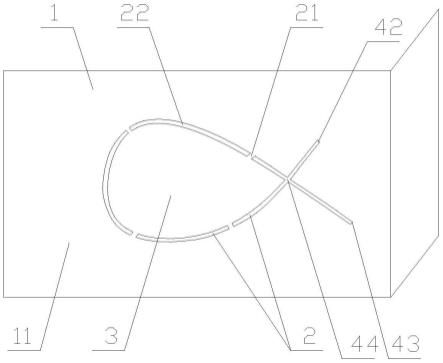
17.图1为本实用新型实施例1中所有焊道形成焊接全路径的示意图。
18.图2为本实用新型实施例1中的焊缝轨迹示意图。
19.图3为本实用新型实施例2中连接键的结构示意图。
20.图4为本实用新型实施例2中焊缝轨迹的结构示意图。
21.图5为本实用新型实施例3中连接键的结构示意图。
22.图6为本实用新型实施例3中一次焊接完成的焊缝轨迹结构示意图。
23.图7为本实用新型实施例4的结构示意图。
24.图8为本实用新型实施例4中焊接终点位于焊缝轨迹内的结构示意图。
25.图9为本实用新型实施例4中带有焊道坝的金属连接板。
26.其中1—金属连接板、2—焊接全路径、3—中部板、4—焊缝轨迹11—连接面板、21—焊道坝、22—焊道、41—闭环焊接缝、42—焊接轨迹起点、43—焊接轨迹终点、44—焊接交点、45—次焊缝。
具体实施方式
27.下面结合附图1至附图9与具体实施方式对本实用新型作进一步详细描述:
28.实施例1
29.一种金属板面面焊接连接键,如图1至图2所示,包括金属连接板1,所述的金属连接板1包括连接面板11,连接面板11内开设有一条或一条以上用于填置焊接材料的条形的焊道22,所有的焊道22形成焊接全路径2,通过焊枪将焊接全路径2全部焊满后形成焊缝轨迹4,焊缝轨迹4与其自身至少有一个交点。
30.焊缝轨迹4包括焊接轨迹起点42与焊接轨迹终点43,由焊接轨迹起点42至焊接轨迹终点43,焊枪通过起焊、收焊一次焊接完成,减少了焊接缺陷点。
31.焊缝轨迹4与其自身的交点为焊接交点44,焊接交点44的奇点数为,奇点数就是从该交点引出的线的数目为奇数。金属板的厚度为2mm。
32.焊缝轨迹4与其自身只有一个交点,焊接后的焊缝轨迹4形成一闭环焊接缝41,闭环焊接缝41中间为一整块的中部板3。本实施例通过设置闭环焊接缝41,且在闭环焊接缝41中部为一整块的中部板3,面面焊接连接键与其他金属板面面焊接后,外部应力都会集中到中部的闭环焊缝31位置,如果闭环焊缝41的中部未设置中部板3,当该结构受到外部多方向应力时,应力完全作用在闭环焊缝41位置,长时间作用容易导致闭环焊缝41出现开裂脱落等缺陷;而本实用新型中闭环焊缝41的中部为填充实心的中部板3,该结构受到外部多方向应力时,外部的应力通过闭环焊缝41集中传递至中部板3,中部板3的内部应力一部分互相形成抵消,其抗拉及抗剪性能与传统的塞焊、槽焊相比大大提高,整个结构的稳定性也更优。
33.一种面面焊接结构,包括上述的金属板面面焊接连接键,还包括底板,金属连接板1与底板面面贴合,通过焊枪将焊接全路径2全部焊满后形成的焊缝轨迹4将金属连接板1与底板固定连接。带有焊接连接键金属板通过焊接与底板固定连接,完成了板板面面连接,其
与传统的塞焊、槽焊相比,连接效果好,结构稳定。
34.实施例2
35.如图3至图4所示,本实施例与实施例1的区别在于:还设有焊道坝21,焊道坝21与连接面板11两侧连接,焊道坝21与连接面板11为一体材料。
36.焊道22上设有将焊道22阻隔断的焊道坝21,焊道坝21的宽度为金属连接板1板厚的1倍。
37.焊道坝21一侧与连接面板11连接,另一侧与中部板3连接,焊道坝21与连接面板11、中部板3为一体材料。焊道坝21为焊道22制作时留下的筋板,其目的就是用于连接连接面板11、中部板3,使得中部板3在运输的过程中不会脱落,以及后期的焊接过程中,无需再次对中部板3进行定位,提高焊接效率。
38.实施例3
39.如图5至图6所示,本实施例2的区别在于:
40.焊道22上设有将焊道22阻隔断的焊道坝21,焊道坝21的宽度为金属连接板1板厚的1.2倍。金属板的厚度为4mm。
41.焊缝轨迹4与其自身只有两个交点,焊接后焊缝轨迹4形成一闭环焊接缝41,闭环焊接缝41中间的中部板3为两块。焊缝轨迹4与其自身只有两个交点,焊接后焊缝轨迹4形成一闭环焊接缝41,闭环焊接缝41中间的中部板3为两块。
42.闭环焊接缝41外部为圆型,焊接时,由于焊接起弧和收弧时最容易造成焊接缺陷,通过设置闭环焊接缝,以及在闭环焊接缝内部设置次焊缝,次焊缝的焊缝焊接后将最后的焊接轨迹终点终结于闭环焊接缝或整个焊缝的中部区域。当焊接件受到外力作用时,焊接轨迹终点由于处在焊缝的中部区域,能够受到很好的保护,提高结构的稳定性。
43.焊缝轨迹4与其自身的交点为焊接交点44,焊接交点44的奇点数为2,奇点数就是从该交点引出的线的数目为奇数。
44.实施例4
45.如图6至图9所示,本实施例与实施例2的区别在于:
46.闭环焊接缝41外部为圆型,闭环焊接缝41内部为与其相连的内螺旋型。由于焊接轨迹起点42与焊接轨迹终点43往往是焊接质量的薄弱点,本实施例中利用闭环焊接缝41内部为应力不敏感点,将薄弱的焊接轨迹终点43设置在闭环焊接缝41内部。同时,焊接轨迹焊接过程中,二次经过焊接轨迹起点42,使传统焊接过程中焊接质量的薄弱焊接轨迹起点42成为焊接过程点,使其由焊接薄弱点变成了普通焊接点,减少了焊接缺陷;而焊接轨迹终点43设置在闭环焊接缝41内部,当整个焊接结构在受到外力时,应力首先作用在外围的闭环焊接缝41上,较少的传递到内部的焊接薄弱点——焊接轨迹终点43,焊接轨迹终点43受到的外部应力影响更小,因此,整个焊接结构的质量和稳定性都得到了大大提高。
47.一种面面焊接结构,包括上述的金属板面面焊接连接键,还包括底板,金属连接板1与底板面面贴合,通过焊枪将焊接全路径2全部焊满后形成的焊缝轨迹4将金属连接板1与底板固定连接。金属板的厚度为4mm。带有焊接连接键金属板通过焊接与底板固定连接,完成了板板面面连接,其与传统的塞焊、槽焊相比,连接效果好,结构稳定。
48.总之,以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利范围所作的均等变化与修饰,皆应属本实用新型专利的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1