弹片冲压加工用连续加工设备的制作方法
1.本实用新型涉及片状五金冲压领域技术,尤其是指一种弹片冲压加工用连续加工设备。
背景技术:
2.冲压是靠压力驱动装置和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形,从而获得所需形状和尺寸的工件的成形加工方法;现有的弹片冲压加工用加工设备存在安全隐患,一般需要人工手动将冲压件放到冲压处进行冲压工作,冲压完成后需要人工再次将冲压件取出,如果取放不及时,冲压设备及容易冲击到人员手掌,因此存在一定的安全隐患;另一方面,现有的弹片冲压加工用加工设备采用人工上料和取料,通常会适应人工的熟练程度来进行冲压,人为因素造成冲压中断,工作效率低,造成资源浪费;因此,针对这一现状,迫切需要开发一种弹片冲压加工用连续加工设备,以满足实际使用的需要。
技术实现要素:
3.有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种弹片冲压加工用连续加工设备,其通过采用上料机构和冲压机构自动化的实现了对弹片的上料、冲压和收料,提高了工作效率,降低了人工成本;避免了冲压机构对工作人员造成的人身伤害,降低了安全隐患。
4.为实现上述目的,本实用新型采用如下之技术方案:
5.一种弹片冲压加工用连续加工设备,其包括基板、用于弹片上料的上料机构和用于冲压弹片的冲压机构,该上料机构包括横向驱动组件、放料板、排料驱动组件和收料装置,该横向驱动组件紧固安装于基板上,该放料板、排料驱动组件和收料装置均安装于横向驱动组件的输出端,排料驱动组件和收料装置分布于放料板的两侧,该排料驱动组件包括竖向驱动装置和横向推料驱动装置,该横向推料驱动装置安装于竖向驱动装置的输出端,该横向推料驱动装置的推料端朝向收料装置;该冲压机构包括支架、冲压驱动气缸和冲压板,该支架安装于基板上,该冲压驱动气缸紧固安装于支架上表面,该冲压板安装于冲压驱动气缸的输出端;该冲压板可升降式抵接于放料板上表面;该放料板上表面设置有用于放置弹片的放料槽,该放料槽侧旁设置有定位孔;该冲压板下表面设置有冲切刀,该冲切刀侧旁设置有与定位孔相对应的定位销。
6.作为一种优选方案:所述横向驱动组件包括横向驱动电机、横向丝杆和横向滑座,该横向驱动电机横向的安装于基板上,该横向丝杆安装于横向驱动电机的轴端,该横向滑座滑动式位于基板上,该横向丝杆与横向滑座转动配合。
7.作为一种优选方案:所述竖向驱动装置包括竖向驱动气缸和竖向滑座,该竖向驱动气缸竖向的紧固安装于横向滑座上,该竖向滑座安装于竖向驱动气缸的轴端;该横向推料驱动装置包括推料驱动气缸和推料块,该推料驱动气缸横向的安装于竖向滑座上,该推料块可横向滑动式位于竖向滑座上;该推料块安装于推料驱动气缸的轴端。
8.作为一种优选方案:所述冲压驱动气缸的轴端连接有安装板,上述冲压板紧固设置于安装板的下表面;该安装板可升降式位于支架上。
9.作为一种优选方案:所述安装板四个角位置处均设置有套筒,该支架包括位于下侧的四个支撑柱和位于上侧的安装座,上述冲压驱动气缸紧固设置于安装座上,四个套筒一一对应的可升降式套设于四个支撑柱上。
10.作为一种优选方案:所述基板上间隔设置有复数个用于检测横向滑座移动位置的传感器,该传感器上设置有u形槽,该横向滑座上设置有挡片,该挡片可横向移动式穿过u形槽。
11.作为一种优选方案:所述基板设置有用于限定横向滑座横向移动位置的限位块,该横向滑座横向移动式抵接于限位块上。
12.作为一种优选方案:所述基板上设置有横向导轨,所述横向滑座上设置有与横向导轨相匹配的凹槽,该横向滑座滑动式位于横向导轨上。
13.本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,通过采用上料机构和冲压机构自动化的实现了对弹片的上料、冲压和收料,提高了工作效率,降低了人工成本;通过上料机构自动化的将弹片送至冲压机构与下侧进行冲压操作,工作人员远离冲压机构,避免了冲压机构对工作人员造成的人身伤害,降低了安全隐患,提高了安全性;采用定位销和定位孔在冲压过程中起到定位作用,防止冲压位置跑偏,提高了冲压精准度,降低了次品率;采用放料槽对弹片进行限位,防止弹片在冲压过程中位置偏移,进一步提高冲压效率。
14.为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对其进行详细说明。
附图说明
15.图1为本实用新型之弹片冲压加工用连续加工设备第一视角立体结构示意图;
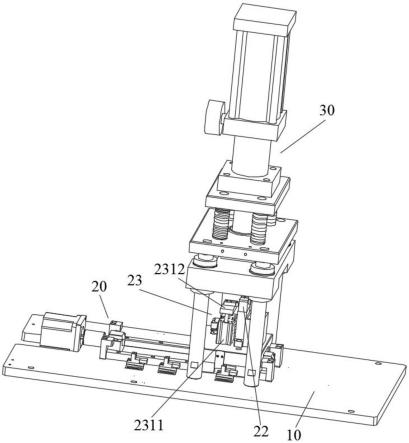
16.图2为本实用新型之弹片冲压加工用连续加工设备第二视角立体结构示意图;
17.图3为本实用新型之图2中m处放大图;
18.图4为本实用新型之上料机构立体结构示意图。
19.附图标识说明:
20.图中:10、基板;11、传感器;12、u形槽;20、上料机构;21、横向驱动组件;211、横向驱动电机;212、横向丝杆;213、横向滑座;2131、凹槽;2132、挡片;214、限位块;215、横向导轨;22、放料板;221、放料槽;222、定位孔;23、排料驱动组件;2311、竖向驱动气缸;2312、竖向滑座;2321、推料驱动气缸;2322、推料块;24、收料装置;30、冲压机构;31、支架;311、安装座;312、支撑柱;32、冲压驱动气缸;33、安装板;34、套筒;35、冲压板;36、冲切刀;37、定位销。
具体实施方式
21.本实用新型如图1至图4所示,一种弹片冲压加工用连续加工设备,包括有基板10、用于弹片上料的上料机构20和用于冲压弹片的冲压机构30,其中:
22.该上料机构20包括横向驱动组件21、放料板22、排料驱动组件23和收料装置24,该
横向驱动组件21紧固安装于基板10上,该放料板22、排料驱动组件23和收料装置24均安装于横向驱动组件21的输出端,排料驱动组件23和收料装置24分布于放料板22的两侧,该排料驱动组件23包括竖向驱动装置和横向推料驱动装置,该横向推料驱动装置安装于竖向驱动装置的输出端,该横向推料驱动装置的推料端朝向收料装置24;该冲压机构30包括支架31、冲压驱动气缸32和冲压板35,该支架31安装于基板10上,该冲压驱动气缸32紧固安装于支架31上表面,该冲压板35安装于冲压驱动气缸32的输出端;该冲压板35可升降式抵接于放料板22上表面;该放料板22上表面设置有用于放置弹片的放料槽221,该放料槽221侧旁设置有定位孔222;该冲压板35下表面设置有冲切刀36,该冲切刀36侧旁设置有与定位孔222相对应的定位销37。
23.待加工的弹片放置于放料板22上,横向驱动组件21驱动放料板22横向移动至冲压板35的下方,冲压驱动气缸32驱动冲压板35下降,定位销37插进定位孔222中进行定位,冲切刀36随着冲压板35下降而下降,冲切刀36对放料槽221中的弹片进行冲压出模型;冲压完成后,冲压驱动气缸32驱动冲压板35上升,排料驱动组件23将冲压后的弹片推送至收料装置24内,该收料装置24为收料盒;横向驱动组件21驱动放料板22横向移动远离冲压板35位置进行下一次的接料,依次循环。
24.采用上料机构20和冲压机构30自动化的实现了对弹片的上料、冲压和收料,提高了工作效率,降低了人工成本;通过上料机构20自动化的将弹片送至冲压机构30与下侧进行冲压操作,工作人员远离冲压机构30,避免了冲压机构30对工作人员造成的人身伤害,降低了安全隐患,提高了安全性;采用定位销37和定位孔222在冲压过程中起到定位作用,防止冲压位置跑偏,提高了冲压精准度,降低了次品率;采用放料槽221对弹片进行限位,防止弹片在冲压过程中位置偏移,进一步提高冲压效率。
25.该横向驱动组件21包括横向驱动电机211、横向丝杆212和横向滑座213,该横向驱动电机211横向的安装于基板10上,该横向丝杆212安装于横向驱动电机211的轴端,该横向滑座213滑动式位于基板10上,该横向丝杆212与横向滑座213转动配合。
26.横向驱动电机211驱动横向滑座213在基板10上横向移动,采用横向驱动电机211和横向丝杆212的方式提供驱动力,提高了位置移动的精准度和稳定性,提高了冲压精确度。
27.该竖向驱动装置包括竖向驱动气缸2311和竖向滑座2312,该竖向驱动气缸2311竖向的紧固安装于横向滑座213上,该竖向滑座2312安装于竖向驱动气缸2311的轴端;该横向推料驱动装置包括推料驱动气缸2321和推料块2322,该推料驱动气缸2321横向的安装于竖向滑座2312上,该推料块2322可横向滑动式位于竖向滑座2312上;该推料块2322安装于推料驱动气缸2321的轴端。
28.竖向驱动气缸2311驱动竖向滑座2312升降,推料驱动气缸2321驱动推料块2322横向移动,推料块2322将冲压好的弹片从放料板22推送至收料装置24内,整体结构紧凑,占用面积少,满足了弹片位置移动要求。
29.该冲压驱动气缸32的轴端连接有安装板33,上述冲压板35紧固设置于安装板33的下表面;该安装板33可升降式位于支架31上。
30.该安装板33四个角位置处均设置有套筒34,该支架31包括位于下侧的四个支撑柱312和位于上侧的安装座311,上述冲压驱动气缸32紧固设置于安装座311上,四个套筒34一
一对应的可升降式套设于四个支撑柱312上。
31.支撑柱312在安装板33升降移动过程中起到导向作用,防止安装板33位置偏移,套筒34进一步起到竖向导向作用,同时套筒34可以防止安装板33在支撑柱312上升降时卡住的现象;套筒34保证了安装板33在支撑柱312上顺畅移动。
32.该基板10上间隔设置有复数个用于检测横向滑座213移动位置的传感器11,该传感器11上设置有u形槽12,该横向滑座213上设置有挡片2132,该挡片2132可横向移动式穿过u形槽12。
33.挡片2132穿过u形槽12,传感器11感应到横向滑座213的移动位置,便于更精准的掌握横向滑座213的移动位置,提高了位置移动的精准度。
34.该基板10设置有用于限定横向滑座213横向移动位置的限位块214,该横向滑座213横向移动式抵接于限位块214上;限位块214对横向滑座213起到限位作用,限定了横向滑座213在基板10上的移动位置。
35.该基板10上设置有横向导轨215,该横向滑座213上设置有与横向导轨215相匹配的凹槽2131,该横向滑座213滑动式位于横向导轨215上;横向导轨215对横向滑座213起到导向作用,防止横向滑座213位置偏移,同时横向导轨215使得横向滑座213横向移动更加顺畅。
36.该弹片冲压加工用连续加工设备的使用方法及原理如下:
37.待加工的弹片放置于放料板上,横向驱动组件驱动放料板横向移动至冲压板的下方,冲压驱动气缸驱动冲压板下降,定位销插进定位孔中进行定位,冲切刀随着冲压板下降而下降,冲切刀对放料槽中的弹片进行冲压出模型;冲压完成后,冲压驱动气缸驱动冲压板上升,排料驱动组件将冲压后的弹片推送至收料装置内;横向驱动组件驱动放料板横向移动远离冲压板位置进行下一次的接料,依次循环。
38.本实用新型的设计重点在于,通过采用上料机构和冲压机构自动化的实现了对弹片的上料、冲压和收料,提高了工作效率,降低了人工成本;通过上料机构自动化的将弹片送至冲压机构与下侧进行冲压操作,工作人员远离冲压机构,避免了冲压机构对工作人员造成的人身伤害,降低了安全隐患,提高了安全性;采用定位销和定位孔在冲压过程中起到定位作用,防止冲压位置跑偏,提高了冲压精准度,降低了次品率;采用放料槽对弹片进行限位,防止弹片在冲压过程中位置偏移,进一步提高冲压效率。
39.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型的技术范围作任何限制,故凡是依据本实用新型的技术实质对以上实施例所做的任何细微修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1