一种穿刺针三棱锥针尖加工的高效高精度夹具的制作方法
1.本实用新型涉及穿刺针三棱锥针尖加工技术领域,具体为一种穿刺针三棱锥针尖加工的高效高精度夹具。
背景技术:
2.随着椎弓根手术和椎体成形手术需求量不断增加,而穿刺针在手术穿刺过程中起到重要作用,且穿刺针基本上为一次性使用,因此穿刺针的需求也不断增加。
3.目前市面上最常用的为三棱锥型针尖,三棱锥针尖本身加工难度大。
4.综上所述,本实用新型通过设计一种穿刺针三棱锥针尖加工的高效高精度夹具来解决上述问题。
技术实现要素:
5.本实用新型的目的在于提供一种穿刺针三棱锥针尖加工的高效高精度夹具,以解决上述背景技术中提出的问题。
6.为实现上述目的,本实用新型提供如下技术方案:
7.一种穿刺针三棱锥针尖加工的高效高精度夹具,包括底座和夹紧固定组件,所述底座的一端设计有卡槽,为穿刺针初始装夹方向定位;
8.所述夹紧固定组件包括固定座、旋转轴套、弹性套筒、三棱锥定位块、夹紧头、定位套、弹簧和限位销钉,所述固定座通过燕尾槽装配在底座上,并用螺栓限位,其中固定座外形结构设计与车床刀柄一致,用于连接普通卧式车床加工设备,所述旋转轴套外径与固定座中心孔形成间隙配合,并且旋转轴套在固定座中心能自由旋转,所述旋转轴套一端固定连接有弹性套筒,另一端固定连接有三棱锥定位块,所述弹性套筒通过弹簧装入固定座一端沉孔内,并且与固定座一端沉孔形成间隙配合,使弹性套筒具有一定弹力,所述三棱锥定位块通过键及螺钉连接固定在旋转轴套上,所述三棱锥定位块与固定座另一端三棱锥槽配合,实现三棱锥角度定位,所述夹紧头与三棱锥定位块相连,用于夹紧穿刺针本体,所述限位销钉包括t型轴,所述t型轴安装在固定座上开设的定位孔的内部,其中定位孔的内部并且位于t型轴的外壁套接有复位弹簧,所述t型轴的一端贯穿至固定座的外部连接有定位帽。
9.作为本实用新型优选的方案,所述固定座与夹紧固定组件之间通过燕尾槽方式连接,且固定座初始卡槽便于穿刺针初始装夹方向定位;所述固定座外形结构可根据不同车床刀柄定制。
10.作为本实用新型优选的方案,所述三棱锥定位块实现穿刺针三棱锥针尖加工,所述三棱锥定位块的定位面与圆弧齿形,三等分布在圆周上。
11.作为本实用新型优选的方案,所述夹紧头、旋转轴套、弹性套筒、三棱锥定位块、弹簧和定位套组成一套弹性夹紧机构,其中弹性夹紧机构实现快速预锁紧,所述夹紧头实现穿刺针快速装夹。
12.作为本实用新型优选的方案,所述定位套可针对不同长度的穿刺针实现其定位,保证同种规格穿刺针加工长度一致性。
13.作为本实用新型优选的方案,所述t型轴与固定座中的定位孔配合方式为间隙配合,其中t型轴位于定位孔内部的一端为圆弧端,所述弹性套筒位于固定座内部的一端为倾斜面设置,倾斜面的倾斜角为10-20度,所述弹性套筒的外壁上并且与t型轴的圆弧端对应开设有定位锁紧孔,其中定位锁紧孔与t型轴的圆弧端配合方式为间隙配合。
14.与现有技术相比,本实用新型的有益效果是:
15.本实用新型中,通过设计适用各种普通卧室车床加工设备,提高夹具通用性,降低加工设备成本;其次三棱锥定位方式提高了穿刺针三棱锥针尖定位精度,从而保证同种规格穿刺针芯与穿刺针管的互换性;夹紧头与快速预压紧机构实现穿刺针快速加工,降低人工装夹成本,从而提高了夹具的高效性。
附图说明
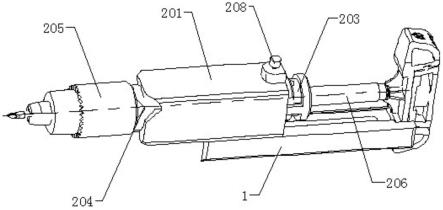
16.图1为本实用新型轴侧结构示意图;
17.图2为本实用新型图1剖视结构示意图;
18.图3为本实用新型三棱锥定位块脱离固定座三棱锥槽状态结构示意图;
19.图4为本实用新型三棱锥定位块拉入固定座定位槽内状态结构示意图;
20.图5为本实用新型a处的放大结构示意图。
21.图中:
22.1、底座;
23.2、夹紧固定组件;
24.201、固定座;202、旋转轴套;203、弹性套筒;204、三棱锥定位块;205、夹紧头;206、定位套;207、弹簧;208、限位销钉;2081、t型轴;2082、复位弹簧;2083、定位帽。
具体实施方式
25.下面将结合本实用新型实施例,对本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述,给出了本实用新型的若干实施例,但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例,相反的,提供这些实施例的目的是使对本实用新型的公开内容更加透彻全面。
27.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件,本文所使用的术语“垂直的”“水平的”“左”“右”以及类似的表述只是为了说明的目的。
28.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同,本文中在本实用新型的说明书中所使用的术语只是为
了描述具体的实施例的目的,不是旨在于限制本实用新型,本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
29.请参阅图1-5,本实用新型提供一种技术方案:
30.一种穿刺针三棱锥针尖加工的高效高精度夹具,包括底座1和夹紧固定组件2,底座1的一端设计有卡槽,为穿刺针初始装夹方向定位;
31.夹紧固定组件2包括固定座201、旋转轴套202、弹性套筒203、三棱锥定位块204、夹紧头205、定位套206、弹簧207和限位销钉208,固定座201通过燕尾槽装配在底座1上,提高滑动配合精度,并用螺栓限位,其中固定座201外形结构设计与车床刀柄一致,用于连接普通卧式车床加工设备,便于与加工设备快速装夹,旋转轴套202外径与固定座201中心孔形成间隙配合,其中旋转轴套202起到保护穿刺针外径作用,并且旋转轴套202在固定座201中心能自由旋转,旋转轴套202一端固定连接有弹性套筒203,另一端固定连接有三棱锥定位块204,弹性套筒203通过弹簧207装入固定座201一端沉孔内,并且与固定座201一端沉孔形成间隙配合,使弹性套筒203具有一定弹力,三棱锥定位块204通过键及螺钉连接固定在旋转轴套202上,三棱锥定位块204与固定座201另一端三棱锥槽配合,实现三棱锥角度定位,夹紧头205与三棱锥定位块204相连,用于夹紧穿刺针本体,限位销钉208包括t型轴2081,t型轴2081安装在固定座201上开设的定位孔的内部,其中定位孔的内部并且位于t型轴2081的外壁套接有复位弹簧2082,t型轴2081的一端贯穿至固定座201的外部连接有定位帽2083,定位套206用于不同长度的穿刺装夹定位。
32.作为本实用新型的一种优选实施方式,固定座201与夹紧固定组件2之间通过燕尾槽方式连接,提高滑动配合精度,且固定座201初始卡槽便于穿刺针初始装夹方向定位;固定座201外形结构可根据不同车床刀柄定制。
33.作为本实用新型的一种优选实施方式,三棱锥定位块204实现穿刺针三棱锥针尖加工,三棱锥定位块204的定位面与圆弧齿形,三等分布在圆周上,其高精度加工工艺保证同种规格穿刺针三棱锥件加工一致性。
34.作为本实用新型的一种优选实施方式,夹紧头205、旋转轴套202、弹性套筒203、三棱锥定位块204、弹簧207和定位套206组成一套弹性夹紧机构,其中弹性夹紧机构实现快速预锁紧,夹紧头205实现穿刺针快速装夹。
35.作为本实用新型的一种优选实施方式,定位套206可针对不同长度的穿刺针实现其定位,保证同种规格穿刺针加工长度一致性。
36.作为本实用新型的一种优选实施方式,t型轴2081与固定座201中的定位孔配合方式为间隙配合,其中t型轴2081位于定位孔内部的一端为圆弧端,弹性套筒203位于固定座201内部的一端为倾斜面设置,倾斜面的倾斜角为10-20度,弹性套筒203的外壁上并且与t型轴2081的圆弧端对应开设有定位锁紧孔,其中定位锁紧孔与t型轴2081的圆弧端配合方式为间隙配合。
37.本实用新型工作流程:
38.将底座1固定安装在卧室车床刀架上,将所需加工的穿刺针针套入对应的定位套206,然后将穿刺针插入旋转轴套202上,推动底座1,直到穿刺针手柄卡入固定座201卡槽内,完成穿刺针初始装夹方向定位,如图2;
39.然后推动穿刺针手柄,带动定位套206压紧弹性轴套203,压紧弹簧207,同时推动
三棱锥定位块204脱离固定座201三棱锥槽,直到限位销钉208自动弹入弹性套筒203孔外壁开设的定位锁紧孔内,完成穿刺针长度定位,然后通过夹紧头205快速锁紧穿刺针,此时夹紧头205、旋转轴套202、弹性套筒203、三棱锥定位块204、弹簧207和定位套206组成一套弹性夹紧机构,如图3;
40.然后,在t型轴2081与固定座201中的定位孔配合方式为间隙配合,其中t型轴2081位于定位孔内部的一端为圆弧端,弹性套筒203位于固定座201内部的一端为倾斜面设置,倾斜面的倾斜角为10-20度,方便t型轴2081在弹性套筒203上滑动,弹性套筒203的外壁上并且与t型轴2081的圆弧端对应开设有定位锁紧孔,其中定位锁紧孔与t型轴2081的圆弧端配合方式为间隙配合的条件下,向上提起限位销钉208,在弹簧207弹力作用将三棱锥定位块204拉入固定座201定位槽内,并将固定底座201向前推动,如图4和图5;
41.然后进行三棱锥针尖一面加工,当加工完成一面后,拉出三棱锥定位块204并旋转120
°
,然后松开三棱锥定位块204,弹簧207弹力再次将三棱锥定位块204拉入固定座201定位槽内,实现三棱锥针尖第二面加工,同样操作实现三棱锥针尖第三面加工。
42.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1