用于铝压铸阀盖精密加工的夹具结构的制作方法
1.本实用新型涉及阀盖加工工装技术领域,具体为一种用于铝压铸阀盖精密加工的夹具结构。
背景技术:
2.阀盖主要用于密封阀壳结构,阀盖的表面多设置有阀杆密封件的阀零件,主要用于连接或是支撑执行机构。
3.现有专利(公告号:cn213647164u)公开了一种阀端盖打磨夹具,包括支撑盘,在支撑盘的外围设置有夹爪机构,夹爪机构包括环形阵列布置于支撑盘上的若干夹爪,夹爪与支撑盘之间转动连接;在支撑盘的一侧中部设置有夹爪驱动机构,夹爪驱动机构包括推动套,在推动套的外壁设置有倾斜的推动面,在夹爪的另一端设置有与推动面对应的滑动面。
4.发明人发现现有技术中存在如下问题:
5.1、该装置在使用时,对阀盖的定位效果不佳。阀盖底面与工装结构之间接触面积大,其容易受加工碎屑影响导致阀盖放置不够平稳精准,进而影响阀盖的切削以及钻孔精度;
6.2、该装置对阀盖的固定位置单一。如当需要对阀盖倾斜面进行抛光打磨或者设置倾斜孔时,该装置难以设置并促使阀盖保持所需倾斜角度,其加工作业局限性较大。
技术实现要素:
7.本实用新型的目的在于提供一种用于铝压铸阀盖精密加工的夹具结构,以解决上述背景技术中阀盖加工夹具在装载阀盖时,阀盖放置位置不够精准,难以调整,不能很好的适配多种倾斜角度的作业需求的问题。
8.为实现以上目的,本实用新型通过以下技术方案予以实现:一种用于铝压铸阀盖精密加工的夹具结构,包括底座,所述底座的顶面固定设置有底板,所述底板的表面垂直固定有支撑杆,所述支撑杆的表面固定套设有载板,所述载板与底板之间活动设置有校准机构,所述载板的外沿滑配设置有压盖机构。
9.所述校准机构包括对位板,所述对位板的底面滑动设置在底板顶面的圆心位置,所述对位板的圆心和底板的圆心开设有上下相配合的对位孔。
10.所述对位板外沿的四周均开设有楔形槽,所述楔形槽内侧滑配设置有楔形块,所述楔形块的顶部固定设置有顶针,所述顶针垂直贯穿载板且与载板成穿插设置。
11.所述压盖机构包括滑块,所述载板的外沿圆周开设有环槽,所述滑块滑配设置在环槽的内侧,所述滑块的顶部垂直固定有滑杆,所述滑杆的表面滑配套设有压板,所述压板的一侧螺纹连接有丝杆,所述丝杆的底部与滑块的顶面成转动连接,所述压板的另一侧焊接有一体化的导轨,所述导轨的外侧活动套设有游标,所述游标的表面螺纹连接有点位抵杆。
12.可选的,所述载板为饼状结构,所述载板的圆心位置开设有穿透孔,穿透孔的内侧
曲面为锥状。
13.可选的,底侧所述对位孔的外沿涂覆有标尺,标尺以底板的圆心为中心点并成十字形设置。
14.可选的,所述楔形槽的数目为四个,四个所述楔形槽围绕对位板的圆心成环形阵列设置。
15.可选的,所述滑块的一端开设有凹槽,凹槽的内壁的上下侧均固定设置有嵌块,嵌块为圆弧状,嵌块滑配设置在环槽的内侧。
16.可选的,所述导轨的内侧开设有通槽,所述点位抵杆垂直贯穿通槽。
17.本实用新型的技术效果和优点:
18.1、该设备通过设置校准机构,利用楔形块配合楔形槽之间的相对滑动效果,依托顶针对阀盖底面的顶压支撑,实现阀盖放置时的调平操作,并可以通过上下侧对位孔的错位情况判断当前阀盖放置的倾斜程度并进行微调操作,从而增进阀盖加工作业的精度。
19.2、该设备通过设置压盖机构,能够从载板的多个位置为阀盖的表面按压施力,并配合顶针实现上下夹持效果,压盖机构施加的点位多样,能够有效的调整阀盖的倾角,适配多种作业需求。
附图说明
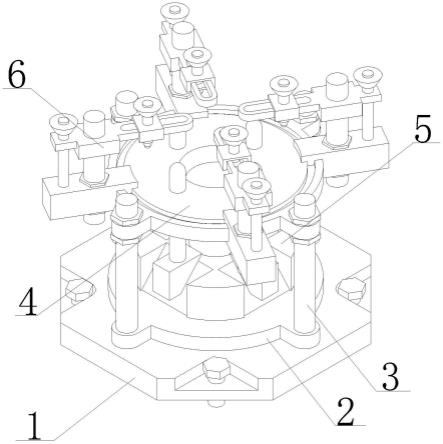
20.图1为本实用新型结构的正视图;
21.图2为本实用新型校准机构的纵向展开图;
22.图3为本实用新型压盖机构的结构示意图。
23.图中:1、底座;2、底板;3、支撑杆;4、载板;5、校准机构;501、对位板;502、对位孔;503、楔形槽;504、楔形块;505、顶针;6、压盖机构;601、滑块;602、环槽;603、滑杆;604、压板;605、丝杆;606、导轨;607、游标;608、点位抵杆。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
25.本实用新型提供了如图1-3所示的一种用于铝压铸阀盖精密加工的夹具结构,包括底座1,底座1的顶面固定设置有底板2,底板2的表面垂直固定有支撑杆3,支撑杆3的表面固定套设有载板4,载板4为饼状结构,载板4的圆心位置开设有穿透孔,穿透孔的内侧曲面为锥状,载板4与底板2之间活动设置有校准机构5,载板4的外沿滑配设置有压盖机构6。
26.校准机构5包括对位板501,对位板501的底面滑动设置在底板2顶面的圆心位置,对位板501的圆心和底板2的圆心开设有上下相配合的对位孔502,底侧对位孔502的外沿涂覆有标尺,标尺以底板2的圆心为中心点并成十字形设置。
27.对位板501外沿的四周均开设有楔形槽503,楔形槽503的数目为四个,四个楔形槽503围绕对位板501的圆心成环形阵列设置,楔形槽503内侧滑配设置有楔形块504,楔形槽503的宽度大于楔形块504,楔形块504的顶部固定设置有顶针505,顶针505垂直贯穿载板4且与载板4成穿插设置。通过设置校准机构5,利用楔形块504配合楔形槽503之间的相对滑
动效果,依托顶针505对阀盖底面的顶压支撑,实现阀盖放置时的调平操作,并可以通过上下侧对位孔502的错位情况判断当前阀盖放置的倾斜程度并进行微调操作,从而增进阀盖加工作业的精度。
28.压盖机构6包括滑块601,载板4的外沿圆周开设有环槽602,滑块601滑配设置在环槽602的内侧,滑块601的一端开设有凹槽,凹槽的内壁的上下侧均固定设置有嵌块,嵌块为圆弧状,嵌块滑配设置在环槽602的内侧,滑块601的顶部垂直固定有滑杆603,滑杆603的表面滑配套设有压板604,压板604的一侧螺纹连接有丝杆605,丝杆605的底部与滑块601的顶面成转动连接,压板604的另一侧焊接有一体化的导轨606,导轨606的外侧活动套设有游标607,游标607的表面螺纹连接有点位抵杆608,导轨606的内侧开设有通槽,点位抵杆608垂直贯穿通槽。通过设置压盖机构6,能够从载板4的多个位置为阀盖的表面按压施力,并配合顶针505实现上下夹持效果,压盖机构6施加的点位多样,能够有效的调整阀盖的倾角,适配多种作业需求。
29.本实用工作原理:该用于铝压铸阀盖精密加工的夹具结构,在使用时,首先阀盖质地均匀,形状匀称时,将阀盖的凸起部分朝下套设在载板4中部的穿透孔内,并使得阀盖朝下的表面均与顶针505顶部的端头相互抵接。
30.当阀盖因自身重力挤压顶针505时,顶针505下移,带动其所连接的楔形块504产生下移动作,楔形块504的倾斜面与楔形槽503的表面产生相对滑动动作,进而促使向下的压力变成水平向的施力效果,带动对位板501产生水平向的偏移动作,进而使得与下移的楔形块504相反侧的楔形块504产生上移动作,上移的楔形块504带动自身连接的顶针505上移,上移的顶针505抵触阀盖的表面,促使该阀盖该侧产生上移动作,进而促使阀盖整体受其表面重力影响而逐渐调平。
31.顶针505的设置不仅在装载时为阀盖提供了支撑力,更能够为质地均匀形状对称的阀盖提供依托重力实现的快速调平操作,也实现了阀盖装载位置的与定位。
32.顶针505与阀盖的接触面积较小,使得阀盖不容易受支撑接触面所黏附的灰尘和杂质影响其设置高度,有效的保障了装配对位,使得阀盖的加工精度更高。
33.当阀盖质地不均匀时或需要设置阀盖为特定的倾斜角度时,可以转动滑块601,促使滑块601在环槽602内侧滑动至合适的位置,推送游标607,使得点位抵杆608的底端对准所需下压的施力点位,转动丝杆605,在滑杆603的约束下,丝杆605与压板604的螺纹连接效果促使压板604产生下移动作,并带动导轨606和游标607下移,促使点位抵杆608下移抵触阀盖朝上的表面,实现该抵触点位的下移动作,进而调整阀盖的倾斜角度,适配多种作业需求。
34.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1