一种天花板自动冲孔成型设备的制作方法
1.本实用新型涉及天花板冲压技术领域,具体的说,尤其是一种天花板自动冲孔成型设备。
背景技术:
2.天花铝板表面通常通过冲孔形成图案,而这种天花铝板的冲孔过程中,需要人工将天花铝板逐渐推进冲孔设备内,这种方式存在安全隐患,操作不当容易出现事故,而且工作效率慢;人工推料容易存在冲孔位置不一致,最终影响产品质量。
技术实现要素:
3.为了克服现有技术存在的缺陷,本实用新型提供一种天花板自动冲孔成型设备,以解决人工推料导致的问题。
4.本实用新型解决其技术问题所采用的技术方案是:一种天花板自动冲孔成型设备,包括机体,所述机体上方设有冲孔装置,所述冲孔装置下方设有用于承托天花铝板的中间承托板,所述中间承托板一侧设有侧边承托板,另一侧滑动设有用于夹持推进天花铝板的齿条组件,所述齿条组件远离中间承托板的一侧设有用于驱动齿条组件移动的推动装置,所述推动装置通过冲孔装置驱动连接。
5.进一步的,所述冲孔装置包括冲孔机架,该冲孔机架上方设有液压缸,该液压缸下方连接有升降板,该升降板下方通过连接杆与上模座相连接,该上模座下方设有安装在机体上的下模座。
6.进一步的,所述上模座包括上模安装座,该上模安装座两侧通过第一导向杆与机体相连接,该上模安装座上方与连接杆的下端固定连接,该上模安装座下方通过缓冲器安装有冲压刀座,该下模座上设有与冲压刀座相对应的冲压孔。
7.进一步的,所述冲孔机架内壁两侧设有与升降板相对应的升降轨道,其中靠近推动装置的一侧的升降轨道开设有通孔,该通孔内设有拉杆,该拉杆与推动装置相连接。
8.进一步的,所述齿条组件包括设置在下模座一侧的滑轨,该滑轨上设有滑座,该滑座上方安装有齿条,该齿条靠近下模座的一侧设有夹板座,该夹板座与滑座之间设有天花铝板嵌入腔,该夹板座上设有用于夹持天花铝板的锁紧螺栓。
9.进一步的,所述齿条靠近推动装置的一侧设有齿牙,该齿牙包括齿槽,该齿槽内壁一侧设有斜面。
10.进一步的,所述推动装置包括设置在齿条一侧的旋转台,该旋转台上通过第一转轴与第一转杆的中间位置相连接,该第一转杆靠近齿牙的一端与推动弯臂的中间位置转轴连接,该第一转杆另一端与第一推动杆的一端转轴连接,该第一推动杆与第一转杆垂直连接,该第一推动杆另一端与旋转弯臂的上端转轴连接,该旋转弯臂的转角处穿设有第二转杆,该第二转杆靠近机体的一端固定安装在机体上,该旋转弯臂的另一端与第二推杆的下端转轴连接,该第二推杆上端与拉杆相连接。
11.进一步的,所述推动弯臂靠近齿槽的一端设有顶齿头,另一端设有第一弹簧座。
12.进一步的,所述第一转杆靠近第一推动杆的一端还设第二弹簧座,该第二弹簧座与第一弹簧座之间设有弹簧。
13.本实用新型的有益效果是:本实用新型使用可滑动的齿条组件进行夹持推进天花铝板,所述齿条组件通过推动装置进行推动,所述推动装置通过冲孔装置进行驱动,从而使得整个设备冲压和推料同步化,不需要人工进行推料,冲孔效率高,减少事故发生,而且齿条推动可保证移动间距相同,保证冲孔位置一致。
附图说明
14.图1为本实用新型实的俯视结构示意图。
15.图2为冲孔装置的结构示意图。
16.图3为图1中a的放大结构示意图。
17.图4为图2中b的放大结构示意图。
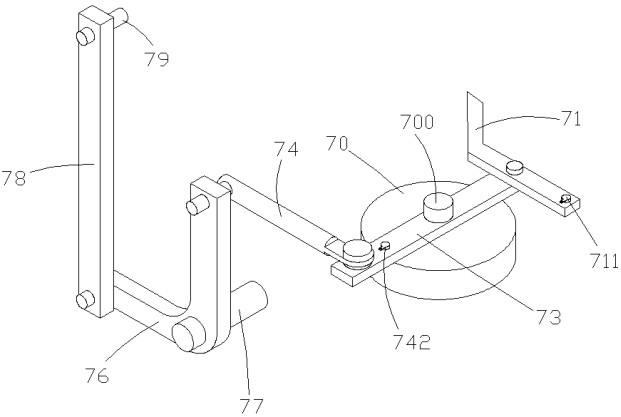
18.图5为推动装置的侧视连接结构示意图。
19.图6为推动装置的立体结构示意图。
20.图中:机体1、冲孔装置2、冲孔机架20、液压缸200、通孔201升降板21、升降轨道22、连接杆23、上模安装座24、冲压刀座25、缓冲器26、第一导向杆27、下模座28、第二导向杆29、中间承托板3、侧边承托板4、齿条5、齿槽50、斜面51、滑轨52、滑座53、夹板座6、锁紧螺栓60、推动装置7、旋转台70、第一转轴700、推动弯臂71、顶齿头710、第一弹簧座711、第一转杆73、第一推动杆74、第二弹簧座742、弹簧75、旋转弯臂76、第二转杆77、第二推杆78、拉杆79、天花铝板8。
具体实施方式
21.下面结合附图对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
22.结合图1-图6所示的一种天花板自动冲孔成型设备,包括机体1,所述机体1上方设有冲孔装置2,所述冲孔装置2下方设有用于承托天花铝板8的中间承托板3,所述中间承托板3一侧设有侧边承托板4,另一侧滑动设有用于夹持推进天花铝板8的齿条组件,所述齿条组件远离中间承托板3的一侧设有用于驱动齿条组件移动的推动装置7,所述推动装置7通过冲孔装置2驱动连接;本实用新型使用可滑动的齿条组件进行夹持推进天花铝板8,所述齿条组件通过推动装置进行推动,所述推动装置通过冲孔装置2进行驱动,从而使得整个设备冲压和推料同步化,不需要人工进行推料,冲孔效率高,减少事故发生,而且齿条推动可保证移动间距相同,保证冲孔位置一致。
23.所述冲孔装置2包括冲孔机架20,该冲孔机架20上方设有液压缸200,该液压缸200下方连接有升降板21,该液压缸200两侧设有第二导向杆29,该第二导向杆29下端与升降板21固定连接,上端贯穿冲孔机架20且设有限位环,该升降板21下方通过连接杆23与上模座相连接,该上模座下方设有安装在机体1上的下模座28;所述液压缸200带动升降板21进行
升降,从而带动上模座在下模座28上进行冲压。
24.所述上模座包括上模安装座24,该上模安装座24两侧通过第一导向杆27与机体1相连接,该上模安装座24上方与连接杆23的下端固定连接,该上模安装座24下方通过缓冲器26安装有冲压刀座25,该下模座28上设有与冲压刀座25相对应的冲压孔,所述缓冲器26包括第三导向杆,该第三导向杆下端与冲压刀座25固定连接,该第三导向杆上端延伸进上模安装座24内,该第三导向杆上端与上模安装座24内壁之间设有缓冲弹簧,当上模安装座24下压时,冲压刀座25先紧压天花铝板8,上模安装座24继续下压时,在缓冲器26的作用下,冲压刀座25进一步冲孔。
25.所述冲孔机架20内壁两侧设有与升降板21相对应的升降轨道22,其中靠近推动装置7的一侧的升降轨道22开设有通孔201,该通孔201内设有拉杆79,该拉杆79与推动装置7相连接;升降板21在升降轨道22内进行上下移动,防止升降轨道22偏离,所述拉杆79随着升降板21上下移动而带动推动装置7。
26.所述齿条组件包括设置在下模座28一侧的滑轨52,该滑轨52上设有滑座53,该滑座53上方安装有齿条5,该齿条5靠近下模座28的一侧设有夹板座6,该夹板座6与滑座53之间设有天花铝板嵌入腔,该夹板座6上设有用于夹持天花铝板8的锁紧螺栓60,所述齿条5靠近推动装置7的一侧设有齿牙,该齿牙包括齿槽50,该齿槽50内壁一侧设有斜面51;所述天花铝板8嵌入夹板座6与滑座53之间,通过锁紧螺栓60锁定天花铝板8,通过齿条5在滑轨52上进行移动而带动天花铝板8进行前推。
27.如图5和图6所示,所述推动装置7包括设置在齿条5一侧的旋转台70,该旋转台70上通过第一转轴700与第一转杆73的中间位置相连接,该第一转杆73靠近齿牙51的一端与推动弯臂71的中间位置转轴连接,该第一转杆73另一端与第一推动杆74的一端转轴连接,该第一推动杆74与第一转杆73垂直连接,该第一推动杆74另一端与旋转弯臂76的上端转轴连接,该旋转弯臂76的转角处穿设有第二转杆77,该第二转杆77靠近机体1的一端固定安装在机体1上,该旋转弯臂76的另一端与第二推杆78的下端转轴连接,该第二推杆78上端与拉杆79相连接,所述推动弯臂71靠近齿槽50的一端设有顶齿头710,另一端设有第一弹簧座711,所述第一转杆73靠近第一推动杆74的一端还设第二弹簧座742,该第二弹簧座742与第一弹簧座711之间设有弹簧75。
28.所述拉杆79带动第二推杆78上下移动,从而拉动旋转弯臂76在第二转杆77上进行转动,旋转弯臂76另一端拉动第一推动杆74进行前后推动,从而使得第一转杆73在第一转轴700上摆动,使得推动弯臂71不断的向前推动,最终使得齿条5向前移动,而且这个过程是根据升降板21的升降过程进行,当升降板21下压即冲压时,推动弯臂71在的拉动下,逐渐脱离齿槽50,在弹簧75的拉动下,顶齿头710是紧压齿槽50内的斜面51,当推动弯臂71被拉到齿槽50外侧后,顶齿头710滑入下一个齿槽50的位置上,此时已完成一次冲孔,液压缸200的液压轴上升,升降板21带动二推杆78上移,使得推动弯臂71复位,顶齿头710滑入齿槽50内时,将整条齿条5向前推进一个齿牙的距离,以此类推,最终完成整个天花铝板8的冲孔工序,每冲压一次,天花铝板8前进一个齿牙距离,从而实现冲压、推料同步。
29.需要说明的是,整条齿条5复位需要将液压缸200保持下压状态后,保持顶齿头710滑入下一个齿槽50的位置上方即可拉动齿条5复位。
30.以上结合附图对本实用新型的实施方式作了详细说明,但本实用新型不限于所描
述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1