一种锂电池负极端电阻焊接机的制作方法
1.本实用新型涉及一种焊接机,具体是指一种锂电池负极端电阻焊接机。
背景技术:
2.随着锂电池技术的不断发展和锂电池的诸多结构优势,使得锂电池已被广泛应用于电动汽车等新能源行业,又由于这些应用行业的较高使用要求,即需要锂电池的外壳采用钢壳,且外壳带电并作为负极端时,还同时要求锂电池为全极耳结构,使其能够满足快充快放的使用要求,此时就需要锂电池负极端的集流片必须直接与外壳之间采用电阻焊接工艺,而目前该电阻焊接都没有专门的自动化焊接机,由此成为了锂电池制造上的技术难点,故实际制造过程中也一直存在焊接效率低的缺陷,从而无法满足锂电池的自动化流水线生产制造需要。
技术实现要素:
3.本实用新型所要解决的技术问题在于克服现有技术的缺陷而提供一种专门用于将锂电池负极端的外壳和集流片之间进行电阻焊接,从而形成锂电池负极端生产工序的自动化流水线生产制造和更好提高生产效率的锂电池负极端电阻焊接机。
4.本实用新型的技术问题通过以下技术方案实现:
5.一种锂电池负极端电阻焊接机,包括回转工作的入口转盘、工作转盘和出口转盘,该入口转盘、工作转盘和出口转盘的外圆周均设有若干个圆周均布的输送槽,且输送槽内夹持锂电池;所述的工作转盘与入口转盘相啮合、出口转盘与工作转盘相啮合,并使啮合处的输送槽形成配合衔接输送锂电池,所述的工作转盘上方设有若干个圆周均布的焊接装置,该若干个焊接装置与工作转盘外圆周的若干个输送槽数量相同且位置一一对应,每个焊接装置的底端均设有焊接头,且每个焊接装置均受工作转盘的回转工作下降并带动焊接头焊接锂电池负极端或上升并带动焊接头脱离锂电池负极端。
6.所述的入口转盘安装在入口轴上被驱动回转,工作转盘安装在工作轴上被驱动回转,出口转盘安装在出口轴上被驱动回转。
7.所述的工作轴上设有上轮和下轮,该上轮相对工作轴不动而下轮被工作轴驱动与所述工作转盘同步回转,在上轮的外圆周面设有圆周环绕形成椭圆状封闭轨道的驱动槽;所述的每个焊接装置顶部均设有滚动配装在所述驱动槽内的侧滚轮,且工作轴带动每个焊接装置上的侧滚轮沿着驱动槽滚动,并使焊接装置同时升降移动,每个焊接装置与下轮之间均设有相互移动的直线导轨。
8.所述的焊接头包括正极焊接压块和负极焊接压块,该正极焊接压块和负极焊接压块均导电连接电阻焊接电源,该电阻焊接电源安装在工作轴顶部,并被工作轴驱动与所述下轮和工作转盘同步回转。
9.所述的每个焊接装置内均设有导线通道,电阻焊接电源上设有若干组与焊接装置数量相同且位置一一对应的正极输出端和负极输出端,每组正极输出端均经对应的焊接装
置内的导线通道导电连接对应的正极焊接压块,每组负极输出端均经对应的焊接装置内的导线通道导电连接对应的负极焊接压块。
10.所述的每个焊接装置底部均设有工作气缸,该工作气缸驱动所述正极焊接压块和负极焊接压块相互靠拢夹持或相互远离放开。
11.所述的入口轴、工作轴和出口轴平行安装在机架上并被驱动转动,该机架上设有围合在工作转盘外围的挡圈。
12.所述的焊接头包括若干组正极焊接压块和负极焊接压块,该若干组正极焊接压块和负极焊接压块圆周均布在焊接装置的底端,且下降的焊接装置同时带动该若干组正极焊接压块和负极焊接压块下降焊接锂电池负极端或同时带动该若干组正极焊接压块和负极焊接压块上升脱离锂电池负极端。
13.所述的机架上设有入口轨道和出口轨道,所述的入口转盘衔接在入口轨道的输出端,出口转盘衔接在出口轨道的输入端。
14.与现有技术相比,本实用新型主要提供了一款设计独特且专门用于将锂电池负极端的外壳和集流片之间进行电阻焊接的电阻焊接机,其结构包括回转工作的入口转盘、工作转盘和出口转盘等,这些转盘的外圆周均设有若干个圆周均布的、并用于夹持锂电池的输送槽,而工作转盘与入口转盘相啮合,出口转盘与工作转盘相啮合,并使啮合处的输送槽正好形成配合衔接输送锂电池,同时还在工作转盘上方设有若干个圆周均布的焊接装置,该若干个焊接装置与工作转盘外圆周的若干个输送槽数量相同且位置一一对应,每个焊接装置的底端均设有焊接头;因此,每个焊接装置就能受工作转盘的回转工作形成升降移动,并且焊接装置下降时将同步带动焊接头下降焊接锂电池负极端,焊接装置上升时将同步带动焊接头上升脱离锂电池负极端,由此就形成了锂电池负极端生产工序的自动化流水线生产制造,从而更好提高生产效率。
附图说明
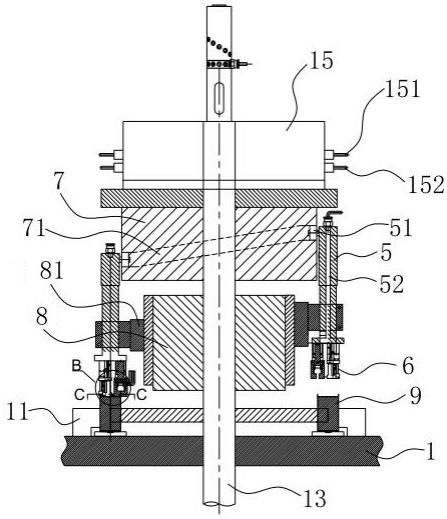
15.图1为本实用新型的结构示意图。
16.图2为图1的a—a剖视图。
17.图3为图2的b处放大图。
18.图4为图2的c—c剖视图。
19.图5为锂电池负极端处的外壳和集流片的焊接结构示意图。
具体实施方式
20.下面将按上述附图对本实用新型实施例再作详细说明。
21.如图1~图5所示,1.机架、11.挡圈、12.入口轴、13.工作轴、14.出口轴、15.电阻焊接电源、151.正极输出端、152.负极输出端、2.入口转盘、21.入口轨道、3.工作转盘、4.出口转盘、41.出口轨道、5.焊接装置、51.侧滚轮、52.导线通道、6.焊接头、61.正极焊接压块、62.负极焊接压块、63.工作气缸、7.上轮、71.驱动槽、8.下轮、81.直线导轨、9.锂电池、91.外壳、92.集流片、10.输送槽。
22.一种锂电池负极端电阻焊接机,如图1所示,涉及一种专门用于将锂电池9负极端的外壳91和集流片92之间进行电阻焊接的焊接机,其结构主要是由安装在机架1上并依次
衔接成制造流水线的入口轨道21、入口转盘2、工作转盘3、出口转盘4和出口轨道41等构成。
23.其中,入口转盘2安装在入口轴12上被驱动回转,工作转盘3安装在工作轴13上被驱动回转,出口转盘4安装在出口轴14上被驱动回转,故入口转盘2、工作转盘3和出口转盘4都能进行回转工作,而入口轴12、工作轴13和出口轴14平行安装在机架1上并被外接电机驱动转动,在机架1上还设有围合在工作转盘3外围的挡圈11以形成保护。
24.所述的入口转盘2、工作转盘3和出口转盘4的外圆周均设有若干个圆周均布的输送槽10,该输送槽内主要起到夹持锂电池9进行输送的作用。
25.同时,工作转盘3与入口转盘2相啮合,还能使啮合处的输送槽10形成配合衔接输送锂电池9,也就是将入口转盘2的输送槽10内夹持的锂电池9直接输送至相啮合处的工作转盘3的输送槽10内进行夹持;而出口转盘4与工作转盘3相啮合,也能使啮合处的输送槽10形成配合衔接输送锂电池9,也就是将工作转盘3的输送槽10内夹持的锂电池9直接输送至相啮合处的出口转盘4的输送槽10内进行夹持。
26.并且,入口转盘2衔接在入口轨道21的输出端,即入口轨道21可将待制造的锂电池9依次输送至回转工作的入口转盘2上的每个输送槽10内;而出口转盘4衔接在出口轨道41的输入端,即出口转盘4的每个输送槽10内已经制造完成的锂电池9可依次通过出口轨道41输出。
27.另外,工作转盘3上方设有若干个圆周均布的焊接装置5,该若干个焊接装置与工作转盘3外圆周的若干个输送槽10数量相同且位置一一对应,每个焊接装置5的底端均设有焊接头6,且每个焊接装置5均受工作转盘3的回转工作而带动焊接头6同步升降移动,具体结构为:
28.工作轴13上需设有上轮7和下轮8,该上轮7相对工作轴13不动而下轮8被工作轴13驱动与工作转盘3同步回转,在上轮7的外圆周面设有圆周环绕形成椭圆状封闭轨道的驱动槽71,每个焊接装置5顶部均设有滚动配装在该驱动槽71内的侧滚轮51,当工作转盘13带动每个焊接装置5上的侧滚轮51沿着驱动槽71滚动时,就能使焊接装置5同时形成升降移动,每个焊接装置5与下轮8之间均设有相互移动的直线导轨81,以保证焊接装置5升降移动的灵活性。
29.所述的焊接头6包括若干组正极焊接压块61和负极焊接压块62,如本实施例设计了三组的正极焊接压块61和负极焊接压块62,这三组的正极焊接压块61和负极焊接压块62正好圆周均布在焊接装置5的底端,每组的正极焊接压块61和负极焊接压块62均通过每个焊接装置5内的导线通道52导电连接电阻焊接电源15,该电阻焊接电源安装在工作轴13顶部,并被工作轴驱动与下轮8和工作转盘3同步回转。
30.当然,实际设计中每组的正极焊接压块61和负极焊接压块62的安装位置都是可以互换的,如本实施例图3所示的正极焊接压块61位于视图左侧,负极焊接压块62位于视图右侧,也可以是正极焊接压块61位于视图右侧,负极焊接压块62位于视图左侧;或者如本实施例图4所示的正极焊接压块61位于视图上侧,负极焊接压块62位于视图下侧,也可以是正极焊接压块61位于视图下侧,负极焊接压块62位于视图上侧。
31.这样,电阻焊接电源15上也必须设有若干组与焊接装置5数量相同且位置一一对应的正极输出端151和负极输出端152,故每组正极输出端151均经对应的焊接装置5内的导线通道52同时导电连接对应的三种正极焊接压块61,每组负极输出端152均经对应的焊接
装置5内的导线通道52导电连接对应的三组负极焊接压块62。
32.而下降的焊接装置5就会同时带动三组的正极焊接压块61和负极焊接压块62下降并焊接锂电池9负极端或同时带动三组的正极焊接压块61和负极焊接压块62上升并脱离锂电池9负极端。
33.所述的每个焊接装置5底部均设有工作气缸63,该工作气缸主要用于驱动三组的正极焊接压块61和负极焊接压块62同时相互靠拢夹持后通电形成焊接或同时相互远离放开后断电,也就是三组的正极焊接压块61和负极焊接压块62同时相互靠拢夹持住锂电池负极端的外壳91和集流片92后,再通电形成三点焊接,或将三组的正极焊接压块61和负极焊接压块62同时相互远离放开锂电池负极端的外壳91和集流片92后断电停止焊接。
34.因此,每个焊接装置5就能受工作转盘3的回转工作形成升降移动,并且焊接装置5下降时将同步带动焊接头6下降焊接锂电池负极端,焊接装置5上升时将同步带动焊接头6上升脱离锂电池负极端,由此就形成了锂电池负极端生产工序的自动化流水线生产制造,从而更好提高生产效率。
35.以上所述仅是本实用新型的具体实施例,本领域技术人员应该理解,任何与该实施例等同的结构设计,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1