一种止水环套管加工装置的制作方法
1.本实用新型涉及一种加工装置,具体的是涉及一种止水环套管加工装置,主要是用于止水环套管的制作加工,属于止水套管加工技术领域。
背景技术:
2.根据02s404防水套管图集相关要求,在加工防水套管过程中止水翼环焊接时操作不便,止水翼环不水平,焊接质量得不到保证,所加工处理的防水套管合格率低等难题。
3.同时,采用传统的方式焊接止水翼环时需要用砖块或木方把止水环垫高至需要的高度,在放入套管焊接,导致焊接质量有缺陷,焊接出来的止水套管不符合设计参数。传统方法焊接止水翼环都是焊接作业人员围绕着止水套管在作业,移动过程中对焊枪的线能量把控不好,容易导致焊缝不合格。焊接作业时不能连续作业,焊缝会产生搭接冷缝,对套管与止水翼环的焊接质量有影响,合格率不高。焊接作业人员围绕止水套管焊接,焊钳线容易绊倒焊接作业人员,存在安全隐患,另外如果焊钳线碰触到了焊接止水套管容易把焊钳线烫破皮,容易发生触电安全事故。
4.因此,需研制一种工作可靠性较高的止水环套管加工装置是解决上述技术问题的关键所在。
技术实现要素:
5.针对上述背景技术中存在的诸多缺陷与不足,本实用新型对此进行了改进和创新,目的在于提供一种构造简易,设计新颖合理,操作便捷,实现了工具化、定型化和标准化加工止水套管,运用此装置进行止水套管加工能较好的控制止水翼环的焊接位置,焊接过程中不用围着套管转动,只需转动转台即可操作,减轻了焊接作业人员的劳动强度,排除了边焊接边转动带来的安全隐患。
6.本实用新型的另一个发明目的是实现通过利用本实用新型装置进行止水套管加工的焊缝均匀,避免传统加工过程中的焊接冷缝产生,保证了焊接质量,降低了施工成本,为后期穿墙套管防水提供看可靠的保障。
7.为解决上述问题并达到上述的发明目的,本实用新型一种止水环套管加工装置是通过采用下列的设计结构以及采用下列的技术方案来实现的:
8.作为本实用新型一种止水环套管加工装置的改进,它包括,
9.操作平台;
10.转台,转台设置于操作平台顶端中部并与之万向转动连接;
11.调节机构,调节机构对称设置于操作平台的任一相对两侧中部,调节机构的底部通过轴承与操作平台万向转动连接,调节机构的顶部设有调整手柄;
12.限位件,限位件分别设置于操作平台顶部四角处,且位于相对应调节机构的两侧;
13.升降横担,升降横担为两个,两个升降横担的中部分别螺纹连接在调节机构上,且升降横担的两端分别滑动套设在相对应的两限位件上;
14.支撑横担,支撑横担为两个,两个支撑横担通过螺栓组件可拆卸地连接在两升降横担之间,且支撑横担位于转台两侧;
15.标高尺,标高尺对称设置在操作平台两侧,且正对调节机构外侧设置;
16.指针,指针连接于升降横担外侧,且指针位于调节机构与标高尺之间;
17.其中,升降横担两端开设有调节槽,支撑横担分别活动连接在两调节槽上。
18.作为本实用新型上述的改进,所述操作平台整体为方形的板状体构件;
19.所述转台为圆形的板状体构件。
20.作为本实用新型上述的进一步改进,所述调节机构包括轴承和调整手柄以及调节杆,其中,轴承安装于轴承座内;所述调整手柄为方向盘结构,该方向盘结构的调整手柄延伸连接于调节杆的自由端端部;所述调节杆为外壁设有外螺纹段的丝杆或是螺杆。
21.作为本实用新型上述的更进一步改进,所述限位件包括底座和限位杆,其中,底座连接于操作平台上,限位杆为外壁光滑的滑杆,滑杆连接底座。
22.作为本实用新型上述的又进一步改进,所述升降横担包括调节槽和调节块以及调节件,其中,调节件为螺母,螺母两侧外壁固定连接有调节块,调节块上贯通开设有调节槽,调节槽位于调节件两侧,调节件螺纹连接调节机构;且调节块整体为扁平细长的长形板状体构件,该长形板状体构件的两端圆弧形过度,在该长形板状体构件的两端对称开设有穿套孔,限位件穿套于该穿套孔内。
23.作为本实用新型上述的再进一步改进,所述支撑横担整体为扁平细长的长形板状体构件;在该长形板状体构件的两端均开设有锁紧孔,锁紧孔为螺栓孔,螺栓孔贯通支撑横担的正反面。
24.作为本实用新型上述的再更进一步改进,所述支撑横担设置于升降横担的下方,该支撑横担通过螺栓组件与升降横担紧固连为一体。
25.作为本实用新型上述的又再更进一步改进,所述标高尺为带有清晰刻度的直尺,该直尺与操作平台垂直连接。
26.作为本实用新型上述的又再更加进一步改进,所述指针为扁平细长的方形板状体构件,该方形板状体构件的固定端垂直连接升降横担的中部外壁;该方形板状体构件的自由端与标高尺相接触。
27.作为本实用新型上述的还更加进一步改进,在操作平台、转台、调节机构、限位件、升降横担和支撑横担以及指针的外表面上均从内至外依序设置有注塑层、防锈层和防水层以及警示层,警示层上涂有荧光粉。
28.工作原理是:上述设计结构的一种止水环套管加工装置在进行使用之前,需要将其已经制作完成的该一种装置通过相应的搬运设备或是直接通过人工将其搬运至指定的施工位置处加以安装作为备用。
29.具体的安装使用步骤是:
30.首先,把需要加工的止水套管放在转台上,调节升降横担至止水套管边2mm 位置,转动转台使止水套管与转台一起转动,若止水套管没有碰触到升降横担,说明止水套管端面与止水套管轴线垂直,若在转动过程中止水套管碰触到升降横担,则止水套管端面与止水套管轴线不垂直,需对止水套管端面进行修整。
31.其次,根据止水翼环宽度调节升降横担间距,一般距离止水套管边缘3cm 为宜,根
据相关规范,止水翼环宽度在6cm左右。支撑横担主要就是支撑止水翼环,支撑横担不能距止水套管太近,太近容易在点焊时有焊渣污染支撑横担,太远也不宜,支撑不了止水翼环,调节到合适位置,拧紧蝴蝶螺母,让支撑横担固定在升降横担上,防止误碰调节到支撑横担位置。
32.然后,把止水翼环套入止水套管,转动调节手柄调节止水翼环10)需焊接的位置,在转动过程中升降横担上的指针在标高尺上移动,能精确、实时放映出止水翼环在止水套管上的数据。转动调节手柄时需两边同时顺时针或是逆时针转动,若只转动单侧调节手柄则无法进行调节,此设置有两大特点,一是为了确保止水翼环一直处于水平位置,二是为了实现自锁功能,反之调节好焊接标高后止水翼环下降。
33.最后,调节好止水翼环焊接标高后就可开始施焊,在止水翼环与止水套管上进行点焊,点焊均匀分布即可,一般点焊四点即可。点焊完毕后就可以把升降横担降到最低点,此事止水翼环不会掉落。然后焊接操作人员即可边匀速转动转台进行焊接,就可以得到焊缝均匀质量达标的止水套管,然后再次取出已经焊接完成的止水套管,依序重复上述操作,直至焊接工作完成为止。
34.随着时间的推移,所有的止水套管焊接工作焊接完成后,施工人员只需将本实用新型的进行清理修复后将其搬运至指定的工具存储仓库进行存储,以备下次循环周转使用。
35.最后,需要说明的是,以上所述,仅
36.本实用新型与现有技术相比所产生的有益效果是:
37.1、采用本实用新型装置实现了工具化、定型化和标准化加工止水套管,运用此装置进行止水套管加工能较好的控制止水翼环的焊接位置,焊接过程中不用围着套管转动,只需转动转台即可操作,减轻了焊接作业人员的劳动强度,排除了边焊接边转动带来的安全隐患;
38.2、利用本实用新型装置进行止水套管加工的焊缝均匀,避免传统加工过程中的焊接冷缝产生,保证了焊接质量,降低了施工成本,为后期穿墙套管防水提供看可靠的保障;
39.3、本装置一个人即可焊接出质量合格的止水套管,在人工费用高涨的市场环境下能够提高施工效率和保证施工安全。在止水翼环找平找正时有较精确的尺寸控制且能确保止水翼环水平,焊接过程中能通过转台进行转动,焊接作业人员不用边焊接边围着焊接工件转,焊接作业人员只需均匀转动转台控制好焊枪即可得到均匀的线能量,即得到焊缝一致的止水套管;
40.4、本实用新型的外部上涂防锈层,因此可以防止生锈的同时也延长了整个装置的使用寿命,实现环保的同时也节省了资源,同时,在装置的外部涂有可以自发光的荧光材料,可以在夜间或者黑暗室内以及地下施工环境清楚地标示该装置的位置,能有效地起到安全提示的作用,提高醒目度,易于人们辨别,增加施工和生活中的安全性。
附图说明
41.下面结合附图对本实用新型的具体实施方式作进一步详细的说明,其中:
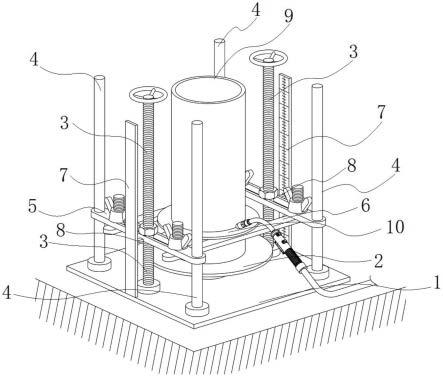
42.图1是本实用新型的整体结构示意图之一;
43.图2是本实用新型的整体结构示意图之二;
44.图3是本实用新型的使用状态示意图之一;
45.图4是本实用新型的使用状态示意图之二;
46.其中,图中标号:1—操作平台;
47.2—转台;
48.3—调节机构,31—轴承,32—调整手柄,33—调节杆;
49.4—限位件,41—底座,42—限位杆;
50.5—升降横担,51—调节槽,52—调节块,53—调节件;
51.6—支撑横担;
52.7—标高尺;
53.8—指针;
54.9—止水套管;
55.10—止水翼环。
具体实施方式
56.为了使本实用新型实现的技术手段、创造特征、达成目的与功效易于明白了解,下面结合附图以及具体实施方式对本实用新型的技术方案作更进一步详细的说明,需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
57.如说明书附图所示的一种止水环套管加工装置,它包括,
58.操作平台1;
59.转台2,转台2设置于操作平台1顶端中部并与之万向转动连接;
60.调节机构3,调节机构3对称设置于操作平台1的任一相对两侧中部,调节机构3的底部通过轴承31与操作平台1万向转动连接,调节机构3的顶部设有调整手柄32;
61.限位件4,限位件4分别设置于操作平台1顶部四角处,且位于相对应调节机构3的两侧;
62.升降横担5,升降横担5为两个,两个升降横担5的中部分别螺纹连接在调节机构3上,且升降横担5的两端分别滑动套设在相对应的两限位件4上;
63.支撑横担6,支撑横担6为两个,两个支撑横担6通过螺栓组件61可拆卸地连接在两升降横担5之间,且支撑横担6位于转台2两侧;
64.标高尺7,标高尺7对称设置在操作平台1两侧,且正对调节机构3外侧设置;
65.指针8,指针8连接于升降横担5外侧,且指针8位于调节机构3与标高尺7之间;
66.其中,升降横担5两端开设有调节槽51,支撑横担6分别活动连接在两调节槽51上。
67.进一步的,操作平台1整体为方形的板状体构件;
68.所述转台2为圆形的板状体构件。
69.进一步的,调节机构3包括轴承31和调整手柄32以及调节杆33,其中,轴承31安装于轴承座内;所述调整手柄32为方向盘结构,该方向盘结构的调整手柄32延伸连接于调节杆33的自由端端部;所述调节杆33为外壁设有外螺纹段的丝杆或是螺杆。
70.进一步的,限位件4包括底座41和限位杆42,其中,底座41连接于操作平台1上,限位杆42为外壁光滑的滑杆,滑杆连接底座41。
71.具体的,升降横担5包括调节槽51和调节块52以及调节件53,其中,调节件53为螺母,螺母两侧外壁固定连接有调节块52,调节块52上贯通开设有调节槽51,调节槽51位于调节件53两侧,调节件53螺纹连接调节机构3;且调节块52整体为扁平细长的长形板状体构件,该长形板状体构件的两端圆弧形过度,在该长形板状体构件的两端对称开设有穿套孔,限位件4穿套于该穿套孔内。
72.进一步的,支撑横担6整体为扁平细长的长形板状体构件;在该长形板状体构件的两端均开设有锁紧孔,锁紧孔为螺栓孔,螺栓孔贯通支撑横担6的正反面。
73.进一步的,支撑横担6设置于升降横担5的下方,该支撑横担6通过螺栓组件与升降横担5紧固连为一体。
74.具体的,标高尺7为带有清晰刻度的直尺,该直尺与操作平台1垂直连接。
75.进一步的,指针8为扁平细长的方形板状体构件,该方形板状体构件的固定端垂直连接升降横担5的中部外壁;该方形板状体构件的自由端与标高尺7 相接触。
76.进一步的,在操作平台1、转台2、调节机构3、限位件4、升降横担5和支撑横担6以及指针8的外表面上均从内至外依序设置有注塑层、防锈层和防水层以及警示层,警示层上涂有荧光粉。
77.在本实用新型中,在注塑层上注塑有高分子耐磨材料;防锈层包括环氧富锌底漆和氯化橡胶面漆以及位于环氧富锌底漆和氯化橡胶面漆之间的环氧云铁中间漆;防水层为聚氨酯防水涂料;警示层为单一颜色或多种颜色相互混搭的反光警示带或反光色膜或反光漆。
78.同时,在本实用新型中,所指的连接均为固定连接或者是活动连接或可拆卸连接,其中,固定连接为焊接连接或者是直接加工为一体成型结构;活动连接或可拆卸连接为铰接连接、内外螺纹连接、卡口连接、插拔套接或是螺栓组件连接或者是螺钉连接。
79.在本实用新型中,螺栓组件包括螺栓和螺母,螺母旋紧安装于螺栓的端部起到紧固限位作用,其中,螺栓为六角螺栓或者是平头螺栓,螺母为六角螺母或者是平头螺母。
80.综上所述,本实用新型更为具体的实施方式是:
81.上述设计结构的一种止水环套管加工装置在进行使用之前,需要将其已经制作完成的该一种装置通过相应的搬运设备或是直接通过人工将其搬运至指定的施工位置处加以安装作为备用。
82.具体的安装使用步骤是:
83.首先,把需要加工的止水套管9放在转台2上,调节升降横担5至止水套管9边2mm位置,转动转台2使止水套管9与转台2一起转动,若止水套管9 没有碰触到升降横担5,说明止水套管9端面与止水套管9轴线垂直,若在转动过程中止水套管9碰触到升降横担5,则止水套管9端面与止水套管9轴线不垂直,需对止水套管9端面进行修整。
84.其次,根据止水翼环10宽度调节升降横担5间距,一般距离止水套管9边缘3cm为宜,根据相关规范,止水翼环10宽度在6cm左右。支撑横担6主要就是支撑止水翼环10,支撑横担6不能距止水套管9太近,太近容易在点焊时有焊渣污染支撑横担6,太远也不宜,支撑不了止水翼环10,调节到合适位置,拧紧蝴蝶螺母,让支撑横担6固定在升降横担5上,防止误碰调节到支撑横担6 位置。
85.然后,把止水翼环10套入止水套管9,转动调节手柄32调节止水翼环10 需焊接的
位置,在转动过程中升降横担5上的指针8在标高尺7上移动,能精确、实时放映出止水翼环10在止水套管9上的数据。转动调节手柄32时需两边同时顺时针或是逆时针转动,若只转动单侧调节手柄32则无法进行调节,此设置有两大特点,一是为了确保止水翼环10一直处于水平位置,二是为了实现自锁功能,反之调节好焊接标高后止水翼环10下降。
86.最后,调节好止水翼环10焊接标高后就可开始施焊,在止水翼环10与止水套管9上进行点焊,点焊均匀分布即可,一般点焊四点即可。点焊完毕后就可以把升降横担5降到最低点,此事止水翼环10不会掉落。然后焊接操作人员即可边匀速转动转台2进行焊接,就可以得到焊缝均匀质量达标的止水套管9,然后再次取出已经焊接完成的止水套管9,依序重复上述操作,直至焊接工作完成为止。
87.随着时间的推移,所有的止水套管9焊接工作焊接完成后,施工人员只需将本实用新型的进行清理修复后将其搬运至指定的工具存储仓库进行存储,以备下次循环周转使用。
88.最后,需要说明的是,以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1