一种罐底成型模具的制作方法
1.本实用新型涉及易拉罐成型技术领域,尤其涉及一种罐底成型模具。
背景技术:
2.易拉罐由于其容易拉开而得名,并因其方便、实用的特点受到越来越多的饮料企业的追捧,被广泛应用于各种塑料包装中。易拉罐的底部成型原理为:在拉伸机拉罐成形的过程中,脱罐器和底模是最终工序,在前冲冲程中,冲头将杯子压入底模外模,冲杆继续前冲,与底模内模接触,形成最终罐底轮廓,同时,脱罐气路将压缩空气注入冲杆和罐子,进行脱罐操作。当冲杆开始返程冲程,罐口边缘接触到脱罐器内部的脱罐胶圈,在脱罐气流的帮助下,成罐从冲头脱出,脱罐完成。
3.目前易拉罐在生产加工过程中存在的缺点:罐底形模具成形后,其罐底形状圆角较小,经由客户的反馈得知于充填后,输送过程有不稳定之情况,造成晃动漏液状况发生。
技术实现要素:
4.本实用新型的目的是提供一种罐底成型模具,旨在解决上述技术问题,本实用新型罐底成型模具,所述冲鼻的成型区域的第六圆弧段和第七圆弧段之间增加第四直线段,可以增大冲鼻成型区域的整体接触面积,进而可以的使得成型的罐底缘圆角变大,增加罐底的耐压力,避免在输送过程中出现晃动漏液现象。
5.为了达到上述目的,本实用新型通过以下技术方案来实现:
6.一种罐底成型模具,包括有冲鼻、底拱和底模,所述底拱的上端固定在模具系统座底部,所述底模套设在底拱下部外侧面上,所述冲鼻安装在冲杆上,所述冲鼻包括有头环部、中环部和底环部,所述头环部和中环部均套设在冲杆外部,所述底环部与底模适配对接设置,所述底环部的截面对称设有过渡区域、嵌环区域和成型区域,所述过渡区域包括依次相接的第一圆弧段、第一直线段、第二圆弧段和第二直线段, 所述嵌环区域包括有依次相接的第三圆弧段、第四圆弧段、第三直线段和第五圆弧段,所述成型区域包括有依次相接的第六圆弧段、第四直线段、第七圆弧段、第五直线段和第八圆弧段。
7.优选地,所述第一圆弧段的第一端与中环部的外壁截面直线段,第一圆弧段的第二端与第一直线段的第一端相切,第一直线段的第二端与第二圆弧段的第一端相切,第二圆弧段的第二端与第二直线段的第一端相切。
8.优选地,所述第一圆弧段的半径范围为0.4mm-0.6mm,所述第二圆弧段的半径范围为1mm-1.5mm。
9.优选地,所述第三圆弧段的第一端与第二直线段的第二端相切,第三圆弧段的第二端与第四圆弧段的第一端相切,第四圆弧段的第二端与第三直线段的第一端相切,第三直线段的第二端与第五圆弧段的第一端相切。
10.优选地,所述第三圆弧段的半径范围为0.3mm-0.5mm,所述第四圆弧段的半径范围为5mm-8mm,所述第五圆弧段的半径范围为1.3mm-2.5mm。
11.优选地,所述第六圆弧段的第一端与第五圆弧段的第二端相切,第六圆弧段的第二端与第四直线段的第一端相切,第四直线段的第二端与第七圆弧段的第一端相切,第七圆弧段的第二端与第五直线段的第一端相切,第五直线段的第二端与第八圆弧段的第一端相切,第八圆弧段的第二端与中环部的内壁截面直线段。
12.优选地,所述第六圆弧段的半径范围为1.3mm-2.5mm,所述第七圆弧段的半径范围为1mm-2mm,第八圆弧段的半径范围为1mm-2mm。
13.优选地,所述底拱的底部呈向外凸的弧形状,其外壁截面弧线段半径范围为30mm-60mm。
14.优选地,所述底模的底部内侧与冲鼻对接部分设依次相接的第九圆弧段、第六直线段和第十圆弧段,所述第九圆弧段与第四圆弧段相适配,第十圆弧段与第五圆弧段相适配。
15.本实用新型罐底成型模具,具有如下的有益效果:
16.1、本实用新型罐底成型模具,所述冲鼻的成型区域包括有依次相接的第六圆弧段、第四直线段、第七圆弧段、第五直线段和第八圆弧段,所述第六圆弧段和第七圆弧段之间增加第四直线段,有效的增加罐底底缘与冲鼻的接触面积,可以的使得成型的罐底缘圆角变大,进而可以使得成型的罐子底部较为厚实稳定;
17.2、本实用新型罐底成型模具,所述第六圆弧段和第七圆弧段之间增加第四直线段,可以增大冲鼻成型区域的整体接触面积,进而可以的使得成型的罐底缘圆角变大,增加罐底的耐压力,避免在输送过程中出现晃动漏液现象。
附图说明
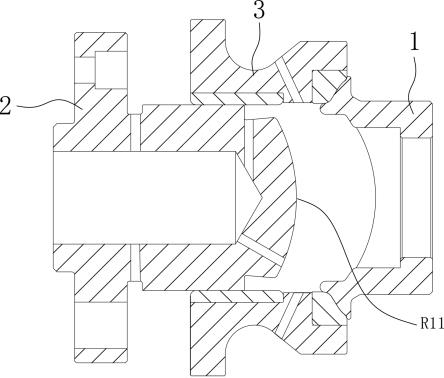
18.图1为本实用罐底成型模具的整体结构示意图;
19.图2为本实用罐底成型模具的冲鼻结构示意图;
20.图3为图2中的a部结构放大示意图;
21.图4为本实用罐底成型模具的底环结构示意图。
具体实施方式
22.为了使本技术领域的人员更好地理解本实用新型的技术方案,下面结合实施例及附图对本实用新型产品作进一步详细的说明。
23.需要说明的是,当元件被称为
ꢀ“
固定于
”ꢀ
另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件;当一个元件被认为是
ꢀ“
连接
”ꢀ
另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一实施方式。
24.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或
”ꢀ
包括一个或多个相关的所列项目的任意的和所有的组合。
25.如图1至图3所示,一种罐底成型模具,包括有冲鼻1、底拱2和底模3,所述底拱2的上端固定在模具系统座底部,所述底模3套设在底拱2下部外侧面上,所述冲鼻1安装在冲杆
上,所述冲鼻1包括有头环部10、中环部11和底环部12,所述头环部10和中环部11均套设在冲杆4外部,所述底环部12与底模3适配对接设置。所述底环部12的截面对称设有过渡区域120、嵌环区域121和成型区域122,所述过渡区域120为冲鼻1的中环部11过渡到底环部12的区域,所述嵌环区域121为冲鼻1与底模3接触适配区域,所述成型区域122为冲鼻1的底环部12内侧成型区,在生产加工过程中,成型区域122与产品罐子的底缘接触设置。
26.如图3所示,所述过渡区域120包括依次相接的第一圆弧段r1、第一直线段l1、第二圆弧段r2和第二直线段l2,所述第一圆弧段r1的第一端与中环部11的外壁截面直线段,第一圆弧段r1的第二端与第一直线段l1的第一端相切,第一直线段l1的第二端与第二圆弧段r2的第一端相切,第二圆弧段r2的第二端与第二直线段l2的第一端相切。所述第一圆弧段r1的半径范围为0.4mm-0.6mm,所述第二圆弧段r2的半径范围为1mm-1.5mm。在本实施例中,所述第一圆弧段r1的半径为0.5mm,第二圆弧段r2的半径为1.27mm。
27.如图3所示,所述嵌环区域121包括有依次相接的第三圆弧段r3、第四圆弧段r4、第三直线段l3和第五圆弧段r5,所述成型区域122包括有依次相接的第六圆弧段r6、第四直线段l4、第七圆弧段r7、第五直线段l5和第八圆弧段r8。所述第三圆弧段r3的第一端与第二直线段l2的第二端相切,第三圆弧段r3的第二端与第四圆弧段r4的第一端相切,第四圆弧段r4的第二端与第三直线段l3的第一端相切,第三直线段l3的第二端与第五圆弧段r5的第一端相切。所述第三圆弧段r3的半径范围为0.3mm-0.5mm,所述第四圆弧段r4的半径范围为5mm-8mm,所述第五圆弧段r5的半径范围为1.3mm-2.5mm。在本实施例中,所述第三圆弧段r3的半径为0.38mm,第四圆弧段r4的半径为6.35mm,第五圆弧段r5的半径为1.52mm。
28.如图3所示,所述成型区域122包括有依次相接的第六圆弧段r6、第四直线段l4、第七圆弧段r7、第五直线段l5和第八圆弧段r8。所述第六圆弧段r6的第一端与第五圆弧段r5的第二端相切,第六圆弧段r6的第二端与第四直线段l4的第一端相切,第四直线段l4的第二端与第七圆弧段r7的第一端相切,第七圆弧段r7的第二端与第五直线段l5的第一端相切,第五直线段l5的第二端与第八圆弧段r8的第一端相切,第八圆弧段r8的第二端与中环部的内壁截面直线段。所述第六圆弧段r6的半径范围为1.3mm-2.5mm,所述第七圆弧段r7的半径范围为1mm-2mm,第八圆弧段r8的半径范围为1mm-2mm。在本实施例中,第六圆弧段r6的半径为1.52mm,第七圆弧段r7的半径为1.27mm,第八圆弧段r8的半径为1.27mm。
29.如图1和图4所示,所述底拱3的底部呈向外凸的弧形状,其外壁截面弧线段r11半径范围为30mm-60mm,在本实施例中,底拱3的外壁截面弧线段r11半径为45.9mm。所述底模3的底部内侧与冲鼻1对接部分设有依次相接的第九圆弧段r9、第六直线段l6和第十圆弧段r10,所述第九圆弧段r9与第四圆弧段r4相适配,第十圆弧段r10与第五圆弧段r5相适配。
30.以上所述,仅为本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制;凡本行业的普通技术人员均可按说明书附图所示和以上所述而顺畅地实施本实用新型;但是,凡熟悉本专业的技术人员在不脱离本实用新型技术方案范围内,可利用以上所揭示的技术内容而做出的些许更动、修饰与演变的等同变化,均为本实用新型的等效实施例;同时,凡依据本实用新型的实质技术对以上实施例所作的任何等同变化的更动、修饰与演变等,均仍属于本实用新型的技术方案的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1