一种机箱盖板压型装置
1.本实用新型涉及机箱加工领域,更具体的说是一种机箱盖板压型装置。
背景技术:
2.机箱作为电脑配件中的一部分,它起的主要作用是放置和固定各电脑配件,起到一个承托和保护作用,此外,电脑机箱具有电磁辐射的屏蔽的重要作用。机箱一般包括外壳、支架、面板上的各种开关、指示灯等,其中外壳由主壳体和盖板组成,通过盖板的拆卸,便于对主壳体内部安装的元器件的维修检测;
3.盖板在加工时,需要对原料平板进行压型,从而使盖板与主壳体相匹配的同时,保证机箱整体的美观,现有的盖板压型加工装置,在压型完成后,需要人工将盖板取下,影响加工效率。
技术实现要素:
4.本实用新型提供一种机箱盖板压型装置,能够使压型完成的盖板自动滑落,继而提高加工效率。
5.本实用新型的解决上述问题采用的技术方案为:
6.一种机箱盖板压型装置,包括门形架、凹槽底模、连接座和凸棱模,凸棱模升降滑动在门形架的上端,凹槽底模的左右两侧对称固定有两个连接座,两个连接座分别转动在门形架的两侧,凹槽底模和凸棱模配合完成对机箱盖板的压型。
7.所述门形架的下端固定有支撑框,支撑框的一端设有限位横板,凹槽底模靠近限位横板端设有配重块。
8.所述支撑框的另一端设有托架。
附图说明
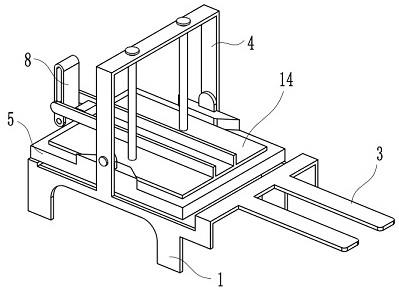
9.图1为本装置压型时的实施例的结构示意图;
10.图2为本装置压型完成后使盖板自动滑落的实施例的结构示意图;
11.图3为支撑框的结构示意图;
12.图4为凹槽底模的结构示意图;
13.图5为连动板的结构示意图;
14.图6为推板的结构示意图;
15.图7为凸棱模的结构示意图。
16.图中:
17.支撑框1;限位横板2;托架3;门形架4;凹槽底模5;连接座6;限位块7;连动板8;中心槽9;限位框10;推板11;中心座12;挡板13;凸棱模14;连接架15;弹簧16。
具体实施方式
18.如图1-7所示:
19.一种机箱盖板压型装置,包括门形架4、凹槽底模5、连接座6和凸棱模14,凸棱模14上端设置两个滑杆,门形架4上端横板上设有两个与滑杆间隙配合的圆孔,用于滑杆滑动,使凸棱模14升降滑动,两个连接座6对称焊接固定在凹槽底模5左右两侧,两个连接座6的外侧均焊接固定有销轴,门形架4的两侧均设有带座轴承用于销轴安装,使两个连接座6通过销轴转动连接在门形架4上,凹槽底模5上端面设有压型凹槽,凸棱模14下端面设有压型凸棱,在压型时,压型凸棱将原料平板的一部分压入压型凹槽内,得到板面具有一部分鼓起的机箱盖板。
20.门形架4与凸棱模14之间安装有动力伸缩杆,该动力伸缩杆可以是电动伸缩杆、伸缩电机或液压缸等具有伸缩功能的动力设备,用于对压型加工提高动力,而且动力伸缩杆能够在伸缩过程的任意位置进行锁定,其与门形架4与凸棱模14连接方式可以采用本领域技术人员常用的连接方式进行连接;
21.在使用时,通过动力伸缩杆的伸缩带动凸棱模14进行升降移动,压型时,将原料平板放置在凹槽底模5的上端面,通过动力伸缩杆带动凸棱模14下移,使凸棱模14配合凹槽底模5将原料平板压型成盖板,在压型完成后,通过伸缩杆带动凸棱模14上移,与盖板脱离后,使凹槽底模5通过两个连接座6在门形架4上转动,使凹槽底模5转动至倾斜状态,从而使盖板自动倾斜滑落,完成与凹槽底模5的脱离,达到使压型完成的盖板自动滑落,继而提高加工效率的目的;
22.由于机箱盖板是批量生产,因此本装置的凹槽底模5和凸棱模14是为固定尺寸的机箱盖板加工的模具,在生产其他尺寸时,可以对凹槽底模5和凸棱模14进行更换。
23.如图3所示:
24.支撑框1焊接固定在所述门形架4的下端,限位横板2横向焊接固定在支撑框1的一端,形成对凹槽底模5一端进行支撑,且通过配重块螺栓安装在凹槽底模5靠近限位横板2端,使凹槽底模5通过配重块的重力自动压在限位横板2上,并在此状态时,凹槽底模5保持水平状态;
25.在通过转动凹槽底模5至倾斜状态,使盖板自动滑落后,解除对凹槽底模5的控制,凹槽底模5通过配重块的重力自动回转至压在限位横板2上,并保持此时的水平状态,便于将下一个原料平板放置在凹槽底模5上,再次进行压型加工。
26.如图4-5所示:
27.托架3焊接固定在支撑框1上远离限位横板2端。
28.通过托架3的设置,形成对原料平板的预放置,当凹槽底模5将盖板脱离恢复至水平状态后,直接向凹槽底模5的方向推动原料平板,使原料平板滑动至凹槽底模5上,进行压型加工,提高放置原料平板的效率的同时,保证放置原料平板的安全性;
29.凹槽底模5倾斜时,加工好的盖板自动倾斜滑动至托架3的下方。
30.进一步的:
31.通过将所述托架3的上端面的水平高度,设置为不低于凹槽底模5水平时的上端面水平高度,便于将预放置在托架3上的原料平板推送至凹槽底模5上。
32.进一步的:
33.限位块7焊接固定在所述凹槽底模5上远离托架3端。
34.通过限位块7的设置,形成对推送的原料平板的格挡,避免原料平板滑动位置过度,影响原料平板的压型。
35.进一步的:
36.所述连接座6靠近托架3侧设有导向斜面。
37.通过连接座6上的导向斜面的设置,使原料平板在推送至凹槽底模5上时,原料平板先与连接座6上的导向斜板接触,并对原料平板进行导向,使原料平板滑动至两个连接座6之间,形成对原料平板的左右方向的限位,配合限位块7对原料平板前进方向的限位,使原料平板在移动至凹槽底模5上的位置进行限位保证,避免原料平板发生偏移,无法保证原料平板的压型成功率。
38.进一步的:
39.连接架15焊接固定在所述凸棱模14上,连动板8上设有用于连接架15滑动的长孔,连动板8的下端通过转轴贯穿限位块7外侧设置至的转孔,转轴与转孔间隙配合转动,形成连动板8与限位块7的转动连接。
40.通过连动板8的设置,当凸棱模14压型完成后上升时,同时带动连接架15上升,使连接架15在连动板8上的长孔内滑动,当连接架15滑动至长孔的上端处时,连接架15将带动连动板8上升,继而通过连动板8带动限位块7使凹槽底模5转动,直至凹槽底模5转动至倾斜状态,完成盖板的自动滑落;
41.在盖板滑落后,使凸棱模14下移,由于凹槽底模5上设置的配重块,使连动板8随着连接架15下移,直至凹槽底模5压在限位横板2上恢复水平状态,此时,凸棱模14与凹槽底模5仍保持有一定的间距,为将原料平板推动至凹槽底模5上留有足够的时间,并在完成原料平板的推送后,凸棱模14与凹槽底模5配合,再次进行压型;
42.从而使装置形成对盖板的连续加工,提高加工效率。
43.如图4-7所示:
44.还包括中心槽9、限位框10、推板11和中心座12,中心槽9设置在凹槽底模5的凹槽内,限位框10焊接在凹槽底模5上,且位于中心槽9内,限位框10内设有与中心座12间隙配合滑动的滑道,使中心座12滑动在限位框10内,中心座12的上端焊接固定有推板11,推板11间隙滑动在中心槽9内。
45.在压型完成后,凹槽底模5转动至倾斜状态时,其上的盖板可能会滞留在凹槽底模5上的凹槽内,而无法滑落,此时向上推动中心座12,使推板11滑出中心槽9,继而将盖板推出凹槽底模5上的凹槽内,使盖板自动滑落;
46.通过限位框10与中心座12的限位滑动连接,确保在松开中心座12后,通过推板11自身的重力,能够自动滑入中心槽9内。
47.进一步的:
48.挡板13焊接固定在所述中心座12的下端,在推动挡板13使中心座12带动推板11上移,直至挡板13顶紧限位框10的下端时,推板11的上端面与凹槽底模5的上端面位于同一平面,从而形成对中心座12的限位,保证将盖板推出凹槽的同时,避免推动过大,影响推板11自动回落
49.进一步的:
50.弹簧16设置在所述中心座12与限位框10之间,两端分别顶紧中心座12与限位框10。
51.通过弹簧16的设置,在凸棱模14完成压型上升时,弹簧16的弹力将会推动中心座12上移,继而通过推板11将盖板推动凹槽,且受挡板13限位,保证了推板11的上端面与凹槽底模5的上端面位于同一平面,在凹槽底模5回转时,不影响原料平板的推送。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1