一种冲压机用镀钛冲压模具的制作方法
1.本技术涉及冲压机领域,尤其是涉及一种冲压机用镀钛冲压模具。
背景技术:
2.冲压机是一种利用压力机和冲压模具对材料施加作用力,使得材料产生分离或塑性变形,从而获得所需零件的加工机器。另外,冲压机主要是针对板材进行加工。
3.相关技术中如授权公告号为cn210475131u的中国专利文件公开了一种自动感应冲压机,包括冲压头、工作台、设置于工作台的模具,模具通过多个螺栓和垫片等安装于工作台。冲压头的位置与模具的位置正对应,以对板材进行加工。
4.针对上述中的相关技术,发明人发现该技术中至少存在如下问题,在长期使用模具后,由于模具不断地受到冲压头的竖向作用力,因此模具表面容易出现磨损或破损,需要及时更换。而模具是通过多个螺栓与工作台固定连接,需要反复旋转螺栓才能拆卸模具;然后将新的模具放置于工作台进行孔位校准后,才能将螺栓穿设于模具再螺纹连接于工作台,完成模具的更换。该更换方式不仅繁琐,而且耗时费力,不便于更换模具。
技术实现要素:
5.为了便于更换模具,本技术提供一种冲压机用镀钛冲压模具。
6.本技术提供一种冲压机用镀钛冲压模具,采用如下的技术方案:
7.一种冲压机用镀钛冲压模具,包括设置于工作台的模具,所述工作台开设有供模具插接的连接槽;当模具位于连接槽时,所述模具开设有固定槽,所述工作台设置有用于固定模具的夹持件,所述夹持件包括两个沿水平方向滑动连接于工作台的固定杆,所述工作台设置有用于驱动固定杆插入固定槽的驱动件,两个所述固定杆位于连接槽的相对两侧;所述工作台滑动连接有用于推动固定杆完全脱离固定槽的解锁杆,所述解锁杆的操作端位于工作台外;所述解锁杆和固定杆之间设置有连接件。
8.通过采用上述技术方案,更换模具时,滑动位于连接槽两侧的解锁杆,利用连接件带动固定杆朝远离固定槽方向滑动,直至固定杆完全脱离固定槽;对模具解除锁定,便可拆卸模具。接着将新的模具插接于连接槽,且固定槽的位置与固定杆的位置正对应。利用驱动件推动固定杆滑动至固定杆插入固定槽,对新的模具进行夹持固定,便可完成模具的更换,该操作简单,从而具有便于更换模具的效果。
9.可选的,所述模具有多个,且沿同一直线间隔设置,所述夹持件的数量与模具的数量相同。
10.通过采用上述技术方案,当待加工的板材较长时,可利用多个模具拼接,利用夹持件分别固定模具,以满足加工需求。
11.可选的,所述工作台位于连接槽相对两侧内壁处分别开设有安装槽,所述连接件为滑动连接于安装槽内的联动杆,所述联动杆完全容纳于安装槽,所述联动杆的数量与安装槽的数量相同,位于一个安装槽的固定杆均与联动杆相连接。
12.通过采用上述技术方案,拆卸时,利用解锁杆滑动联动杆,以带动位于同一个联动杆的多个固定杆朝远离固定槽方向滑动,直至固定杆完全脱离固定槽;可同时对多个模具解锁锁定,以便于同时更换多个模具。
13.可选的,所述工作台位于安装槽处开设有与连接槽相连通的通槽,所述固定杆滑动连接于通槽,所述驱动件为完全容纳于安装槽的推动弹簧,所述推动弹簧的一端抵接于安装槽的内壁,所述推动弹簧的另一端抵接于联动。
14.通过采用上述技术方案,拆卸时,滑动位于连接槽相对两侧的解锁杆,利用联动杆以带动位于一个联动杆上的多个固定杆同时朝远离连接槽方向滑动,直至固定杆完全脱离固定槽;对模具解除锁定,便可拆卸模具架。此时,联动杆对推动弹簧进行挤压使得推动弹簧发生形变,然后将新的模具插入连接槽内,利用推动弹簧的作用力推动多个固定杆同时朝向固定槽滑动,直至多个固定杆分别插入固定槽,对模具进行夹持固定,该更换方式简单。
15.可选的,当模具插进入连接槽时,所述固定杆设置有用于推动固定杆滑动至固定杆靠近连接槽的一端完全容纳于通槽的抵接斜面。
16.通过采用上述技术方案,安装时,抵接斜面供模具抵接,利用模具将固定杆先退回通槽,以便于将模具插接于连接槽。
17.可选的,所述模具开设有冲压槽,所述模具包括位于冲压槽下方的加强凸块,所述工作台位于连接槽处开设有供定位凸块插接的加强槽。
18.通过采用上述技术方案,冲压槽用于供压力机的冲压机插入,以便于加工板材的边缘。当模具受到冲压头的作用力时,能够利用加强凸块。
19.可选的,所述模具设置有加固筋。
20.通过采用上述技术方案,加固筋用于加强模具的强度。
21.可选的,所述模具外表面设置有氮化钛层。
22.通过采用上述技术方案,氮化钛层具有硬度高、稳定性高等特点,以提高模具的强度。
23.可选的,所述氮化钛层的外表面设置有真空镀钛层。
24.通过采用上述技术方案,真空镀钛层具有很好地具有很好地耐磨性,以提高模具的使用寿命。
25.综上所述,本技术包括以下至少一种有益效果:
26.1.更换模具时,利用解锁杆和联动杆将固定杆朝远离连接槽方向滑动,直至位于模具两侧的固定杆完全脱离固定槽,对模具解锁锁定,便可拆卸模具,然后将新的模具插入连接槽,使得固定槽和固定杆的位置正对应,以便于利用推动弹簧推动联动杆带动固定杆插入固定槽,对新的模具进行夹持,从而具有便于更换模具的效果;
27.2.利用位于模具两侧的联动杆,可同时对多个模具解除锁定,以便于同时更换多个模具。
附图说明
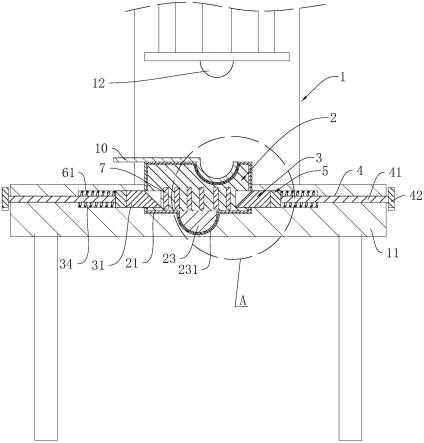
28.图1是本技术本实施例的结构示意图;
29.图2是本技术本实施例模具和夹持件的截面示意图;
30.图3是图2中a处的放大示意图。
31.附图标记说明:1、机体;11、工作台;12、冲压头;2、模具;21、连接槽;22、冲压槽;23、加强凸块;231、加强槽;3、夹持件;31、固定杆;311、抵接斜面;32、固定槽;33、通槽;34、安装槽;4、解锁槽;41、解锁杆;42、转柄;5、连接件;51、联动杆;6、驱动件;61、推动弹簧;7、加固筋;8、氮化钛层;9、真空镀钛层;10、板材。
具体实施方式
32.以下结合附图1-3对本技术作进一步详细说明。
33.本技术实施例公开的一种冲压机用镀钛冲压模具,参照图1,冲压机用镀钛冲压模具包括可拆卸连接于机体1的模具2。机体1包括用于安装模具2的工作台11、位于工作台11正上方位置的冲压头12。工作台11呈矩形状结构,工作台11的顶部开设有连接槽21,供模具2插接。连接槽21的长度方向沿平行于工作台11的长度方向设置,模具2共有三个,且三个模具2沿连接槽21的长度方向等间隔排布于连接槽21。
34.参照图2和图3,当模具2位于连接槽21时,工作台11设置有夹持件3,用于固定模具2。夹持件3也有三个,且夹持件3与模具2一一对应。夹持件3包括两个滑动连接于工作台11的固定杆31,两个固定杆31位于连接槽21相对两侧处,且固定杆31的长度方向沿垂直于连接槽21的长度方向设置。模具2的两侧分别开设有固定槽32,供位于该模具2两侧的固定杆31插接。
35.参照图2和图3,连接槽21的纵向截面呈矩形,位于连接槽21一长边侧的固定杆31有三个,且三个固定杆31等间隔设置。工作台11沿工作台11的长度方向开设有与连接槽21相连通的通槽33,供固定杆31滑动连接。位于连接槽21一长边侧的通槽33有三个,三个通槽33等间隔设置。
36.参照图2和图3,工作台11的内部开设有安装槽34,安装槽34有两个;当模具2位于连接槽21时,以模具2为对称中心,两个安装槽34呈相互对称设置。安装槽34与通槽33远离连接槽21的一端相连通。
37.参照图2和图3,工作台11位于安装槽34处开设有解锁槽4,解锁槽4的一端与安装槽34相连通,解锁槽4的一端贯穿至工作台11的侧壁。解锁槽4滑动连接有解锁杆41,用于推动固定杆31完全脱离固定槽32,以便于拆卸模具2。解锁杆41的数量和安装槽34的数量相同,解锁杆41的长度方向沿平行于工作台11的宽度方向设置。解锁杆41靠近工作台11侧壁的一端焊接有转柄42,用于滑动解锁杆41。
38.参照图2和图3,解锁杆41和固定杆31之间设置有连接件5,连接件5为螺纹连接于解锁杆41的联动杆51。联动杆51有两个,当模具2位于连接槽21时,以模具2作为对称中心,两个联动杆51呈相互对称设置。联动杆51的长度方向沿平行于连接槽21的长度方向设置,联动杆51滑动连接于安装槽34,且联动杆51完全容纳于安装槽34。位于连接槽21同一长边侧的三个固定杆31连接于联动杆51的侧壁,且该三个固定杆31沿联动杆51的长度方向等间隔设置。
39.参照图2和图3,工作台11位于安装槽34内设置有驱动件6,用于驱动固定杆31插入固定槽32。驱动件6为套设于解锁杆41的推动弹簧61,推动弹簧61完全容纳于安装槽34。推动弹簧61的数量和解锁杆41的数量相同。安装时,推动弹簧61的一端抵接于安装槽34的远
离连接槽21的一侧内壁,推动弹簧61的另一端抵接于联动杆51远离连接槽21的一侧壁。在其他实施例中,驱动件6还能采用具有弹性的橡胶块或塑胶块等。
40.参照图2和图3,为便于将模具2插入连接槽21,固定杆31远离联动杆51的一端设置有抵接斜面311,供模具2抵接。抵接斜面311由连接槽21所在侧朝向安装槽34所在侧呈斜向上设置,以便于利用模具2将固定杆31推入通槽33,从而将模具2插接于连接槽21。
41.参照图2和图3,此外,模具2的顶部开设有冲压槽22,供冲压头12插入。加工时,将板材10放置于模具2的顶部,且板材10待加工的部分位于冲压槽22的正上方位置。然后将冲压头12沿竖直方向向下插入冲压槽22,便可对板材10的边缘进行压弯处理。
42.参照图2和图3,模具2还包括连接于模具2底部的加强凸块23,加强凸块23位于模具2偏冲压槽22的位置,用于加强模具2位于冲压槽22下方部分的强度。连接槽21的底壁开设有加强槽231,供加强凸块23插接,在安装模具2时,还能利用加强凸块23进行定位安装。
43.参照图2和图3,为进一步加强模具2本身的强度,模具2位于冲压槽22的下方位置安装有加固筋7,加固筋7有多个且间隔设置于模具2的内部,加固筋7和模具2采用一体浇筑成型制成。加固筋7的长度方向沿竖直方向设置,以承接冲压头12施加于冲压槽22的作用力。
44.参照图2和图3,为了进一步加强模具2的强度,模具2的外表面设置有氮化钛层8。在生产加工模具2时,采用化学气相沉积法将氮离子和钛离子镀制于模具2表面,形成包覆于模具2外表面的氮化钛膜;使得模具2具有很高的硬度和耐高温性等特点,以提高模具2的使用寿命。
45.参照图2和图3,另外,氮化钛层8的外表面设置有真空镀钛层9。在生产加工模具2时,在真空的环境下采用弧光放电,将阴极钛靶作为蒸发源;通过钛靶与阳极机体1之间的弧光放电,使钛靶材蒸发并形成离子体;产生的离子体高速向模具2上运动,在模具2的表面进行沉积形成真空钛膜,从而制成真空镀钛层9。将真空镀钛层9镀制且包覆于氮化钛层8的表面,能够使得模具2具有很好地耐磨损性和抗腐蚀性等特点。
46.本技术实施例一种冲压机用镀钛冲压模具的实施原理为:当需要更换模具2时,利用位于连接槽21两侧的解锁杆41滑动联动杆51,以带动固定杆31朝远离固定槽32方向滑移,直至固定杆31完全脱离固定槽32,对模具2解除锁定,便可拆卸模具2。
47.接着将新的模具2插入连接槽21,利用模具2抵接于抵接斜面311,使得固定杆31朝向安装槽34滑移,以便于将模具2插接于连接槽21。此时,联动杆51对推动弹簧61进行挤压使得推动弹簧61发生形变。当模具2插入连接槽21至固定槽32和通槽33的位置正对应时,固定杆31在推动弹簧61的作用下插入固定槽32,对模具2进行夹持固定,便可完成模具2的更换,该更换方式简单,具有便于更换模具2的效果。
48.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1