一种飞行器控制舱体数铣快换夹具的制作方法
1.本实用新型涉及一种夹具,具体涉及一种飞行器控制舱体数铣快换夹具。
背景技术:
2.该飞行器控制舱体加工要求高,传统工艺需要求每件单独打表调校找正,对操作工人的技术水平要求较高,同时,因为单件调校时间长,装夹时间对设备利用率会较大影响,工人的劳动强度高,产量需求大时需要配备更多熟练的技术工人,产品质量也严重依赖于工人的技术水平,不利于适应现代快速高效高质量自动化的生产需求,在这种背景下,急切需要一种能不依赖于工人又那能快速高效适应自动化生产线的工艺和夹具系统,在这种背景下研发出了该实用新夹具系统,很好地解决了效率和品质的问题。
技术实现要素:
3.为解决上述问题,本实用新型提出了一种飞行器控制舱体数铣快换夹具。
4.本实用新型的技术方案:
5.一种飞行器控制舱体数铣快换夹具,所述夹具包括飞行器控制舱体零点快换母板机构、飞行器控制舱体零点快换子板机构、工件夹持夹紧定位结构,飞行器控制舱体零点快换母板机构安装在数控铣床的工作台上,飞行器控制舱体零点快换子板安装在飞行器控制舱体零点快换母板机构上,工件夹持夹紧定位结构安装在飞行器控制舱体零点快换子板机构上;
6.所述工件夹持夹紧定位结构包括定位块、中心拉杆座、拉杆、压盖、端盖小压板、端盖大螺母,所述定位块、中心拉杆座均固定连接在飞行器控制舱体零点快换子板机构上,所述定位块位于中心拉杆座外侧,所述拉杆固定连接中心拉杆座上,所述拉杆上端穿过中心拉杆座伸出、下端穿过中心拉杆座伸出并与飞行器控制舱体零点快换子板机构固定连接,压盖套在拉杆上端,端盖小压板铰接在压盖上,其侧壁开口,端盖大螺母套在拉杆上端,与拉杆螺纹连接,位于端盖小压板上方;
7.飞行器控制舱体坯料罩在工件夹持夹紧定位结构上,其下端定位并卡在定位块上端外周的台阶上,压盖于飞行器控制控制舱体坯料内,压在飞行器控制控制舱体坯料上,端盖小压板卡在拉杆上,端盖大螺母拧紧并压在端盖小压板上,压紧压盖,压盖与定位块夹持固定飞行器控制控制舱体坯料。
8.压盖下端设置有开口,拉杆上固定连接有圆柱销,压盖上下移动,圆柱销伸入或退出压盖下端的开口,圆柱销伸入压盖下端的开口内,构成压盖的止转限位。
9.定位块为圆盘,其外周分布设置有若干弧口。
10.压盖外周具有四个压块,四个压块一一对应压在飞行器控制舱体坯料内凸块上。
11.压盖上均匀分布设置有三个圆孔,压盖上还对称安装有两个吊环螺栓。
12.定位块与飞行器控制舱体零点快换子板机构之间安装有若干定位销、若干角向定位销,通过定位销、角向定位销定位。
13.夹具还包括托盘侧板,托盘侧板固定连接在飞行器控制舱体零点快换子板机构侧,作为飞行器控制舱体零点快换子板机构的起重和快速定位夹紧机构。
14.通过设置在飞行器控制舱体零点快换子板机构下底面上的定位销钉与设置在飞行器控制舱体零点快换母板机构上端面上定位夹紧油缸配合连接,锁紧、定位飞行器控制舱体零点快换子板机构、工件夹持夹紧定位结构和飞行器控制舱体坯料整体;实现快速定位、锁紧,这样,通过一套母板机构对应一套或多套子板机构,可以实施快速精准互换。
15.本实用新型,设计合理,结构简单,具备如下有益效果:
16.该夹具装夹简单可靠,同时具备防错功能,不需要工人每件调校,减少了熟练工人数量的配置,减轻了工人的劳动强度,节省了工厂人力成本开支和对熟练技术工人的依赖,同时使得加工效率得到提升,加工品质得到保障,减少了不良和报废品的比例,减少了昂贵毛坯报废的浪费,夹具具备良好的排屑功能,能很好适应于自动化生产线连续。
附图说明
17.图1是飞行器控制舱体数铣快换夹具立体图(夹装控制舱体坯料)。
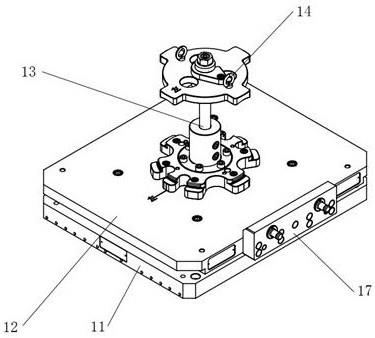
18.图2是飞行器控制舱体数铣快换夹具立体图(未夹装控制舱体坯料)。
19.图3是飞行器控制舱体数铣快换夹具俯视图(夹装控制舱体坯料)。
20.图4是图3中a-a方向剖面示意图。
21.图5是图4中b-b方向剖面示意图。
22.图中 夹具1,飞行器控制舱体零点快换母板机构11,飞行器控制舱体零点快换子板机构12,工件夹持夹紧定位结构13、定位块131、中心拉杆座132、拉杆133、压盖134、端盖小压板135、端盖大螺母136、圆柱销137,吊环螺栓14,定位销15,角向定位销16,托盘侧板17;飞行器控制舱体坯料2。
具体实施方式
23.如图1-5所示,一种飞行器控制舱体数铣快换夹具,夹具1包括飞行器控制舱体零点快换母板机构11、飞行器控制舱体零点快换子板机构12、工件夹持夹紧定位结构13,飞行器控制舱体零点快换母板机构11安装在数控铣床的工作台上,飞行器控制舱体零点快换子板机构12安装在飞行器控制舱体零点快换母板机构11上;工件夹持夹紧定位结构13包括定位块131、中心拉杆座132、拉杆133、压盖134、端盖小压板135、端盖大螺母136,定位块131、中心拉杆座132均固定连接在飞行器控制舱体零点快换子板机构12上,定位块131位于中心拉杆座132外侧,拉杆133固定连接中心拉杆座132上,拉杆133上端穿过中心拉杆座132伸出、下端穿过中心拉杆座132伸出并与飞行器控制舱体零点快换子板机构12固定连接,压盖134套在拉杆133上端,端盖小压板135铰接在压盖134上,其侧壁开口,端盖大螺母136套在拉杆133上端,与拉杆133螺纹连接,位于端盖小压板135上方;控制舱体坯料2罩在工件夹持夹紧定位结构13上,其下端定位并卡在定位块131上端外周的台阶上,压盖134于控制舱体坯料2内,压在控制舱体坯料2上,端盖小压板135卡在拉杆133上(拉杆133伸入端盖小压板135侧壁的开口内),端盖大螺母136拧紧并压在端盖小压板135上,压紧压盖134,压盖134与定位块131夹持固定控制舱体坯料2;压盖134下端设置有开口,拉杆133上固定连接有圆柱销137,压盖134上下移动,圆柱销137伸入或退出压盖134下端的开口,圆柱销137伸入压盖
134下端的开口内,构成压盖134的止转限位;定位块131为圆盘,其外周分布设置有若干弧口;压盖134外周具有四个压块,四个压块一一对应压在控制舱体坯料2内凸块上;压盖134上均匀分布设置有三个圆孔,压盖134上还对称安装有两个吊环螺栓14;定位块131与飞行器控制舱体零点快换子板机构12之间安装有若干定位销15、若干角向定位销16,通过定位销15、角向定位销16定位;夹具1还包括托盘侧板17,托盘侧板17固定连接在飞行器控制舱体零点快换子板机构12侧;通过设置在飞行器控制舱体零点快换子板机构12下底面上的定位销钉与设置在飞行器控制舱体零点快换母板机构11上端面上定位夹紧油缸配合连接,锁紧、定位飞行器控制舱体零点快换子板机构12、工件夹持夹紧定位结构13和飞行器控制舱体坯料2整体。
24.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1