一种弧形焊缝半自动化焊接用工装的制作方法
1.本实用新型属于建筑结构技术领域,具体涉及一种弧形焊缝半自动化焊接用工装。
背景技术:
2.y型柱在进行翼缘板的焊接时,由于焊缝成弧形,且该构件向外伸展,采用传统门式埋弧自动焊接机,无法进行该类h型钢的焊接工序;采用人工焊接,填充材料利用率低,成本提高,且耗费时间,影响构件完成效率,因此提出一种弧形焊缝半自动化焊接用工装。
技术实现要素:
3.本实用新型目的在于解决现有技术中存在的上述技术问题,提供一种弧形焊缝半自动化焊接用工装,在半自动埋弧焊机本体上设置限位装置和调节装置,调节装置调节限位装置的高度,便于限位装置夹持翼板,限位装置的夹持距离可调,使得限位装置夹紧翼板,上述设置将半自动埋弧焊机本体定位在翼板和腹板的连接处,解决了弧形翼缘板焊接的困难,在运行时限位装置和调节装置带动半自动埋弧机本体前行,半自动埋弧机本体顺着翼板的方向,对准翼板和腹板的连接处进行焊接。
4.为了解决上述技术问题,本实用新型采用如下技术方案:
5.一种弧形焊缝半自动化焊接用工装,包括:半自动埋弧焊机本体,半自动埋弧焊机本体设有限位装置和调节装置,调节装置连接限位装置,调节限位装置的上下高度,h型钢包括翼板和腹板,限位装置的夹持距离根据翼板厚度可调节,使限位装置限位在翼板上,当半自动埋弧焊机本体顺着翼板移动,半自动埋弧焊机本体对准翼板和腹板的连接处进行焊接。调节装置和限位装置的可调节性,适配各种型号h型钢。调节限位装置的高度和夹持距离,使得半自动埋弧焊机本体的喷口对准翼板和腹板的连接处,简化了人工的难度,节省人工操作的时间,同时填充均匀,焊缝严密,提高了焊接作业的效率。
6.进一步,调节装置包括垂直杆和齿轮调节件,垂直杆上设置第一齿条,齿轮调节件连接限位装置,齿轮调节件包括第一限位件和可旋转的齿轮,齿轮旋转连接在第一限位件上,第一限位件限位在垂直杆上活动,使齿轮和第一齿条保持相互啮合,当齿轮转动,齿轮顺着第一齿条向上或者向下移动,当齿轮不转动,相互啮合的齿轮和第一齿条产生静摩擦,进而使得限位装置静止。利用齿轮和第一齿条的啮合运动,在通常情况下齿轮受到的阻力比动力大,齿轮静止不动,在外力推动下,齿轮转动,沿着第一齿条上下运动,满足了限位装置调节高度的需求。
7.进一步,齿轮设有第一旋转轴,第一旋转轴固定有把手。一般情况下推动齿轮面就能够使得齿轮转动,但是把手满足操作需求,使得推动齿轮转动更加便捷。
8.进一步,第一限位件折弯,包围垂直杆;第一限位件两端呈不闭合的半开放状,第一限位件两端设有调节螺纹柱和齿轮,第一限位件和调节螺纹柱通过螺纹连接。调节螺纹柱与第一限位件通过螺纹连接,使得第一限位件对垂直杆的包围的松紧状态可调节,进而
使得齿轮和第一齿条的啮合状态,不会过于贴合,使得齿轮无法转动,也不会过于松,使得齿轮只能转动或者与第一齿条没有摩擦力。
9.进一步,限位装置包括第一滚轮装置和第二滚轮装置,第一滚轮装置和第二滚轮装置可调节连接,调节相对位置,第一滚轮装置包括第一滚轮,第二滚轮装置包括第二滚轮,当第一滚轮装置和第二滚轮装置根据翼板厚度调节相对位置,使第一滚轮和第二滚轮抵在翼板两侧板面。可调节相对距离的第一滚轮装置和第二滚轮装置,改变第一滚轮和第二滚轮的夹持距离,适用于不同型号的h型钢翼板的夹持。分别设置第一滚轮和第二滚轮,减小限位装置对于翼板的摩擦力,促进焊接的整体效率。
10.进一步,第二滚轮装置设有移动板,第一滚轮装置设有第二限位件,第二限位件连接移动板,限制在移动板上运动,第二限位件设有活动连接的翻板,翻板设有第二齿条,移动板设有第三齿条,当翻板活动至第二齿条和第三齿条相互啮合的位置,翻板阻止移动板和第二限位件的相对运动,反之则允许移动板和第二限位件的相对运动。通过该设置使得第一滚轮装置和第二滚轮装置的相对距离可调节,使得第一滚轮和第二滚轮根据不同型号h型钢翼板的厚度夹持。
11.进一步,第二滚轮装置设有第二旋转轴和电机,电机包括转轴,第二滚轮穿过第二旋转轴,第二旋转轴连接转轴。设置电机,使得第二滚轮自动转动,第二滚轮带动其他的滚轮一起转动,使得该装置更加省心省力。
12.进一步,第二滚轮装置设有从动轮,从动轮和第二滚轮的滚轮面在同一平面,当时第二滚轮贴合在h型钢翼板板面上时,从动轮也贴合在h型钢翼板板面上。
13.进一步,调节装置设有连接螺纹柱,半自动埋弧焊机本体设有螺纹孔,连接螺纹柱通过螺纹连接固定在螺纹孔内。
14.进一步,调节装置设有移动件,移动件在腹板板面上,使调节装置进行移动。移动件减少调节装置与腹板的摩擦力,使得整体装置的移动更快捷。
15.本实用新型由于采用了上述技术方案,具有以下有益效果:
16.本实用新型使半自动埋弧焊机本体设有限位装置和调节装置,适用于不同型号的h型钢翼板和腹板的焊接,主要解决了弧形的h型钢在焊接时候的困难,但该设置还能够适用其他形状的h型钢,适用范围广泛,实用性强。
17.该装置使用半自动的方式,提高了焊接的效率,也节约时间成本和材料成本。同时该装置拆装方便,操作简单,容易学习。
附图说明
18.下面结合附图对本实用新型作进一步说明:
19.图1为本实用新型在h型钢上具体使用时的结构示意图;
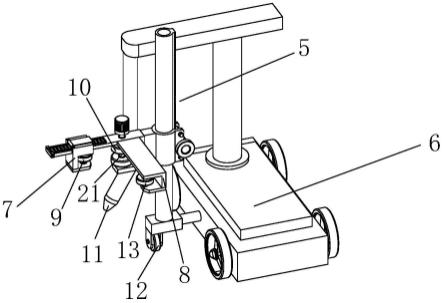
20.图2为本实用新型的结构示意图;
21.图3为本实用新型中限位装置的结构示意图;
22.图4为本实用新型中调节装置的结构示意图。
23.图中,1-翼板;2-腹板;3-连接处;4-限位装置;5-调节装置;6-半自动埋弧焊机本体;7-第一滚轮装置7;8-第二滚轮装置;9-第一滚轮;10-第二滚轮;11-喷口;12-移动件;13-从动轮;14-翻板;15-第二限位件;16-卡块;17-第二齿条;18-第三齿条;19-电机;20-转
轴;21-第二旋转轴;22-垂直杆;23-第一齿条;24-第一限位件;25-把手;26-齿轮;27-调节螺纹柱;28-连接螺纹柱;29-第一旋转轴;30-移动板。
具体实施方式
24.如图1至图4所示,为本实用新型一种弧形焊缝半自动化焊接用工装,包括:半自动埋弧焊机本体6,半自动埋弧焊机本体6设有限位装置4和调节装置5,调节装置5连接限位装置4,调节限位装置4的上下高度,h型钢包括翼板1和腹板2,限位装置4的夹持距离根据翼板1厚度可调节,使限位装置4限位在翼板1上而不脱离,当半自动埋弧焊机本体6顺着翼板1移动时,半自动埋弧焊机本体6对准翼板1和腹板2的连接处3进行焊接。调节装置5和限位装置4的可调节性,适配各种型号h型钢。调节限位装置4的高度和夹持距离,使得半自动埋弧焊机本体6的喷口11对准翼板1和腹板2的连接处3,简化了人工的难度,节省人工操作的时间,同时填充均匀,焊缝严密,提高了焊接作业的效率。
25.调节装置5包括垂直杆22和齿轮调节件,垂直杆22上设置第一齿条23,齿轮调节件连接限位装置4,齿轮调节件包括第一限位件24和可旋转的齿轮26,齿轮26旋转连接在第一限位件24上,第一限位件24限位在垂直杆22上活动,使齿轮26和第一齿条23保持相互啮合,当齿轮26转动时,齿轮26顺着第一齿条23向上或者向下移动,当齿轮26不转动时,相互啮合的齿轮26和第一齿条23产生静摩擦,进而使得限位装置4静止。利用齿轮26和第一齿条23的啮合运动,在通常情况下齿轮26受到的阻力为静摩擦,齿轮26静止不动,在外力推动下,齿轮26转动,沿着第一齿条23上下运动,满足了限位装置4调节高度的需求。
26.齿轮26设有第一旋转轴29,第一旋转轴29固定有把手25。一般情况下推动齿轮面就能够使得齿轮26转动,但是把手25满足操作需求,使得推动齿轮26转动更加便捷。
27.第一限位件24折弯,包围垂直杆22;第一限位件24两端呈不闭合的半开放状,第一限位件24两端设有调节螺纹柱27和齿轮26,第一限位件24和调节螺纹柱27通过螺纹连接。调节螺纹柱27与第一限位件24通过螺纹连接,第一限位件24对垂直杆22的包围的松紧状态可调节,使得齿轮26和第一齿条23的啮合状态,不会过于贴合,使得齿轮26无法转动;啮合状态也不会过于松,使得齿轮26只能转动或者与第一齿条23没有摩擦力
28.限位装置4包括第一滚轮装置7和第二滚轮装置8,第一滚轮装置7和第二滚轮装置8可调节连接,调节相对位置,第一滚轮装置7包括第一滚轮9,第二滚轮装置8包括第二滚轮10,当第一滚轮装置7和第二滚轮装置8根据翼板1厚度调节相对位置,使第一滚轮9和第二滚轮10抵在翼板1两侧板面。可调节相对距离的第一滚轮装置7和第二滚轮装置8,改变第一滚轮9和第二滚轮10的夹持距离,适用于不同型号的h型钢翼板1的夹持。分别设置第一滚轮9和第二滚轮10,减小限位装置4对于翼板1的摩擦力,促进焊接的整体效率。
29.第二滚轮装置8设有移动板30,第一滚轮装置7设有第二限位件15,第二限位件15连接移动板30,限制在移动板30上运动,第二限位件15设有活动连接的翻板14,翻板14设有第二齿条17,移动板30设有第三齿条18,当翻板14活动至第二齿条17和第三齿条18相互啮合的位置,翻板14阻止移动板30和第二限位件15的相对运动,反之则允许移动板30和第二限位件15的相对运动。通过该设置使得第一滚轮装置7和第二滚轮装置8的相对距离可调节,使得第一滚轮9和第二滚轮10根据不同型号h型钢翼板1的厚度夹持。第二限位件15设置限位滑槽,滑槽两端贯通,穿过移动板30,使得第二限位件15限制在移动板30上移动,滑槽
上方设置卡块16,卡块16抵住移动板30避免第二限位件15因为重力影响脱离移动板30。移动板30在翻板14和限位滑槽之间,当第二限位件15需要滑动时,将翻板14翻转,使得第二齿条17和第三齿条18不相互啮合。当第二限位件15需要固定时,翻板14翻转至贴合移动板30的位置,第二齿条17和第三齿条18相互啮合。
30.第二滚轮装置8设有第二旋转轴21和电机19,电机19包括转轴20,第二滚轮10穿过第二旋转轴21,第二旋转轴21连接转轴20。设置电机19,使得第二滚轮10自动转动,第二滚轮10带动其他的滚轮一起转动,使得该装置更加省心省力。
31.第二滚轮装置设有从动轮13,从动轮13和第二滚轮10的滚轮面在同一平面,当时第二滚轮10贴合在h型钢翼板1板面上时,从动轮13也贴合在h型钢翼板1板面上。
32.调节装置5设有连接螺纹柱28,半自动埋弧焊机本体6设有螺纹孔,连接螺纹柱28通过螺纹连接固定在螺纹孔内。
33.调节装置5设有移动件12,移动件12在腹板2板面上,使调节装置5进行移动。移动件12减少调节装置5与腹板2的摩擦力,使得整体装置的移动更快捷。
34.以上仅为本实用新型的具体实施例,但本实用新型的技术特征并不局限于此。任何以本实用新型为基础,为解决基本相同的技术问题,实现基本相同的技术效果,所作出的简单变化、等同替换或者修饰等,皆涵盖于本实用新型的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1