一种铝板分切装置的制作方法
1.本实用新型涉及铝板加工技术领域,具体为一种铝板分切装置。
背景技术:
2.铝板是把厚度在0.2mm以上至500mm以下、200mm宽度以上、长度16m以内的铝材料称之为铝板材或者铝片材,0.2mm以下为铝材、200mm宽度以内为排材或者条材,铝板是指用铝锭轧制加工而成的矩形板材,分为纯铝板、合金铝板、薄铝板、中厚铝板和花纹铝板,应用在照明灯饰、太阳能反射片、建筑外观、室内装潢、家具、电梯、标牌、汽车内外装饰、室内装饰品、家用电器、航空航天以及军事方面、机械零件加工、模具制造、化工/保温管道包覆和优质船板,用途广泛。
3.在铝板加工过程中,一般会将铝板收卷存放,节约占用空间,而后会通过分切装置将铝板加工形成使用者需求长度,而现有的分切装置不具备预先整平的功能,收卷的铝板原料具有一定弧度,影响分切精度,且无法调节送料长度,不能灵活调整铝板分切长度,降低了分切装置的实用性。
技术实现要素:
4.本实用新型的目的在于提供一种铝板分切装置,具备预先整平和可调长度的优点,解决了现有的分切装置不具备预先整平的功能,收卷的铝板原料具有一定弧度,影响分切精度,且无法调节送料长度,不能灵活调整铝板分切长度,降低了分切装置实用性的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种铝板分切装置,包括工作台,所述工作台表面的左侧焊接有连接架,所述连接架的表面活动安装有原料辊,所述工作台表面的左侧固定安装有第一导向辊,所述工作台表面的左侧焊接有整平框,所述整平框顶部的中心处螺纹安装有丝杆,所述丝杆的底部通过轴承活动安装有安装板,所述安装板底部的左侧固定安装有第二导向辊,所述安装板底部的右侧焊接有辅助板,所述辅助板的底部活动镶嵌有滚珠,所述工作台表面的右侧固定安装有分切组件,所述工作台正表面和背表面的右侧均固定安装有固定夹持组件,所述工作台的正表面和背表面且位于固定夹持组件的左侧固定安装有调节组件。
6.优选的,所述工作台的底部焊接有支脚,所述工作台顶部的右侧开设有切刀槽,所述滚珠的表面与辅助板的连接处间隙配合。
7.优选的,所述丝杆表面的顶部固定套设有推杆,所述安装板顶部的前后两侧均焊接有竖杆,竖杆的顶部贯穿至整平框的顶部并与整平框滑动接触。
8.优选的,所述滚珠的数量为若干个且均匀分布在辅助板的底部,所述滚珠底部所处的水平面与第二导向辊底部所处的水平面为同一平面。
9.优选的,所述分切组件包括安装架,所述安装架的表面与工作台的连接处焊接,所述安装架顶部的中心处通过螺栓固定连接有液压缸,所述液压缸的输出端固定安装有分切
刀。
10.优选的,所述调节组件包括连接板,所述连接板的表面与工作台的连接处焊接,所述连接板的顶部通过螺丝固定安装有激光测距传感器,所述连接板的右侧通过螺栓固定安装有伺服电机,所述伺服电机的输出端销连接有螺杆,所述螺杆的表面螺纹套设有移动夹持组件,所述移动夹持组件与固定夹持组件结构相同。
11.优选的,所述移动夹持组件包括固定架,所述固定架的表面与螺杆的连接处螺纹连接,所述固定架的顶部通过螺栓固定连接有小型气缸,所述小型气缸的输出端固定安装有压板。
12.与现有技术相比,本实用新型的有益效果如下:
13.本实用新型通过螺杆、激光测距传感器、连接板、伺服电机、固定夹持组件、分切刀、液压缸、安装架、整平框、第二导向辊、滚珠、辅助板、安装板、丝杆、压板、小型气缸和固定架配合使用,解决了现有的分切装置不具备预先整平的功能,收卷的铝板原料具有一定弧度,影响分切精度,且无法调节送料长度,不能灵活调整铝板分切长度,降低了分切装置实用性的问题。
附图说明
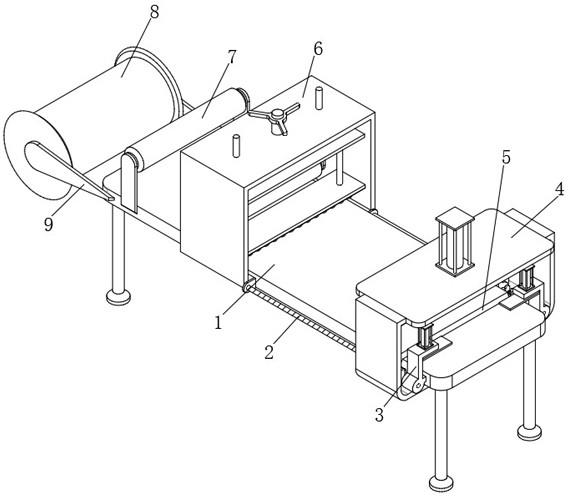
14.图1为本实用新型结构立体示意图;
15.图2为本实用新型局部结构仰视立体图;
16.图3为本实用新型分切组件与调节组件分离时立体示意图;
17.图4为本实用新型调节组件与移动夹持组件安装时立体示意图。
18.图中:1工作台、2调节组件、21螺杆、22激光测距传感器、23连接板、24伺服电机、3固定夹持组件、4分切组件、41分切刀、42液压缸、43安装架、5切刀槽、6整平框、7第一导向辊、8原料辊、9连接架、10第二导向辊、11滚珠、12辅助板、13安装板、14丝杆、15移动夹持组件、151压板、152小型气缸、153固定架。
具体实施方式
19.请参阅图1-图4,一种铝板分切装置,包括工作台1,工作台1表面的左侧焊接有连接架9,通过设置连接架9,能够满足原料辊8放置安装需求,连接架9的表面活动安装有原料辊8,工作台1表面的左侧固定安装有第一导向辊7,工作台1表面的左侧焊接有整平框6,整平框6顶部的中心处螺纹安装有丝杆14,丝杆14的底部通过轴承活动安装有安装板13,通过设置安装板13和丝杆14,能够在丝杆14不断转动时,与整平框6螺纹配合,进而使得安装板13稳定向下位移,灵活调整第二导向辊10和滚珠11与工作台1之间的距离,满足不同厚度的铝板,安装板13底部的左侧固定安装有第二导向辊10,通过设置第一导向辊7和第二导向辊10,能够对原料辊8传导引出的铝板进行导向,提高铝板输送稳定性,安装板13底部的右侧焊接有辅助板12,辅助板12的底部活动镶嵌有滚珠11,工作台1表面的右侧固定安装有分切组件4,工作台1正表面和背表面的右侧均固定安装有固定夹持组件3,工作台1的正表面和背表面且位于固定夹持组件3的左侧固定安装有调节组件2;
20.工作台1的底部焊接有支脚,工作台1顶部的右侧开设有切刀槽5,通过设置切刀槽5,能够为分切刀41提供收纳空间需求,防止工作台1存在对分切刀41下移分切造成影响,滚
珠11的表面与辅助板12的连接处间隙配合;
21.丝杆14表面的顶部固定套设有推杆,安装板13顶部的前后两侧均焊接有竖杆,竖杆的顶部贯穿至整平框6的顶部并与整平框6滑动接触,通过设置竖杆,能够对安装板13上下位移起到导向的作用,提高安装板13位移稳定性;
22.滚珠11的数量为若干个且均匀分布在辅助板12的底部,通过设置滚珠11和辅助板12,能够在工作时对铝板表面进行压平处理,且满足铝板向右位移输送需求,滚珠11底部所处的水平面与第二导向辊10底部所处的水平面为同一平面;
23.分切组件4包括安装架43,安装架43的表面与工作台1的连接处焊接,安装架43顶部的中心处通过螺栓固定连接有液压缸42,液压缸42的输出端固定安装有分切刀41;
24.调节组件2包括连接板23,连接板23的表面与工作台1的连接处焊接,连接板23的顶部通过螺丝固定安装有激光测距传感器22,通过设置激光测距传感器22,能够实时检测与固定架153之间的距离,连接板23的右侧通过螺栓固定安装有伺服电机24,伺服电机24的输出端销连接有螺杆21,螺杆21的表面螺纹套设有移动夹持组件15,移动夹持组件15与固定夹持组件3结构相同,通过设置固定夹持组件3和移动夹持组件15,能够在工作时,对铝板左右两侧进行稳定夹持,进而方便分切刀41对铝板进行整齐分切;
25.移动夹持组件15包括固定架153,固定架153的表面与螺杆21的连接处螺纹连接,通过设置螺杆21和固定架153,能够起到螺纹传动的作用,在伺服电机24驱动下,使得固定架153稳定左右位移,固定架153的顶部通过螺栓固定连接有小型气缸152,小型气缸152的输出端固定安装有压板151。
26.使用时,各部件均处于初始状态,装置中各个电器均由外设控制器控制,首先工作人员预先将原料辊8表面铝板拉出,并依次经过第一导向辊7、第二导向辊10和滚珠11,使得铝板的右端与分切刀41所在位置对齐,然后正转丝杆14,在整平框6表面螺纹配合下,使得安装板13稳定下移,直至第二导向辊10的底部和滚珠11的底部与铝板的顶部接触,铝板的底部与工作台1的顶部接触,此种状态下,当铝板向右位移时,则被滚珠11压持整平,防止弯曲铝板影响分切精度,分切加工时,首先预设激光测距传感器22检测距离值,控制伺服电机24工作,使得螺杆21正转带动移动夹持组件15向左位移,直至固定架153与激光测距传感器22之间距离到达预设值,激光测距传感器22发出信号,使得外设控制器自动控制伺服电机24停止和小型气缸152伸出,进而使得压板151下移对铝板进行夹持,此种夹持状态下,铝板为可滑动状态,然后控制伺服电机24复位工作,使得移动夹持组件15向右位移复位,进而带动铝板向右滑动,直至激光测距传感器22检测到距离达到初始值,激光测距传感器22发出信号,外设控制器自动控制伺服电机24停止,然后工作人员同时控制移动夹持组件15和固定夹持组件3内小型气缸152工作,使得压板151稳定下移将铝板两侧稳定夹持在工作台1上,此种夹持状态下,铝板无法左右滑动,并控制液压缸42伸出工作,带动分切刀41下移将铝板进行分切,重复上述过程,即可将原料辊8表面缠绕的铝板进行定距分切,当需要调整分切长度时,只需调整激光测距传感器22检测预设值即可。
27.综上所述:该铝板分切装置,通过螺杆21、激光测距传感器22、连接板23、伺服电机24、固定夹持组件3、分切刀41、液压缸42、安装架43、整平框6、第二导向辊10、滚珠11、辅助板12、安装板13、丝杆14、压板151、小型气缸152和固定架153配合使用,解决了现有的分切装置不具备预先整平的功能,收卷的铝板原料具有一定弧度,影响分切精度,且无法调节送
料长度,不能灵活调整铝板分切长度,降低了分切装置实用性的问题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1