一种建筑施工用弧形梁模板加工设备的制作方法
1.本实用新型涉及建筑工程技术领域,具体涉及一种建筑施工用弧形梁模板加工设备。
背景技术:
2.随着社会经济水平的迅猛增长,现代建筑设计对造型、美观的要求越来越高,往往建筑物独特造型就能成为城市中一道靓丽的风景。其中弧形曲线建筑物以其外形柔和、轻松、活泼、视觉感官良好等特点,已经成为建筑物不可或缺的活跃因素,因此各类建筑物中使用弧形结构的情况也日益增多。
3.然而现有施工技术中,弧形曲线建筑物的施工较为复杂,模板分项工程从放样、设计、制作到安装工艺繁琐,轴线控制难度大,精度要求高,结构及构件曲率难以控制。且施工时常采用传统的木模支撑方式,模板弯曲、加固难度大,损耗率高、易变形,质量难以保证。
4.申请号为cn202023246269.8的专利文献公开了一种现浇混凝土弧形梁,该方案包括钢底模、钢侧模、钢筋笼及对拉杆,并具体公开了各部件的连接关系。其中钢侧模是构成弧形梁弧形面的模板构件,其制作质量直接关系到弧形梁的弧形面的成型是否合乎工艺标准,然而,该对比文件并没有公开钢侧模的现场制作方法。
5.现有的标准弧形梁钢模板多通过工厂制备成型,施工单位依据建筑结构的图纸定制该模板经济成本高,如果能开发一种可现场制作弧形梁侧模板的设备,则不但可保障工程质量,还可大幅度降低施工成本。
技术实现要素:
6.本实用新型提供了一种建筑施工用弧形梁模板加工设备,目的是通过该设备现场制作出符合施工标准的弧形模板,该弧形模板直接关系到弧形梁的弧形面的浇铸成形,不但降低了企业的施工成本,也提高了弧形梁的施工质量。
7.为解决上述问题,本实用新型技术方案为:
8.一种建筑施工用弧形梁模板加工设备,包括相互配合使用的检测装置和成型装置;
9.所述的检测装置包括底座及固定设于底座上表面的控制盒,所述的控制盒内设有相互电性连接的蓄电池和控制器,在控制盒的顶端中心处固定连接有沿纵向设置的圆轴,所述的圆轴外表面转动连接有套环,所述的套环的外表面沿圆轴的径向固定连接有安装座,所述的安装座的端部固定安装有激光测距传感器,所述的控制盒顶端还设有显示屏,所述的激光测距传感器通过导线与控制器信号连接,所述的控制器通过导线与显示屏电性连接;
10.所述的成型装置包括底板,所述的底板的上表面并排均匀分布有若干滑套,所述的滑套内滑动连接有滑块,所述的滑套上端沿长度方向设有贯通槽,所述的滑块的上表面与贯通槽相对的位置沿滑块的长度方向均匀分布有若干螺纹孔,在滑套的一端所在的底板
上表面固定设有第一电动推杆;
11.所述的第一电动推杆的固定端与底板上表面固定连接,伸缩端可滑动的贯穿滑套内表面,并与滑块的端部固定连接,在第一电动推杆的带动下,滑块在滑套内来回移动;所述的螺纹孔还配置有定位杆及转动连接于定位杆外表面的套筒,所述的定位杆的底端设有与螺纹孔适配的外螺纹;所述的控制盒为圆柱形结构,在控制盒的上表面同轴设有环形滑槽。
12.优选的,所述的安装座的下表面通过设于环形滑槽内的滑块与环形滑槽滑动连接,所述的控制盒的上表面外缘还设有用以标识激光测距传感器旋转角度的刻度线。
13.优选的,所述的底座的下表面设有支撑腿,在底座下表面的中心处设有垂直向下安装的激光发射器,所述的激光发射器发射的激光束与控制盒同轴,所述的控制器通过导线与激光发射器电性连接。
14.优选的,在初始状态下,各个第一电动推杆的伸缩量相同,若干螺纹孔呈矩阵排列;同一个滑块上,相邻的2个螺纹孔螺接定位杆、并在定位杆外套好套筒后,相邻的2个套筒之间的距离与用于制备弧形模板的钢板的厚度相配,所述的套筒内表面与定位杆外表面间隙配合。
15.优选的,所述的底板上表面两端还分别设有直线滑槽,所述的直线滑槽内滑动连接有安装块,所述的安装块上表面固定设有第二电动推杆,所述的第二电动推杆与第一电动推杆同向设置,且第二电动推杆的伸缩端一侧所在的安装块顶端还固定连接有c形固定座。
16.优选的,所述的c形固定座的敞口端朝向滑套一侧,在c形固定座的敞口端转动连接有导向辊,所述的导向辊外表面同轴开设有多个环形槽;所述的直线滑槽远离安装块的一端还设有第三电动推杆,所述的第三电动推杆的固定端与直线滑槽的槽壁固定连接,伸缩端与对应的安装块的端部固定连接。
17.优选的,所述的显示屏为触摸屏,在触摸屏上设有数据输入模块和数据显示模块,所述的控制盒顶端还设有报警灯,所述的控制器通过导线与报警灯电性连接。
18.优选的,所述的滑套的数量为奇数,所述的控制器通过导线分别与第一电动推杆、第二电动推杆及第三电动推杆电性连接。
19.本实用新型一种建筑施工用弧形梁模板加工设备具有如下有益效果:本实用新型可实现在施工现场批量制作弧形模板,在此基础上,弧形模板可充分满足施工要求,提高了施工质量,节约了施工成本。
附图说明
20.图1、本实用新型检测装置的俯视图;
21.图2、本实用新型检测装置的正视图;
22.图3、本实用新型成型装置的俯视图;
23.图4:本实用新型成型装置使用时的正视图;
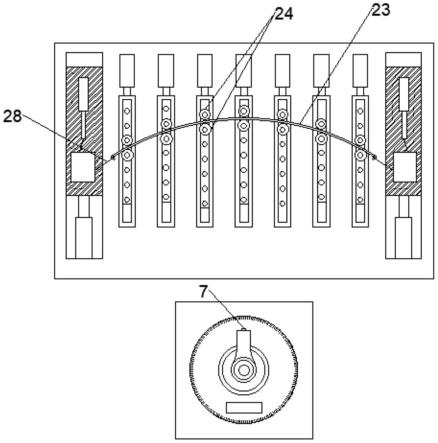
24.图5、本实用新型对弧形模板进行检测时的俯视图;
25.图6、本实用新型批量制备弧形模板时的俯视图;
26.1、底座;2、套环;3、控制盒;4、固定座;5、激光发射器;6、安装座;7、激光测距传感
器;8、刻度线;9、显示屏;10、圆轴;11、环形滑槽;12、底板;13、第一电动推杆;14、滑套;15、滑块;16、贯通槽;17、螺纹孔;18、安装块;19、第二电动推杆;20、c形固定座;21、第三电动推杆;22、直线滑槽;23、预设位置处的弧形模板;24、套筒;25、定位杆;26、导向辊;27、连接耳;28、绳索;29、后续弧形模板。
具体实施方式
27.以下所述,是以阶梯递进的方式对本实用新型的实施方式详细说明,该说明仅为本实用新型的较佳实施例而已,并非用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
28.实施例1、
29.一种建筑施工用弧形梁模板加工设备,如图1-6所示,包括相互配合使用的检测装置和成型装置;
30.所述的检测装置包括底座1及固定设于底座1上表面的控制盒3,所述的控制盒3内设有相互电性连接的蓄电池(图中未画出)和控制器(图中未画出),在控制盒3的顶端中心处固定连接有沿纵向设置的圆轴10,所述的圆轴10外表面转动连接有套环2,所述的套环2的外表面沿圆轴的径向固定连接有安装座6,所述的安装座6的端部固定安装有激光测距传感器7,所述的控制盒顶端还设有显示屏9,所述的激光测距传感器7通过导线与控制器信号连接,所述的控制器通过导线与显示屏9电性连接;
31.所述的成型装置包括底板12,所述的底板12的上表面并排均匀分布有若干滑套14,所述的滑套内滑动连接有滑块15,所述的滑套14上端沿长度方向设有贯通槽16,所述的滑块15的上表面与贯通槽相对的位置沿滑块的长度方向均匀分布有若干螺纹孔17,在滑套的一端所在的底板上表面固定设有第一电动推杆13,所述的第一电动推杆的固定端与底板上表面固定连接,伸缩端可滑动的贯穿滑套内表面,并与滑块的端部固定连接,在第一电动推杆的带动下,滑块在滑套内来回移动;所述的螺纹孔17还配置有定位杆及转动连接于定位杆外表面的套筒,所述的定位杆的底端设有与螺纹孔适配的外螺纹。
32.本实用新型中,滑套及滑块的截面优选为方形,这样进一步保障滑块不会相对于滑套转动。其中定位杆、套筒及滑块选择高强度钢材料制成,避免在制备弧形模板时发生变形。
33.如图1、2所示,所述的控制盒3为圆柱形结构,在控制盒3的上表面同轴设有环形滑槽11,所述的安装座6的下表面通过设于环形滑槽11内的滑块与环形滑槽滑动连接,所述的控制盒3的上表面外缘还设有用以标识激光测距传感器旋转角度的刻度线8。
34.如图1、2所示,所述的底座的下表面设有支撑腿,在底座下表面的中心处设有垂直向下安装的激光发射器,所述的激光发射器发射的激光束与控制盒同轴,所述的控制器通过导线与激光发射器电性连接。
35.如图3-6所示,在初始状态下,各个第一电动推杆的伸缩量相同,若干螺纹孔呈矩阵排列;同一个滑块上,相邻的2个螺纹孔螺接定位杆、并在定位杆外套好套筒后,相邻的2个套筒之间的距离与用于制备弧形模板的钢板的厚度相配,所述的套筒内表面与定位杆外表面间隙配合。
36.如图3-6所示,所述的底板上表面两端还分别设有直线滑槽22,所述的直线滑槽22内滑动连接有安装块18,所述的安装块18上表面固定设有第二电动推杆19,所述的第二电动推杆与第一电动推杆同向设置,且第二电动推杆的伸缩端一侧所在的安装块顶端还固定连接有c形固定座20,所述的c形固定座20的敞口端朝向滑套一侧,在c形固定座20的敞口端转动连接有导向辊26,所述的导向辊外表面同轴开设有多个环形槽;所述的直线滑槽22远离安装块的一端还设有第三电动推杆21,所述的第三电动推杆的固定端与直线滑槽的槽壁固定连接,伸缩端与对应的安装块的端部固定连接。
37.如图1、2所示,所述的显示屏为触摸屏,在触摸屏上设有数据输入模块(图中未画出)和数据显示模块(图中未画出),所述的控制盒顶端还设有报警灯(图中未画出),所述的控制器通过导线与报警灯电性连接。
38.如图3-6所示,所述的滑套的数量为奇数,所述的控制器通过导线分别与第一电动推杆、第二电动推杆及第三电动推杆电性连接;可通过控制器的控制实现弧形模板初步成型及完全成型步骤的精确操作。
39.实施例2、
40.在实施例1的基础上,本实施例公开了:
41.上述建筑施工用弧形梁模板加工设备的使用内容,包括如下:
42.步骤一、弧形模板初步成型;步骤二、通过检测装置使弧形模板完全成型。
43.实施例3、
44.在实施例2的基础上,本实施例进一步公开了:
45.如图1-6所示,所述的步骤一包括如下具体步骤:
46.(1a)、依据图纸设计数据裁切好用以制备弧形模板的钢板;
47.(2a)、在数据输入模块输入待制备的弧形模板的参数,所述的参数包括弧形模板的弧度、半径、宽度及高度;控制器通过预设程序结合存储的成型装置的尺寸数据模拟绘出弧形模板位于成型装置上的预设位置,计算出依据预设位置各个第一电动推杆的伸缩量,并在数据显示模块显示预设位置图和各个伸缩量数值;如图5、6所示,图中显示了预设位置处的弧形模板23,也就是说要实现该预设位置,需要将各个第一电动推杆伸缩设定距离,使预设位置前后侧的螺纹孔形成两组可对预设位置进行定位的螺纹孔;
48.(3a)、当钢板容易手工弯曲时,依据伸缩量数值调节各个第一电动推杆的伸缩量,在预设位置前后相邻的螺纹孔内安装定位杆,并在定位杆上套设套筒,然后将钢板插入预设位置前后侧的两组套筒之间,并与预设位置对齐;在两组套筒的夹持下,预设位置处的弧形模板初步成型;
49.(4a)、依次在预设位置前后侧的螺纹孔上安装定位杆,并套上套筒;在各相邻的两组套筒之间插入钢板,形成与预设位置处初步成型的弧形模板同圆心的后续弧形模板;
50.所述的步骤二包括如下具体步骤:
51.(21)、控制器同时计算出各个弧形模板对应的圆心点,并在数据显示模块显示圆心点的位置图,将检测装置放置于成型装置前侧,并使激光发射器发射的激光束与圆心点对齐;用手转动安装座,使激光测距传感器从最前侧的弧形模板开始对裸露的弧形面进行检测;
52.(22)、当裸露的弧形面检测不合格时,在对应的弧形模板两端前表面焊接连接耳,
在连接耳上开螺栓孔,将绳索的一端连接螺栓孔,使绳索沿弧形模板的端部的切线方向拉出,通过第三电动推杆的伸缩调节安装块的位置,使安装块的位置与绳索的走向相配,绳索的另一端沿环形槽绕过导向辊,并与第二电动推杆的伸缩端连接,然后,通过两侧的第二电动推杆交替伸缩拉动弧形模板在两组套筒之间来回移动多次,使弧形模板的裸露面进行弧度修正,然后使弧形模板停留在原位置,通过检测装置再次检测,合格后将弧形模板取出,并取下该弧形模板前侧的定位杆和套筒,继续对后侧相邻的弧形模板以同样方式检测;
53.(23)、在制备好的弧形模板内表面底端焊接连接耳,并在连接耳上开螺栓孔。
54.实施例4、
55.在实施例3的基础上,本实施例做出了进一步改进,其与实施例3的区别仅在于:
56.如图1-6所示,所述的步骤一包括如下具体步骤:
57.(1b)、依据图纸设计数据裁切好用以制备弧形模板的钢板;
58.(2b)、在数据输入模块输入待制备的弧形模板的参数,所述的参数包括弧形模板的弧度、半径、宽度及高度;控制器通过预设程序结合存储的成型装置的尺寸数据模拟绘出弧形模板位于成型装置上的若干预设位置,计算出依据预设位置各个第一电动推杆的伸缩量,并在数据显示模块显示预设位置图和各个伸缩量数值;可参考图6所示,本实施例可一次性设置若干预设位置;
59.(3b)、当钢板通过手工弯曲困难时,以各个预设位置的顶端所在点位为基准,先将顶端点位前后侧对应的相邻两行的螺纹孔内安装定位杆,并在定位杆上套设套筒,将钢板插入两组套筒之间,当所有的钢板都插装到位后,启动各个第一电动推杆,使第一电动推杆的伸缩量满足所计算出的伸缩量数值标准,然后,调节弯曲好的弧形模板,使弧形模板与预设位置对齐;此时,弧形模板初步成型,且若干弧形模板具有相同的圆心。由于滑套数量设为奇数,因此,弧形模板预设位置的顶端所在点位应该在中间的滑套内的滑块的2个相邻螺纹孔之间,这两个螺纹孔所在行各为一组,两组螺纹孔分别安装定位杆和套筒,在两组套筒之间插入钢板;当若干钢板都插装完成后,通过各个第一电动推杆同时伸长设定距离实现批量的弧形模板初步成型。
60.本实用新型使用时,将弧形梁的弧形结构分段制备弧形模板,各个弧形模板之间以端部的连接耳通过螺栓固定,弧形模板与模具的底板之间以底部的连接耳通过螺栓固定,然后在弧形模板围成的底板上放置钢筋笼,将模具两端通过普通模板封闭,开设对拉螺栓孔,通过对拉杆和对拉螺栓将模具进一步固定,即可开始混凝土浇筑。
61.本实用新型可实现在施工现场批量制作弧形模板,在此基础上,弧形模板可充分满足施工要求,提高了施工质量,节约了施工成本。
62.本实用新型的描述中,需要说明的是,术语“上”“下”“左”“右”“顶”“底”“内”“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以及特定的方位构造和操作,因此不能理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1