一种板材成型冲压生产线的制作方法
1.本实用新型属于冲压设备技术领域,具体涉及一种板材成型冲压生产线。
背景技术:
2.在回转体罐状部件生产领域,例如煤气罐等类似产品在生产时,其皆是通过将板材作为原材料,对两端圆弧部件冲压成型,然后通过焊接的方式实现与中部回转体板材焊接至一体,目前遇到的技术问题是:通过冲压方式实现圆弧部件成型时,其皆是采用人工进行供料,通过液压设备冲压后再通过手动将物料在冲压设备中取出,此种操作方式劳动强度大,整体成型的效率低,在人工成本不断走高的实际现状下,非常有必要对现有的生产方式进行升级,通过自动化或者半自动化设备实现冲压件的成型。
3.所以,作为本领域技术人员,如何通过技术改善,设计一套生产线,实现板材的自动输送、自动供料、自动冲压、自动下料是本领域技术人员亟待解决的技术问题。
技术实现要素:
4.为克服现有技术不足,本实用新型提供了一种板材成型冲压生产线,其通过将供料装置、横移输送线、冲压供料装置与下料装置相结合,实现冲压件的自动快速成型。
5.本实用新型所公开的一种板材成型冲压生产线,其具体结构如下:其包括一个物料提升模块,通过物料提升模块将物料逐个提升供料,物料提升模块的后侧为横移输送线,所述的横移输送线的前侧或者后侧设置有冲压机台,所述的冲压机台与横移输送线之间设置有物料暂存台,所述的物料暂存台与横移输送线之间设置有上料机械手和码料机械手,通过码料机械手实现物料从横移输送线向物料暂存台的存储,通过上料机械手实现物料由物料暂存台至冲压机台的定量供应;所述的冲压机台旁还设置有成品输送线将冲压后的成品向外输送。
6.所述的冲压机台的冲压区设置有水平施力孔,成品输送线与水平施力孔等高设置,冲压后的成品通过水平施力孔水平进入至成品输送线。
7.所述的码料机械手包括一个码料纵移轨道,所述的码料纵移轨道上设置有横移轨道,横移轨道上设置有码料竖向驱动装置,在码料竖向驱动装置的末端设置有码料抓取端。
8.所述的上料机械手设置在上料支撑架上,所述的上料支撑架上包括一个上料竖向驱动缸,在上料竖向驱动缸的底部设置有纵移驱动块,通过纵移驱动块实现送料杆的驱动,送料杆的底部设置有送料抓手。
9.所述的物料暂存台上设置有物料转盘,物料转盘上设置有至少两个工位分别与上料机械手和码料机械手对应设置,一个为暂存工位,另一个为供料工位,所述的物料转盘的底部设置有旋转驱动装置可以实现物料转盘的原地水平旋转,以此实现两工位的功能互换。
10.所述的物料提升模块包括一个工作台,工作台内设置有竖向驱动模块,所述的竖向驱动模块设置在工作台的一侧;工作台内设置有轨道,轨道上设置有一个可实现移动的
小车,所述的小车的顶部设置有向外横移模块和竖向提升模块;所述的竖向提升模块将物料竖向提取后通过向外横移模块将物料向外输送。
11.所述的竖向驱动模块包括一个竖向驱动装置,在竖向驱动装置的顶部设置有物料支撑板。
12.所述的支撑台上设置有竖向凸起可防止物料横向偏移。
13.所述的小车上设置有横移驱动装置可驱动小车横向移动。
14.所述的竖向提升模块设置在工作台的最顶部,所述的顶部设置有竖向提升驱动装置和导向装置,所述的竖向提升驱动装置的施力端上设置有物料固定座,所述的物料固定座的施力端上设置有吸盘组合,在竖向提升驱动装置的竖向驱动下可实现物料固定座的竖向循环提升。
15.所述的向外横移模块设置在竖向提升模块与小车之间;所述的向外横移模块包括导向轴,导向轴上设置有至少一个输送链板支承轴座,所述的输送链板支承轴座上设置有输送带或者输送链,所述的输送链板支承轴座上设置有驱动板,所述的驱动板上设置有链板驱动装置,在链板驱动装置的驱动下,可实现对输送带或者输送链的驱动,以此实现对竖向提升模块提升时的避让和物料下落后的向外移动。
16.本实用新型的有益效果为:本实用新型通过以上结构设置,其通过物料提升模块实现物料的逐个供应,物料提升模块的后侧为横移输送线,横移输送线的前侧或者后侧设置有冲压机台,冲压机台与横移输送线之间设置有物料暂存台,物料暂存台与横移输送线之间设置有上料机械手和码料机械手,通过码料机械手实现物料从横移输送线向物料暂存台的存储,通过上料机械手实现物料由物料暂存台至冲压机台的定量供应;冲压机台旁还设置有成品输送线将冲压后侧的成品向外输送;本实用新型结构设计新颖,通过以上结构的整合实现物料的自动横移输送,其与外部自动控制系统相结合,大大的节省了人力,提高了作业效率,是一种理想的板材成型冲压生产线。
附图说明
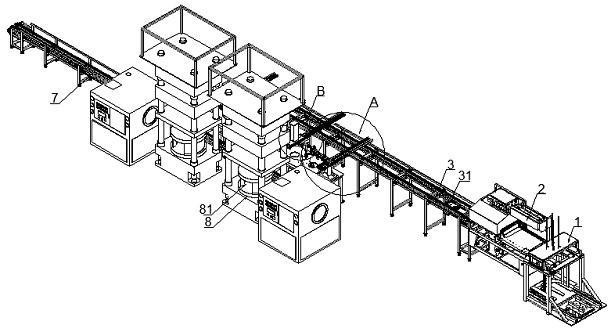
17.图1为本实用新型立体结构示意图;
18.图2为本实用新型主视结构示意图;
19.图3为本实用新型俯视结构示意图;
20.图4为物料提升模块立体结构示意图;
21.图5为物料提升模块主视结构示意图;
22.图6为物料提升模块侧视结构示意图;
23.图7为图1中a区域结构放大示意图;
24.图8为图1中b区域结构放大示意图;
25.附图中,
26.1、物料提升模块,10、工作台,111、横移轨道,112、补强斜梁,113、立柱,12、竖向驱动模块,121、物料支撑板,122、竖向驱动缸,123、支撑台,124、竖向凸起,13、小车,130、小车架体,131、底部支撑架,132、移动轮,133、小车驱动缸,134、中间支撑架,14、向外横移模块,141、导向轴,142、输送链板支承轴座,143、输送带,144、链板驱动缸,145、驱动板,15、竖向提升模块,151、竖向提升缸,152、导向柱,153、物料固定座,154、吸盘组合;
27.2、自动覆膜机;
28.3、横移输送线,31、输送链条;
29.4、物料暂存台,41、物料转盘,42、定位柱,43、驱动齿盘,44、从动齿盘;
30.5、码料机械手,51、码料纵移轨道,52、纵移驱动缸,53、横移轨道,54、码料竖向驱动缸,55、码料抓取吸盘;
31.6、上料机械手,60、上料支撑架,61、送料杆,62、纵移驱动块,63、上料竖向驱动缸,64、送料吸盘;
32.7、成品输送线;8、冲压机台;9、板料。
具体实施方式
33.参看图所示,本实用新型所公开的板材成型冲压生产线,以煤气罐罐头为生产实例进行讲解:本生产线的具体结构如下,其包括物料提升模块1,通过物料提升模块1将物料逐个提升供料,物料提升模块1的后侧为自动覆膜机2,通过自动覆膜机2对板材表面进行覆膜;自动覆膜机2的后侧为横移输送线3,横移输送线3上设置有横移链条31,通过驱动电机驱动横移链条环绕移动实现对板料9的横移。以上所述的自动覆膜机2为现有技术,在此不做重点赘述。
34.所述的横移输送线3的前侧或者后侧设置有冲压机台8,所述的冲压机台8与横移输送线3之间设置有物料暂存台4,所述的物料暂存台4与横移输送线之间设置有上料机械手6和码料机械手5,通过码料机械手5实现物料从横移输送线3向物料暂存台4的存储,通过上料机械手6实现物料由物料暂存台4至冲压机台8的定量供应;所述的冲压机台8旁还设置有成品输送线7将冲压后的成品向外输送。
35.以上所述的码料机械手5包括一个码料纵移轨道51,所述的码料纵移轨道51上设置有纵移驱动缸52,在纵移驱动缸52的驱动下可实现横移轨道53在码料纵移轨道51上纵移,横移轨道53固定在纵移驱动缸52上,横移轨道53的端点底部设置有码料竖向驱动缸54,在码料竖向驱动缸54的末端设置有码料抓取吸盘55用于实现物料的抓取。通过以上结构设置,可将横移输送线3上的板料9逐一抓取至物料暂存台4上。
36.所述的上料机械手6设置在上料支撑架60上,所述的上料支撑架60上包括一个上料竖向驱动缸63,在上料竖向驱动缸63的底部设置有纵移驱动块62,通过纵移驱动块62实现送料杆61的纵向驱动,送料杆61的底部设置有送料吸盘64,通过以上结构设置,送料杆61在物料暂存台4和冲压机台8之间纵移,实现将物料暂存台4上的板料9抓取至冲压机台8内部。
37.进一步的,所述的物料暂存台4上设置有物料转盘41,物料转盘41上设置有两个工位分别与上料机械手6和码料机械手5对应设置,一个为暂存工位,另一个为供料工位。所述的物料转盘41的底部设置有旋转驱动电机,其驱动驱动齿盘43带动从动齿盘44转动,所述的从动齿盘44和物料转盘41固定至一体;通过以上结构设置,该结构可以实现物料转盘41的原地水平旋转,以此实现两工位的功能互换,一个工位负责物料暂存,一个工位实现物料供应,待物料供应工位缺料时,两工位转动互换继续实现供料。
38.本实用新型所述的冲压机台8为市面通用的冲压机,此种机台使用较为广泛,本实施例对其工作原理不做细节赘述,但本实施例中,为实现自动的将成品导出,其在冲压机台
8的冲压区设置有水平施力孔81,成品输送线7与水平施力孔81等高设置,冲压后的成品在外力推动下,通过水平施力孔81水平进入至成品输送线7内并实现向外输送。
39.进一步的,本实用新型还公开了一种物料提升模块1,其用于实现外部板料9向横移输送线3上供应,其具体功能通过以下驱动结构实现:该物料提升模块1包括一个工作台10,所述的工作台10内,其向右侧延伸设置有竖向驱动模块12,围绕竖向驱动模块12还设置有一个外扩的平台并通过补强斜梁112和立柱113之间连接,所述的立柱113设置在工作台10上,工作台内设置有横移轨道111,横移轨道111上设置有一个可实现移动的小车13,所述的小车13的顶部设置有向外横移模块14和竖向提升模块15;所述的竖向提升模块15将物料竖向提取后通过向外横移模块14将物料向外输送。
40.进一步的细化描述:所述的竖向驱动模块12设置在前后两个横移轨道111之间,竖向驱动模块12包括一个竖向驱动缸122,在竖向驱动缸122的顶部设置有物料支撑板121,所述物料支撑板121的顶部设置有支撑台123,在实际使用时,先将物料16放置到支撑台123上,在竖向驱动缸122的驱动下可实现竖向升降;本实用新型在支撑台上还设置有竖向凸起124可防止物料横向偏移。
41.所述的小车设置在横移轨道111上,小车的左侧设置有横移驱动缸133可驱动小车横向移动;所述的小车13包括小车架体130,小车架体130的底部设置有底部支撑架131,底部支撑架131上设置有移动轮132与横移轨道111配合,所述的底部支撑架131上朝向竖向驱动模块12设置有中间支撑架134,当小车横移时,支撑台123托举物料提升,中间支撑架134进入板料底部,当支撑台123托举物料下降时,可将板料落在中间支撑架134上并由小车架体130托运至竖向提升模块15的正下方。
42.所述的竖向提升模块15设置在工作台10的最顶部,竖向提升模块15的顶部朝下设置有竖向提升缸151和导向柱152,所述的竖向提升缸151的施力端上设置有物料固定座153,所述的物料固定座153的施力端上朝下设置有吸盘组合154,在竖向提升缸151的竖向驱动下可实现物料固定座的竖向循环提升,以此带动单片板料竖向运动。
43.所述的向外横移模块14设置在竖向提升模块15与小车13之间;所述的向外横移模块14包括导向轴141,导向轴141上设置有前后两个输送链板支承轴座142,所述的输送链板支承轴座142上设置有输送带,所述的输送链板支承轴座142上设置有驱动板145,所述的驱动板145上设置有链板驱动缸144,在链板驱动缸144的驱动下,可实现对输送带143的驱动;当竖向提升缸151带动物料上移时,链板驱动缸144带动输送带143外扩,实现对物料提升时的避让,当竖向提升缸151带动物料下落时,链板驱动缸144带动输送带143向中部移动,实现对物料的承接,然后实现输送带143对物料的向外输送。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1