一种电力车驱动主电机齿轮加热安装定位器的制作方法
1.本实用新型涉及机件安装技术领域,具体为一种电力车驱动主电机齿轮加热安装定位器。
背景技术:
2.小齿轮中的定位卡子随小齿轮一起加热,由于定位卡子尺寸较薄从而易变形,造成加热前后过盈推进深度尺寸偏差,安装不准确,过盈不足小齿轮脱落,过盈量过大小齿轮炸裂;
3.小齿轮定位卡子紧固螺丝易松动,造成卡子脱落,安装无法进行。甚至有时会烫伤安装人员,存在较大安全隐患;
4.推进用深度尺与齿轮的接触面太短,从而小齿轮推进时实际上就只有一个点了,推进易造成齿轮安装歪斜,推进不受控制影响安装精度;
5.铅锤吊线划线易偏移,对员工技术要求和质量要求高,而电机轴端面可划线地方少(有内凹喇叭形注油孔)安装时不易吊线准确,影响安装精度。
6.目前,电机齿轮安装工艺,不仅工作效率低,工人的劳动强度和安全隐患大,而且存在齿轮安装误差大,造成两侧齿轮偏磨,严重时易产生崩齿,齿轮卡死,造成车轮擦伤,甚至造成机车掉道,事故扩大。
技术实现要素:
7.(一)解决的技术问题
8.针对现有技术的不足,本实用新型提供了一种电力车驱动主电机齿轮加热安装定位器,解决了目前,电机齿轮安装工艺,不仅工作效率低,工人的劳动强度和安全隐患大,而且存在齿轮安装误差大,造成两侧齿轮偏磨,严重时易产生崩齿,齿轮卡死,造成车轮擦伤,甚至造成机车掉道,事故扩大的问题。
9.(二)技术方案
10.为实现以上目的,本实用新型通过以下技术方案予以实现:一种电力车驱动主电机齿轮加热安装定位器,包括小齿轮和电机主动轴轴端,所述电机主动轴轴端上设置有轴端延长螺母,所述轴端延长螺母远离电机主动轴轴端的一侧设置有燕尾推板,所述燕尾推板的下方设置有定位滑座,所述燕尾推板上设置有定位滑块,所述定位滑座和定位滑块之间设置有定位量块,所述定位滑块上设置有紧固旋钮。
11.(三)有益效果
12.本实用新型提供了一种电力车驱动主电机齿轮加热安装定位器。具备以下有益效果:
13.该电力车驱动主电机齿轮加热安装定位器,通过省去旧的安装工艺中小齿轮中的定位卡子,解决了旧安装工艺中存在的维修困难、安装缺陷(消除了工人技术高低、基准转换、划线对齿轮安装精度的影响)和安全隐患问题,降低了作业人员投入,延长了齿轮和相
关零部件的使用寿命,消除了安全隐患,提高了工作效率和车辆出勤率。
附图说明
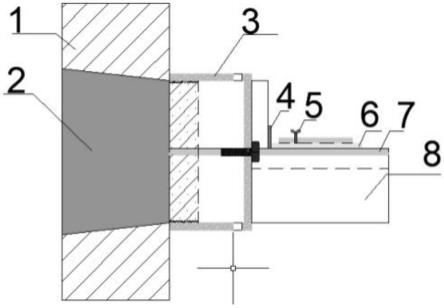
14.图1是工矿用铁路电力机车驱动主电机d350小齿轮加热安装定位器主示意图。
15.图2是图1的俯视示意图。
16.图中:小齿轮1,电机主动轴轴端2,轴端延长螺母3,定位量块4,紧固旋钮5,定位滑块6,燕尾推板7,定位滑座8。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.请参阅图1-2,本实用新型提供一种技术方案:一种电力车驱动主电机齿轮加热安装定位器,包括小齿轮1和电机主动轴轴端2,电机主动轴轴端2上设置有轴端延长螺母3,轴端延长螺母3远离电机主动轴轴端2的一侧设置有燕尾推板7,燕尾推板7的下方设置有定位滑座8,燕尾推板7上设置有定位滑块6,定位滑座8和定位滑块6之间设置有定位量块4,定位滑块6上设置有紧固旋钮5。
19.一种电力车驱动主电机齿轮加热安装定位器的使用方法,包括上述的电力车驱动主电机齿轮加热安装定位器,具体操作如下:
20.s1、进行划线定位操作,具体操作如下:
21.s11、轮对和d350电机准确落位对位后,压紧小齿轮1,使之相对于电机主动轴轴端2安装锥面准确定位;
22.s12、安装紧固定位器轴端延长螺母3,调整定位滑座8定位滑座外延半切圆柱面,使之调整为水平固定;
23.s13、燕尾推板7放在定位滑座8水平面上,向小齿轮1轴向推紧,其两侧燕尾翼板贴紧小齿轮1端面,用划针或色笔划线做记号;
24.s14、推紧燕尾推板7的同时,拧松紧固旋钮5,定位滑块6松动,在定位滑座8圆柱底座和定位滑块6之间放入定位量块4,推紧定位滑块6,拧紧紧固旋钮5,使定位滑块6定位固定在燕尾推板7上;
25.s15、取下定位量块4和燕尾推板7,取出小齿轮1加热;
26.s2、进行定位热装齿轮操作,具体操作如下:
27.s21、热齿轮松套在电机轴上,燕尾推板7放在定位滑座8半切圆柱水平面上,两侧燕尾翼板贴近小齿轮1端面对准之前划的线;
28.s22、均匀用力缓慢沿水平面轴向推动燕尾推板7,使小齿轮1贴紧电机主动轴轴端2安装面滑动,燕尾推板的定位滑块6紧贴定位滑座8圆柱底座端面,从而到达安装位置,静等齿轮冷却;
29.s23、从轴上取下定位器所有零件,安装完成。
30.实施例:
31.宝武马钢矿业南山矿业有限公司是大型露天铁矿石开采单位,电力机车(型号:韶峰zg150-1500)是公司担负85%以上的剥土、原矿石和精矿运输任务的重要运输设备。驱动装置是电力机车的重要部件,它的好坏直接关系到车辆的出勤率和安全性。每台电力机车安装有6副驱动装置,每两副安装在一个电力机车底盘:转向架上。驱动装置由d350主(驱动)电机、电机轴、小齿轮、轮对(轮箍、轮毂、轮轴、大齿轮)、支轴瓦、支轴盒、齿轮防护罩等组成。d350主电机是d350-1500直流串励电机,电机左右两侧两轴头(圆锥轴颈1∶10)分别装有不同旋向(左、右旋)小齿轮(主动齿轮,z=12,m=12,β=20
°
29
′
)和轮对中的两个大齿轮(z=67,m=12)啮合(通过两副抱轴支轴瓦的厚度调节大小齿轮啮合间隙,通过支轴盒把主电机紧固在轮对的轮轴上),传递扭矩,使车辆沿钢轨滚动运行。
32.要求左右小齿轮和大齿轮传递扭矩均衡、啮合良好,否则会造成大小齿轮啮合偏磨、轮齿折断、齿轮卡死等故障。因此,小齿轮定位安装工艺要求较高。(目前电力机车生产厂家是用专用设备大型象限仪来定位安装。)
33.目前,我公司由于专用工器具缺乏和工作条件的限制,驱动主电机d350小齿轮更换维修作业流程:
34.打松卸下小齿轮并紧螺母,大锤锤击楔铁拆下旧齿轮——研磨新齿轮(使之达到装配接触面要求)——热装完成电机一侧小齿轮、另一侧小齿轮空套在电机轴径上——天车吊起主电机至轮对处(大齿轮固定)进行实装配对啮合,使大小齿轮啮合良好——用撬棍、楔铁和大锤把空套的小齿轮压紧在电机轴颈上——吊出电机,对压紧的小齿轮安装定位卡子,铅锤头吊线,电机轴头端面划线定位——深度尺量好尺寸(小齿轮端面-电机轴端面的尺寸)——敲松取下轴上小齿轮送至涡流加热器中加热至230℃——从涡流加热器中取出小齿轮放在电机轴上,利用齿轮中的定位卡子和铅锤吊线对齐轴端面划的线定位——利用定好尺寸(先前深度尺量好的尺寸+小齿轮过盈安装推进深度1.75mm)的深度尺推动小齿轮至安装位置冷却——旋上打紧小齿轮并紧螺母。(加热安装完成)
35.以上小齿轮更换安装流程,需要操作人动作娴熟迅捷、规范标准,人与物有序配合、按部就班有条不紊。
36.此实用新型是运用“借料划线”原理,通过定位器的固定组件外延d350电机主轴端面作为基准;燕尾推板扩大原深度尺推动小齿轮的受力面,从而使热装小齿轮前划线更简易,热装时推动更平稳;通过定位量块标厚间隙,使得热装小齿轮推进进深尺寸更精准。
37.综上所述,该电力车驱动主电机齿轮加热安装定位器,通过省去旧的安装工艺中小齿轮中的定位卡子,解决了旧安装工艺中存在的维修困难、安装缺陷(消除了工人技术高低、基准转换、划线对齿轮安装精度的影响)和安全隐患问题,降低了作业人员投入,延长了齿轮和相关零部件的使用寿命,消除了安全隐患,提高了工作效率和车辆出勤率。
38.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
39.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,
可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1