一种椭圆管矫直机构的制作方法
1.本实用新型涉及一种椭圆管矫直机构。
背景技术:
2.目前,管带式换热器在家用空调另一的应用逐渐扩大,为提高节能效果,以铝代铜的方案成为未来的发展趋势,在管带式换热器中,需要采用截面呈椭圆状的铝管,在生产过程中,需要铝管穿过多个翅片上的翅片孔,以便于将翅片固定在铝管的外表面上,因此要求铝管具有较高的平直度,由于商品铝管是卷绕在卷盘上,在生产管带式换热器中,需要将铝管进行矫直,但是由于铝管的截面呈椭圆状,铝管的平面弯曲度和侧面弓形度较难达到技术要求,限制了铝管在管带式换热器中的应用。
技术实现要素:
3.为解决上述问题,本实用新型提出了一种椭圆管矫直机构,其包括放卷架和矫直器,该放卷架包括底座和固定安装在该底座上放卷轴,该放卷轴用于安装成品椭圆管盘卷;
4.该矫直器包括底板和安装在该底板上的精轧机构和侧校机构,放卷架、精轧机构和侧校机构沿第一方向依次间隔设置,其中精轧机构位于放卷架和侧校机构之间;第一方向沿水平方向延伸;
5.该精轧机构包括安装在底板上的立板、以及安装在该立板上的第一精轧轮组和第二精轧轮组,第一精轧轮组与第二精轧轮组沿竖直方向间隔设置,其中第一精轧轮组包括至少一个第一精轧轮,第二精轧轮组包括至少两个第二精轧轮,沿竖直方向观察,第一精轧轮和第二精轧轮交错布置;每个第一精轧轮和第二精轧轮均转动自如地安装在立板上,且第一精轧轮和第二精轧轮的轮轴均第二方向延伸,第二方向沿水平方向延伸,且第二方向与第一方向相垂直;
6.在每个第一精轧轮的外周面上均设置有第一精轧槽,在每个第二精轧轮上均设置有第二精轧槽,第一精轧槽和第二精轧槽均为与椭圆管的外周面相适应的仿形槽;
7.第一精轧槽和第二精轧槽的中心线在一竖直面内共面,在第一精轧轮组与第二精轧轮组之间形成用于椭圆管行走的精轧通道,该精轧通道沿第一方向延伸,当椭圆管沿精轧通道行走时,椭圆管的外周面的竖直方向的两侧分别贴合在第一精轧槽和第二精轧槽的内壁上;
8.该侧校机构包括安装在该底板上的第一测校轮组和第二侧校轮组,第一测校轮组和第二侧校轮组沿第二方向间隔设置,其中第一测校轮组包括至少一个第一侧校轮,第二侧校轮组包括至少两个第二侧校轮,沿第二方向观察,第一侧校轮和第二侧校轮交错布置;每个第一侧校轮和第二侧校轮均转动自如地安装在底板上,且第一侧校轮和第二侧校轮的轮轴均沿竖直方向延伸;
9.在每个第一测校轮的外周面上均设置有第一测校槽,在每个第二测校轮的外周面上均设置有第二测校槽,第一测校槽和第二测校槽均为与椭圆管的外周面相适应的仿形
槽;
10.第一测校槽和第二测校槽的中心线在一水平面内共面,在第一测校轮组和第二侧校轮组之间形成用于椭圆管行走的侧校通道,该侧校通道沿第一方向延伸,当椭圆管沿侧校通道行走时,椭圆管的外周面的水平方向的两侧分别贴合在第一测校槽和第二测校槽的内壁上。
11.在申请工作时,首先将椭圆管盘卷套设在放卷轴上,然后牵引椭圆管依次穿过精轧通道和测校通道,对椭圆管进行矫直,在矫直时,首先调整第二精轧轮的高度,使第一精轧槽和第二精轧槽分别抵压在椭圆管竖直方向的两侧,通过调节第二精轧轮的下压量,使得椭圆管的平面弯曲度达到设定要求。然后调整第二测校轮与第一测校轮在第二方向之间的距离,使得椭圆管的侧面弓形度达到设定要求。由于本技术中的第一精轧槽、第二精轧槽第一测校槽和第二测校槽均采用了与椭圆管的外周面相贴合的仿形槽,使得在对椭圆管的矫直过程中,能够对椭圆管的外周面采用均匀的压力,以避免由于局部压力过大,造成椭圆管的局部塌陷,而影响椭圆管的质量。利用本技术能够顺利地对呈卷状的椭圆管进行矫直,并达到相应的质量要求。
12.进一步,椭圆管在经过精轧通道和侧校通道时,椭圆管截面的长轴沿第二方向延伸;第一精轧槽和第二精轧槽均为与椭圆管的长轴外周面相适应的仿形槽,第一测校槽和第二测校槽均为与椭圆管的短轴外周面相适应的仿形槽。由于椭圆管在卷绕到卷筒上时,椭圆管截面的长轴与卷筒的中心轴线相平行,且由于在放卷时,卷筒是套设在水平设置的放卷轴上,该设计能够使椭圆管顺利地进入到矫直器内进行矫直。
13.进一步,为便于对不同规格的椭圆管进行矫直,每个第一精轧轮的轮轴均固定安装在立板上;对应于每个第二精轧轮均设置有一垂直调节部,每一垂直调节部均包括固定安装在立板上的第一固定块,在该第一固定块上设置有沿竖直方向延伸的第一螺纹孔,第一螺杆旋拧在该第一螺纹孔内,在第一螺杆的一端固定安装有第一导向板,第二精轧轮的轮轴固定安装在该第一导向板上。利用第一螺杆调节第一精轧轮与第二精轧轮在竖直方向之间的距离,以对不同弯曲度的椭圆管施加不同的压力,以进行矫直。
14.进一步,为减少调整时的阻力,在立板上固定安装有沿竖直方向延伸的第一导轨,第一导向板抵靠在该第一导轨上。
15.进一步,每个第一侧校轮的转轴均固定安装在底板上;对应于每个第二精轧轮均设置有一水平调节部,每一水平调节部均包括固定安装在底板上的第二固定块,在该第二固定块上设置有沿第二方向延伸的第二螺纹孔,第二螺杆旋拧在该第二螺纹孔内,在第二螺杆的一端固定安装有第二导向板,第二侧校轮的轮轴固定安装在该第二导向板上。利用第二螺杆调节第一侧校轮与第二侧校轮在第二方向之间的距离,以对不同侧面弓形度的椭圆管施加不同的压力,以进行矫直。
16.进一步,为减少调整时的阻力,在底板上固定安装有沿第二方向延伸的第二导轨,第二导向板支撑在该第二导轨上。
17.进一步,为保证第一精轧槽、第二精轧槽、第一测校槽和第二测校槽与椭圆管的接触面积,以对椭圆管尽量形成均匀的压力,第一精轧槽和第二精轧槽的深度均为椭圆管的截面的外周面的短轴半径的25-35%;第一测校槽和第二测校槽的深度均为椭圆管的截面的外周面的长轴半径的25-35%。
附图说明
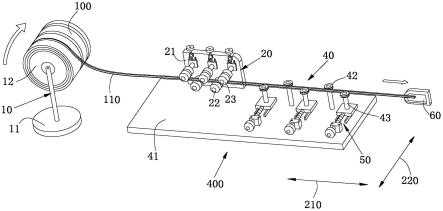
18.图1是本实用新型的一实施例的结构示意图。
19.图2是精轧机构的结构示意图。
20.图3是侧校机构的结构示意图。
21.图4是第一精轧轮和第二精轧轮的截面图。
22.图5是第一侧校轮和第二侧校轮的截面图。
23.图6是椭圆管的短轴外周面和长轴外周面的说明示意图。
具体实施方式
24.参阅图1-图5,附图中,第一箭头210的指向表示第一方向,第二箭头220的指向表示第二方向,第一方向和第二方向均沿水平方向延伸,且第一方向与第二方向相垂直。
25.以下对椭圆管矫直机构进行说明,该椭圆管矫直机构包括放卷架10和矫直器400,该放卷架10包括底座11和固定安装在该底座上放卷轴12,该放卷轴12用于安装椭圆管盘卷100,该椭圆管盘卷100由椭圆管110盘绕在圆筒状的卷筒上而形成。放卷轴12沿第二方向延伸。
26.该矫直器400包括底板41和安装在该底板41上的精轧机构20和侧校机构40,放卷架10、精轧机构20和侧校机构40沿第一方向依次间隔设置,其中精轧机构20位于放卷架10和侧校机构40之间。
27.该精轧机构20包括安装在底板41上的立板21、以及安装在该立板上的第一精轧轮组和第二精轧轮组,第一精轧轮组与第二精轧轮组沿竖直方向间隔设置,其中第二精轧轮组位于第一精轧轮组的上侧。
28.本实施例中,第一精轧轮组包括两个第一精轧轮22,第二精轧轮组包括三个第二精轧轮23,沿竖直方向观察,第一精轧轮和第二精轧轮交错布置。第一精轧轮的第一轮轴和第二精轧轮的第二轮轴232均沿第二方向延伸,且两个第一精轧轮的中轴线等高,三个第二精轧轮的中轴线等高。
29.本实施例中,每个第一精轧轮22的第一轮轴均固定安装在立板21的侧面上,第一精轧轮22通过轴承转动自如地安装在该第一轮轴上,即第一精轧轮转动自如地安装在立板上。
30.对应于每个第二精轧轮23均设置有一垂直调节部30,该垂直调节部30包括固定安装在立板21侧面上的第一固定块31,在该第一固定块31上设置有沿竖直方向延伸的第一螺纹孔,该第一螺纹孔为一通孔,第一螺杆34旋拧在该第一螺纹孔内,第一螺杆34的下端向下穿过第一螺纹孔后固定安装有第一导向板33,在立板的侧面上沿竖直方向安装有两根相互平行的第一导轨32,第一导向板33抵靠在该两根第一导轨32上。第一螺杆34的上端位于第一固定块31的上侧,并在第一螺杆的上端安装有第一手轮35。
31.第二精轧轮23的第二轮轴232固定安装在该第一导向板上,第二精轧轮23经轴承转动自如地安装在第二轮轴上,即第二精轧轮经垂直调节部转动自如地安装在立板上。利用第一手轮旋拧第一螺杆,能够带动第二精轧轮沿竖直方向往复移动,以调节第一精轧轮组与第二精轧轮组之间的距离。
32.在每个第一精轧轮22的外周面上均设置有第一精轧槽221,第一精轧槽221由第一
精轧轮的外周面沿径向下凹而形成。
33.在每个第二精轧轮23的外周面上均设置有第二精轧槽231,第二精轧槽231由第二精轧轮的外周面沿径向下凹而形成。第一精轧槽221和第二精轧槽231均为与椭圆管的外周面相适应的仿形槽。第一精轧槽和第二精轧槽的中心线在一竖直面内共面,在第一精轧轮组与第二精轧轮组之间形成用于椭圆管行走的精轧通道,该精轧通道沿第一方向延伸。
34.由于椭圆管110在盘绕在卷筒上时,椭圆管截面的长轴与卷筒的中心轴线相平行,而且本实施例中,放卷轴12沿第二方向延伸,使椭圆管截面的长轴沿第二方向延伸,请参阅图4,沿第一方向观察,当椭圆管沿精轧通道行走时,椭圆管的外周面的竖直方向的两侧分别贴合在第一精轧槽和第二精轧槽的内壁上。
35.即本实施例中,第一精轧槽和第二精轧槽均为与椭圆管的长轴外周面相适应的仿形槽,请参阅图6,椭圆管110的沿长轴方向延伸的外周面部分称为长轴外周面,在图6中标记a所圈围的部分即为长轴外周面,椭圆管110的沿短轴方向延伸的外周面部分称为短轴外周面,在图6中标记b所圈围的部分即为短轴外周面。
36.该侧校机构40包括安装在该底板41上的第一测校轮组和第二侧校轮组,第一测校轮组和第二侧校轮组沿第二方向间隔设置。
37.本实施例中,第一测校轮组包括两个第一侧校轮42,第二侧校轮组包括三个第二侧校轮43,沿第二方向观察,第一侧校轮和第二侧校轮交错布置。第一侧校轮的第三轮轴422和第二侧校轮的第四轮轴432均沿竖直方向延伸,且两个第一侧校轮的中轴线位于同一沿第一方向延伸的竖直平面内,三个第二侧校轮的中轴线位于另一个沿第一方向延伸的竖直平面内。
38.本实施例中,每个第一侧校轮42的第三轮轴均固定安装在底板41上,第一侧校轮42通过轴承转动自如地安装在该第三轮轴上,即第一侧校轮转动自如地安装在底板上。
39.对应于每个第二侧校轮43均设置有一水平调节部50,该水平调节部50包括固定安装在底板41上表面上的第二固定块51,在该第二固定块51上设置有沿第二方向延伸的第二螺纹孔,该第二螺纹孔为一通孔,第二螺杆54旋拧在该第二螺纹孔内,第二螺杆54的一端穿过第二螺纹孔后固定安装有第二导向板53,在底板的上表面上沿第二方向安装有两根相互平行的第二导轨52,第二导向板53支撑在该两根第二导轨52上。在第二螺杆54的另一端安装有第二手轮55。
40.在每个第一测校轮42的外周面上均设置有第一测校槽421,第一测校槽421由第一测校轮42的外周面沿径向下凹而形成。
41.在每个第二测校轮43的外周面上均设置有第二测校槽431,第二测校槽431由第二测校轮43的外周面沿径向下凹而形成。第一测校槽421和第二测校槽431均为与椭圆管的外周面相适应的仿形槽。第一测校槽和第二测校槽的中心线在一水平面内共面,在第一测校轮组与第二测校轮组之间形成用于椭圆管行走的测校通道,该测校通道沿第一方向延伸。
42.请参阅图5,沿第一方向观察,当椭圆管沿测校通道行走时,椭圆管的外周面的水平方向的两侧分别贴合在第一测校槽和第二测校槽的内壁上。
43.本实施例中,精轧通道和侧校通道沿同一直线延伸,第一精轧槽和第二精轧槽的深度均为椭圆管的截面的外周面的短轴半径的30%;第一测校槽和第二测校槽的深度均为椭圆管的截面的外周面的长轴半径的30%。
44.在本实施例工作时,首先将椭圆管盘卷100套设在放卷轴12上,然后牵引椭圆管110,使椭圆管依次穿过精轧通道和测校通道后夹持在牵引机的牵引夹60上,利用牵引机继续牵引椭圆管,在附图中牵引机未显示。然后调整三个第二精轧轮23的高度,使第一精轧槽和第二精轧槽分别抵压在椭圆管竖直方向的两侧,通过调节三个第二精轧轮23的下压量,使得椭圆管的平面弯曲度达到设定要求。通过调整三个第二测校轮与两个第一测校轮在第二方向之间的距离,使得椭圆管的侧面弓形度达到设定要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1