一种内安装板模具结构的制作方法
1.本实用新型涉及模具技术领域,特别是一种内安装板模具结构。
背景技术:
2.制作如图6所示的零件需要使用包括激光切割、打磨激光渣、数控折弯的步骤进行加工,对于一种需要大批量生产的零件来说,这样的工艺过程有以下问题:1.生产成本高,生产该零件需要使用包括激光切割机、数控折弯机,该两种设备的投资费用和能耗都不低;2.生产效率低,该零件尺寸较小且部分区域有尺寸和形位的要求,使用激光切割的速度会比较慢,而且需要处理激光渣,十分耗费时间。
技术实现要素:
3.为了克服现有技术的上述缺点,本实用新型的目的是提供一种内安装板模具结构。
4.本实用新型解决其技术问题所采用的技术方案是:一种内安装板模具结构,包括开料冲孔部件、翻孔冲凸台部件和折弯部件;所述开料冲孔部件包括凸凹模、凹模、第一固针板、第一卸料板、托料板、打板圈、模柄板、上模板、下模板和第一顶针,所述上模板上面和模柄板连接,所述上模板底部和第一固针板上面连接,所述第一固针板底部和凸凹模上面连接,所述凸凹模底部和第一卸料板上面连接,所述第一固针板底部和打板圈上面连接,所述下模板上面和凹模底面连接,所述凹模上面和托料板底面连接,所述上模板和下模板通过第一导柱活动连接,所述第一顶针和第一固针板、凸凹模、卸料板活动连接;所述翻孔冲凸台部件包括凹模固定板、第二固针板、第二卸料板和第二顶针,所述凹模固定板底部和第二固针板上面连接,所述第二固针板和第二卸料板通过第二导柱活动连接,所述第二顶针和凹模固定板、第二固针板活动连接;所述折弯部件包括折弯凹模和折弯凸模,所述折弯凸模在竖直方向上活动连接在折弯凹模的上方。
5.作为本实用新型的进一步改进:所述下模板开有排料孔,所述排料孔包括排料矩形孔和排料圆形孔。冲压出的废料从排料孔中排出。
6.作为本实用新型的进一步改进:所述凹模和托料板中间设有安装板轮廓的通孔,所述安装板轮廓的描述如下:中间设有第一矩形,第一矩形左边连接第二矩形,第一矩形右边连接第三矩形,第三矩形右边连接第四矩形,第一矩形的长和宽比第二矩形和第三矩形的长和宽长,第四矩形的长和宽比第二矩形和第三矩形的长和宽短。
7.作为本实用新型的进一步改进:所述凸凹模和卸料板的外形轮廓和安装板轮廓相同。
8.作为本实用新型的进一步改进:所述第一固针板、凸凹模和卸料板设有第一顶针孔,所述第一顶针孔包括第一顶针矩形孔、第一顶针圆孔,所述第一顶针通过穿过第一顶针孔与第一固针板、凸凹模和卸料板活动连接,所述第一顶针有锥度。把外形轮廓裁出来且卸料板压紧工件时,顶针从顶针孔中伸出,把矩形孔和圆孔压出,废料从排料孔中排出,分离
的时候零件卡在顶针上,顶针抽回使零件掉落,即可回收零件。
9.作为本实用新型的进一步改进:所述打板圈中间设有矩形孔,所述矩形孔比凸凹模和卸料板的外形轮廓大。
10.作为本实用新型的进一步改进:所述凹模固定板、第二固针板和第二卸料板设有凸台冲孔和翻孔成形孔,所述凸台冲孔的直径比翻孔成形孔的直径大。
11.作为本实用新型的进一步改进:所述第二顶针包括第二凸台顶针和第二翻孔顶针,所述第二凸台顶针通过穿过凸台冲孔和凹模固定板、第二固针板活动连接,所述第二翻孔顶针通过穿过翻孔成形孔和凹模固定板、第二固针板活动连接。第二固针板压紧工件后,第二顶针往下压,完成冲凸台或翻孔的操作。
12.作为本实用新型的进一步改进:所述折弯凹模上面设有v形凹槽,所述折弯凸模底部设有v形压块,所述v形凹槽对准v形压块。v形凹槽和v形压块用于将工件折弯至指定角度。
13.作为本实用新型的进一步改进:所述折弯部件还包括顶块,所述v形凹槽中间设有一个安装孔,所述v形压块中间设有一个缺口,所述顶块装在成型孔中,所述顶块伸出v形槽。折弯时,顶块顶住工件形成一个凹陷,v形压块的缺口是为了在折弯过程中容纳凹陷。
14.与现有技术相比,本实用新型的有益效果是:
15.1.生产成本低,投资成本和能耗比使用冲压机代替激光切割机和数控设备低; 2.生产效率高,不需要处理工件上的残渣且冲压成形的速度比激光切割快。
附图说明
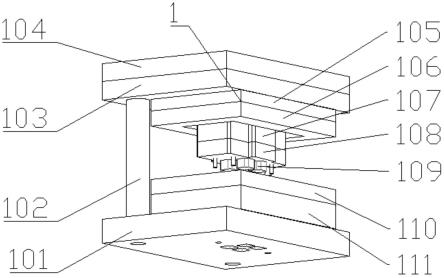
16.图1为开料冲孔部件的结构示意图。
17.图2为翻孔冲凸台部件的结构示意图。
18.图3为折弯部件的结构示意图。
19.图4为折弯凸模的示意图。
20.图5为折弯凹模和顶块的的结构示意图。
21.图6是安装板的成品示意图。
22.图7是未折弯安装板的示意图。
23.图中:1、开料冲孔部件;101、下模板;102、第一导柱;103、上模板;104、模柄板;105、第一固针板;106、打板圈;107、凸凹模;108、第一卸料板;109;第一顶针;110、托料板;111、凹模;2、翻孔冲凸台部件;21、第二卸料板;22、第二固针板;23、凹模固定板;24、第二顶针;25、第二导柱 3、折弯部件;31、折弯凹模;32、折弯凸模;33、顶块;4、安装板;5、未折弯安装板。
具体实施方式
24.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合本实用新型具体实施例及相应的附图对本实用新型技术方案进行清楚和完整地描述。显然,所描述的实施例仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.需要说明的是,本实用新型的说明书和权利要求书及上述附图中的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
26.现结合附图说明与实施例对本实用新型进一步说明:
27.本实用新型的详细描述:
28.如图1~3的一种内安装板模具结构,包括开料冲孔部件1、翻孔冲凸台部件2 和折弯部件3;所述开料冲孔部件1包括凸凹模107、凹模111、第一固针板 105、第一卸料板108、托料板110、打板圈106、模柄板104、上模板103、下模板101和第一顶针109,所述上模板103上面和模柄板104连接,模柄板104 和冲床连接带动上模板103及其相关连接的部件进行运动。所述上模板103底部和第一固针板105上面连接,所述第一固针板105底部和凸凹模107上面连接,所述凸凹模107底部和第一卸料板108上面连接,所述第一固针板105底部和打板圈106上面连接,所述打板圈106中间设有矩形孔,所述凸凹模107 和第一卸料板108穿过打板圈106的矩形孔,所述打板圈106的矩形孔比凸凹模107和第一卸料板108的外形轮廓大,所述下模板101上面和凹模111底面连接,所述下模板101开有排料孔,所述排料孔包括排料矩形孔和2组排料圆形孔,2组排料圆孔设置在排料矩形孔的左右两边,排料孔用于冲压的时候排出冲孔的废料。所述凹模111上面和托料板110底面连接,所述上模板103和下模板101都设有第一导柱102孔,所述上模板103和下模板101通过第一导柱 102穿过第一导柱102孔在竖直方向上活动连接,所述第一固针板105、凸凹模 107、卸料板设有第一顶针109孔,所述第一顶针109孔包括第一顶针109矩形孔和2组第一顶针109圆孔,2组第一顶针109圆孔设置在第一顶针109矩形孔的左右两边,所述第一顶针109通过穿过第一顶针109孔与第一固针板105、凸凹模107和卸料板在竖直方向上活动连接,所述第一顶针109有锥度,第一顶针109的锥度用于在冲裁完成后取出零件,冲裁时孔的温度会较高,冲裁完成后孔的温度会下降导致孔收缩,一定的锥度会使孔挂在第一顶针109上,零件也会随着第一顶针109一起提起,当第一顶针109抽回,零件就会掉落,完成回收。所述凹模111和托料板110中间设有安装板4轮廓的通孔,所述安装板4 轮廓的描述如下:一中间设有第一矩形,第一矩形左边连接第二矩形,第一矩形右边连接第三矩形,第三矩形右边连接第四矩形,第一矩形的长和宽比第二矩形和第三矩形的长和宽长,第四矩形的长和宽比第二矩形和第三矩形的长和宽短。安装板4轮廓的边角设有倒角或圆角。所述凸凹模107和卸料板的外形轮廓和安装板4轮廓相同,但尺寸大小会有不同。
29.所述翻孔冲凸台部件2包括凹模固定板23、第二固针板22、第二卸料板21 和第二顶针24,所述凹模固定板底部和第二固针板22上面连接,所述第二固针板22和第二卸料板21设有第二导柱25孔,所述第二固针板22和第二卸料板 21通过第二导柱25穿过第二导柱25孔在竖直方向上活动连接。所述凹模固定板23、第二固针板22和第二卸料板21设有凸台冲孔和翻孔成形孔,因为要在冲出来的凸台上翻孔,所述凸台冲孔的直径比翻孔成形孔的直径大。所述第二顶针24包括第二凸台顶针和第二翻孔顶针,所述第二凸台顶针通过穿过凸台冲孔和凹模固定板23、第二固针板22在竖直方向上活动连接,所述第二翻孔顶针通过穿过翻孔成形孔和凹模固定板23、第二固针板22在竖直方向上活动连接。
30.所述折弯部件3包括折弯凹模31、折弯凸模32和顶块33,所述折弯凹模31 上面设
有v形凹槽,所述v形凹槽中间设有一个安装孔,所述顶块33安装在安装孔中,所述顶块33伸出v形槽,所述折弯凸模32底部设有v形压块,所述v形压块中间设有一个缺口,所述v形凹槽对准v形压块,所述折弯凸模32 安装在冲床上,所述v形压块对准v形凹槽,冲床连接折弯凸模32做竖直方向的运动。v形压块和v形压槽挤压零件形成折弯,顶块33和v形压块的缺口配合形成零件的凹陷,凹陷能增强零件的强度。
31.本实用新型的工作过程:
32.开料冲孔部件1的工作过程:将板材放到托料板110的上表面,然后机床向下做冲压运动,开料冲孔部件1的上半部分往下压,将板材冲裁出内安装板4 的外形轮廓,压紧冲裁出的零件后,第一顶针109往下冲压,将零件的矩形孔和圆孔冲裁出,冲出来的废料经排料孔排除。开料冲孔部件1的上半部分和第一顶针109同时提起,零件挂在第一顶针109上,第一顶针109单独抽回,即可回收掉落的零件。
33.翻孔冲凸台部件2的工作过程:将开料冲孔完成的零件放到第二卸料板21 上并对准一边的凸台冲孔,进行第二固针板22往下压紧零件,第二凸台顶针将零件冲出凸台,将零件的凸台对准对应的翻孔成形孔,第二翻孔顶针将凸台冲出翻孔,另一边的凸台和翻孔也是同样操作。
34.折弯部件3的工作过程:将翻孔冲凸台完的零件平方在折弯凹模31的上屏幕上,对准要折弯的地方,折弯凸模32往下压,零件被v形凹槽和v形压块压弯且被顶块33顶出一个内凹陷。
35.本实用新型的主要功能:
36.1.生产成本低,投资成本和能耗比使用冲压机代替激光切割机和数控设备低;
37.2.生产效率高,不需要处理工件上的残渣且冲压成形的速度比激光切割快。
38.综上所述,本领域的普通技术人员阅读本实用新型文件后,根据本实用新型的技术方案和技术构思无需创造性脑力劳动而作出其他各种相应的变换方案,均属于本实用新型所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1