切割工装的制作方法
1.本技术涉及航空航天领域,尤其涉及一种切割工装。
背景技术:
2.飞机喷射发动机尾管排气的温度约在1000摄氏度左右,是飞机上的热辐射源,降低尾喷管热辐射的措施是降低发动就的排气温度。为此,飞机可以采用一种矩形二元喷管,加大尾喷管和冷空气的接触面,以利于尾喷管散热以及燃气射流与冷空气的混合,降低红外辐射。
3.但是该零件外形呈多曲线,同时要求零件上孔位于外形一要求严格,按原有供油采用五轴数控加工中心加工,其加工效率低。
技术实现要素:
4.有鉴于此,本技术提出了一种切割工装,其使得激光切割可以一次性的完成,使得切割过程连续不断,提升了工件的加工效率,且适用于工程化的批量生产。
5.根据本技术的一方面,提供了一种切割工装,用于加工红外抑制器尾喷管,包括:
6.转动轴、固定轮和定位轮;
7.所述转动轴和所述定位轮沿所述转动轴的轴线方向依次固定在所述转动轴上,所述固定轮和所述定位轮同轴设置;
8.所述固定轮的侧壁上设有托台,所述托台绕所述固定轮的侧壁周向设置,所述托台位于所述固定轮远离所述定位轮一侧。
9.在一种可能的实现方式中,所述定位轮设置有两个以上,两个以上的定位轮沿所述转动轴的轴线方向依次间隔设置。
10.在一种可能的实现方式中,所述定位轮设置有两个,所述固定轮、两个所述定位轮沿所述转动轴的轴线方向依次等间隔排布。
11.在一种可能的实现方式中,所述固定轮的外壁与所述固定轮的外壁平齐设置。
12.在一种可能的实现方式中,所述固定轮的圆心位置处设置有固定孔,所述定位轮的圆心位置处设置有定位孔;
13.所述固定孔、所述定位孔均与所述转动轴相匹配,所述固定轮的所述定位孔的内壁、所述定位轮的所述定位孔的内壁均与所述转动轴的外壁焊接设置。
14.在一种可能的实现方式中,所述固定轮包括内套、支撑架和外轮圈;
15.所述支撑架设置有两个以上,两个以上的所述支撑架沿所述内套的外壁依次间隔设置,所述内套的内壁作为所述固定孔的内壁;
16.所述支撑架未与所述内套连接的一端与所述外轮圈的内壁固定;
17.所述定位轮的结构与所述固定轮的结构相同。
18.在一种可能的实现方式中,所述支撑架设置有四个,四个所述支撑架沿所述内套的外壁周向等间隔设置。
19.在一种可能的实现方式中,还包括底座,所述底座固定在所述转动轴的一端,所述底座与所述固定轮位于所述转动轴的同一侧。
20.在一种可能的实现方式中,还包括驱动电机;
21.所述驱动电机的输出轴与所述转动轴的一端固定连接。
22.在一种可能的实现方式中,所述固定轮和所述托台为一体成型。
23.本技术实施例切割工装用于加工红外抑制器尾喷管,在加工红外抑制器尾喷管时,红外抑制器尾喷管的毛坯管沿转动轴的轴线方向套在固定轮和定位轮的外壁上,且毛坯管的一端与固定轮外壁上的托台抵接,完成毛坯管的支撑固定。在五轴激光切割机对毛坯管进行加工时,只需转动本技术实施例即可调整切割面,能够通过不断的转动本技术实施例来调整切割面,使得激光切割可以一次性的完成,使得切割过程连续不断,提升了工件的加工效率,且适用于工程化的批量生产。
24.根据下面参考附图对示例性实施例的详细说明,本技术的其它特征及方面将变得清楚。
附图说明
25.包含在说明书中并且构成说明书的一部分的附图与说明书一起示出了本技术的示例性实施例、特征和方面,并且用于解释本技术的原理。
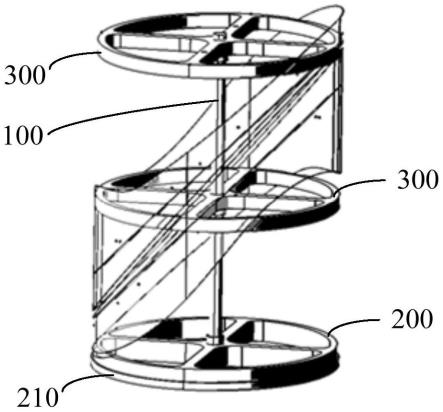
26.图1示出本技术实施例的切割工装的主体结构图;
27.图2示出本技术实施例的切割工装的带有驱动电机的结构图。
具体实施方式
28.以下将参考附图详细说明本技术的各种示例性实施例、特征和方面。附图中相同的附图标记表示功能相同或相似的元件。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。
29.其中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本新型或简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本新型的限制。
30.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
31.在这里专用的词“示例性”意为“用作例子、实施例或说明性”。这里作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。
32.另外,为了更好的说明本技术,在下文的具体实施方式中给出了众多的具体细节。本领域技术人员应当理解,没有某些具体细节,本技术同样可以实施。在一些实例中,对于本领域技术人员熟知的方法、手段、元件和电路未作详细描述,以便于凸显本技术的主旨。
33.图1示出本技术实施例的切割工装的主体结构图。图2示出本技术实施例的切割工
装的带有驱动电机的结构图。如图1或图2所示,该切割工装用于加工红外抑制器尾喷管,该切割工装包括:转动轴100、固定轮200和定位轮300,其中,转动轴100和定位轮300沿转动轴100的轴线方向依次固定在转动轴100上,固定轮200和定位轮300同轴设置。固定轮200的侧壁上设置有托台210,托台210绕固定轮200的侧壁周向设置,托台210位于固定轮200远离定位轮300的一侧。
34.本技术实施例切割工装用于加工红外抑制器尾喷管,在加工红外抑制器尾喷管时,红外抑制器尾喷管的毛坯管沿转动轴100的轴线方向套在固定轮200和定位轮300的外壁上,且毛坯管的一端与固定轮200外壁上的托台210抵接,完成毛坯管的支撑固定。在五轴激光切割机对毛坯管进行加工时,只需转动本技术实施例即可调整切割面,能够通过不断的转动本技术实施例来调整切割面,使得激光切割可以一次性的完成,使得切割过程连续不断,提升了工件的加工效率,且适用于工程化的批量生产。
35.在一种可能的实现方式中,定位轮300设置有两个以上,两个以上的定位轮300沿转动轴100的轴线方向依次间隔设置。由此,进一步的增加了本技术实施例的支撑性能,能更好的支撑毛坯管。
36.更进一步的,在一种可能的实现方式中,定位轮300设置有两个,固定轮200、两个定位轮300沿转动轴100的轴线方向依次等间隔排布。由此,进一步的优化了本技术实施例的结构。
37.在一种可能的实现方式中,固定轮200的圆心位置处设置有固定孔,定位轮300的圆心位置处设置有定位孔,且固定孔、定位孔均与转动个轴相匹配,固定轮200的定位孔内部、定位轮300的定位孔内壁均与转动轴100的外壁焊接设置。
38.更进一步的,在一种可能的实现方式中,固定轮200包括内套、支撑架和外轮圈,支撑架设置有两个以上,两个以上的支撑架沿内套的外壁依次间隔设置,内套的内壁作为固定孔的内壁。支撑架未与内套连接的一端与外轮圈的内壁固定。定位轮300的结构与固定轮200的结构相同。
39.更进一步的,在一种可能的实现方式中,支撑架设置有四个,四个支撑架沿内套的外壁周向等间隔设置。
40.此处,应当指出的是,在一种可能的实现方式中,支撑架呈矩形方柱状,支撑架的一端与内套的外壁固定,支撑架的另一端与外轮圈的内壁固定。
41.更进一步的,在一种可能的实现方式中,还包括底座400,底座400固定在转动轴100的一端,底座400与固定轮200位于转动轴100的同一侧。
42.此处,应当指出的是,在一种可能的实现方式中,底座400包括底板和连接套,其中,连接套内部中空且一端设有开口,转动轴100与连接套的内部腔体相匹配,由此,使得转动轴100和连接套固定。且可以将转动轴100和连接套焊接在一起。
43.在一种可能的实现方式中,还包括驱动电机500,驱动电机500的输出轴与转动轴100的一端固定连接。
44.此处,应当指出的是,在一种可能的实现方式中,当时设置有底座400时,驱动电机500固定在底座400上,且驱动电机500的输出轴与转动轴100固定。
45.此处,还应当指出的是,在一种可能的实现方式中,当时设置有底座400时,驱动电机500也可以固定在底座400上,且驱动电机500的输出轴贯穿底座400与转动轴100固定连
接。
46.在一种可能的实现方式中,固定轮200和托台210为一体成型。此处,应当指出的是,在一种可能的实现方式中,定位轮300也为一体成型。
47.本技术实施例切割工装包括转动轴100、固定轮200和定位轮300,其中,定位轮300设置有两个,固定轮200包括内套、支撑架和外轮圈,其中,内套和外轮圈均呈中空圆柱状,支撑架呈矩形柱状,且支撑架设置四个,四个支撑架的一端均与内套的外壁固定,四个支撑架的另一端均与外轮圈的内壁固定,且四个支撑架沿内套的外壁等间隔设置。定位轮300的结构与固定轮200的结构相同。固定轮200的内套的内壁作为固定孔套在转动轴100上,并临近转动轴100的一端,且与转动轴100焊接。两个定位轮300通过定位轮300上的定位孔依次套接在转动轴100上,且与转动轴100固定。固定轮200、两个定位轮300在转动轴100上等间隔设置,且固定轮200的外轮圈的外壁与定位轮300的外壁平齐设置。固定轮200的外轮圈的上设置有托台210,托台210沿外轮圈的外壁周向设置,且托台210位于远离定位轮300设置。转动轴100的一端设置有驱动电机,且驱动电机的输出轴与转动轴100的设置固定轮200的一端固定连接,用于驱动转动轴100转动。由此,本技术通过驱动电机驱动转动轴100转动,进一步的驱动固定轮200和定位轮300转动,由此,可以调整套在固定轮200和定位轮300上的毛坯管的切割面,使得激光切割可以一次性的完成,使得切割过程连续不断,提升了工件的加工效率,且适用于工程化的批量生产。
48.以上已经描述了本技术的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1