粉罐车大梁折弯工装的制作方法
1.本实用新型涉及折弯技术领域,尤其涉及粉罐车大梁折弯工装。
背景技术:
2.折弯是金属板料在折弯机上模或下模的压力下,首先经过弹性变形,然后进入塑性变形,在塑性弯曲的开始阶段,板料是自由弯曲的,随着上模或下模对板料的施压,板料与下模v型槽内表面逐渐靠紧,同时曲率半径和弯曲力臂也逐渐变小,继续加压直到行程终止,使上下模与板材三点靠紧全接触,此时完成一个v型弯曲,就是俗称的折弯。
3.目前粉罐车大梁在折弯的过程中对固定的角度折弯,折弯的方式多为固定的推杆在模具上折弯,对折弯的大梁需要移到下一工序去焊接,不方便调节模具的角度,不方便行走稳定折弯,不方便在折弯后直接装夹待焊接板进行焊接,故而提出了粉罐车大梁折弯工装来解决上述问题。
技术实现要素:
4.针对现有技术的不足,本实用新型提供了粉罐车大梁折弯工装,具备方便调节模具的角度,方便行走稳定折弯,方便在折弯后直接装夹待焊接板进行焊接等优点,解决了不方便调节模具的角度,不方便行走稳定折弯,不方便在折弯后直接装夹待焊接板进行焊接的问题。
5.为实现上述目的,本实用新型提供如下技术方案:粉罐车大梁折弯工装,包括:定位机构和折弯机构,所述定位机构的正面与折弯机构固定连接;
6.所述定位机构包括工作台、摆臂装置、压紧装置和限位装置,所述工作台顶部开设的定位孔,所述定位孔的内壁插接有定位销,所述工作台的顶部设置有两个对称的定位板;
7.所述折弯机构包括支撑台、导轨、移动车、转盘、液压伸缩杆和活动轮,所述支撑台的顶部设置有导轨,所述导轨的顶部滑动设置有移动车,所述移动车的顶部与转盘转动连接,所述转盘的顶部设置有液压伸缩杆,且液压伸缩杆的伸缩端朝向定位板的一侧,所述液压伸缩杆的伸缩端活动连接有活动轮,所述限位装置与液压伸缩杆分布在定位板前后不同的两侧。
8.本技术通过定位板安装在工作台的顶部,由限位装置对两个定位板限位,同时两个定位板的角度经过限位装置调节,以及定位销把方管限位在定位板的正面,然后通过移动车带动液压伸缩杆左右移动,由液压伸缩杆带动活动轮对方管折弯在定位板上,方便了进行稳定折弯和折弯不同角度的罐车大梁。
9.进一步,所述定位板的顶部设置有预设数量的摆臂装置,所述工作台的顶部设置有两个对称的压紧装置,所述工作台的顶部设置有与压紧装置同侧的限位装置。
10.采用上述进一步方案的有益效果是:通过摆臂装置与压紧装置对待焊接的工件压紧在折弯的工件上,方便了对待焊接的工件安装。
11.进一步,所述摆臂装置包括摆臂底板、摆臂扣合、气缸立板、气缸固定板、气缸体、
气缸加固板、压臂立板、压臂底板和摆臂立板,所述摆臂底板的底部与定位板的顶部固定连接,所述摆臂底板的顶部与摆臂扣合的底部固定连接,所述摆臂底板的顶部与摆臂扣合的正面固定连接有摆臂立板,所述摆臂底板的顶部与摆臂立板的侧壁放置有方管。
12.采用上述进一步方案的有益效果是:通过摆臂装置的摆臂底板在定位板的顶部安装,提高了摆臂装置的稳定性,通过摆臂底板上的摆臂扣合对摆臂立板稳定支撑,提高了摆臂立板对方管的稳定支撑。
13.进一步,所述摆臂扣合的顶部与气缸立板固定连接,所述气缸立板的顶部与气缸固定板的底部固定连接,所述气缸体的伸缩端穿过气缸固定板的内部与压臂立板固定连接,所述压臂底板的顶部与压臂立板活动安装,所述压臂底板呈倒置t形。
14.采用上述进一步方案的有益效果是:通过气缸体带动压臂立板和压臂底板对方管压在摆臂底板的顶部,方便了进行定位夹紧。
15.进一步,所述压紧装置包括l形转臂和l形转臂底部的液压推杆。
16.采用上述进一步方案的有益效果是:通过压紧装置把焊接板装夹在折弯大梁的外壁。
17.进一步,所述限位装置固定体和螺杆,所述工作台的顶部与固定体固定连接,所述螺杆贯穿固定体,且螺杆平行与工作台。
18.采用上述进一步方案的有益效果是:通过限位装置对工作台上的定位板进行压紧定位。
19.与现有技术相比,本技术的技术方案具备以下有益效果:
20.1、该粉罐车大梁折弯工装,通过定位板安装在工作台的顶部,由限位装置对两个定位板限位,同时两个定位板的角度经过限位装置调节,以及定位销把方管限位在定位板的正面,然后通过移动车带动液压伸缩杆左右移动,由液压伸缩杆带动活动轮对方管折弯在定位板上,方便了进行稳定折弯和折弯不同角度的罐车大梁;
21.2、该粉罐车大梁折弯工装,通过折弯完成后,由定位板上安装摆臂底板和方管,然后通过气缸体把待焊接的工件压在方管的顶部,由焊接人员进行焊接,方便了在折弯后直接装夹待焊接板进行焊接,避免了对工件二次搬运。
附图说明
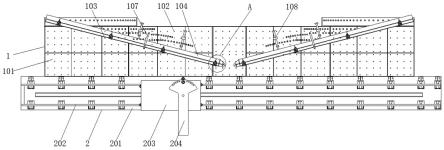
22.图1示出了本技术粉罐车大梁折弯工装的俯视示意图。
23.图2示出了本技术粉罐车大梁折弯工装的左视示意图。
24.图3示出了本申中图1中a部放大示意图。
25.图4示出了本技术中摆臂装置和定位板的正视示意图。
26.图5示出了本技术中摆臂装置和定位板的俯视示意图。
27.图6示出了本技术中摆臂装置的左视示意图。
28.图7示出了本技术中转盘的俯视示意图。
29.图8示出了本技术中转盘和液压伸缩杆的俯视示意图。
30.图9示出了本技术中转盘和液压伸缩杆的正视示意图。
31.附图标记:1-定位机构,101-工作台,102-定位孔,103-定位销,104-定位板,105-摆臂装置,1051-摆臂底板,1052-摆臂扣合,1053-气缸立板,1054-气缸固定板,1055-气缸
体,1056-气缸加固板,1057-压臂立板,1058-压臂底板,1059-摆臂立板,106-方管,107-压紧装置,108-限位装置,2-折弯机构,201-支撑台,202-导轨,203-移动车,204-转盘,205-液压伸缩杆,206-活动轮。
具体实施方式
32.以下描述用于揭露本实用新型以使本领域技术人员能够实现本实用新型。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本实用新型的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本实用新型的精神和范围的其他技术方案。
33.本领域技术人员应理解的是,在说明书的揭露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此,上述术语不能理解为对本实用新型的限制。
34.可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
35.参考图1-9,依本实用新型一较佳实施例的粉罐车大梁折弯工装将在以下被详细地阐述,包括:定位机构1和折弯机构2,定位机构1的正面与折弯机构2固定连接;
36.定位机构1包括工作台101、摆臂装置105、压紧装置107和限位装置108,工作台101顶部开设的定位孔102,定位孔102的内壁插接有定位销103,工作台101的顶部设置有两个对称的定位板104,定位板104的顶部设置有预设数量的摆臂装置105,工作台101的顶部设置有两个对称的压紧装置107,工作台101的顶部设置有与压紧装置107同侧的限位装置108;
37.折弯机构2包括支撑台201、导轨202、移动车203、转盘204、液压伸缩杆205和活动轮206,支撑台201的顶部设置有导轨202,导轨202的顶部滑动设置有移动车203,移动车203的顶部与转盘204转动连接,转盘204的顶部设置有液压伸缩杆205,且液压伸缩杆205的伸缩端朝向定位板104的一侧,液压伸缩杆205的伸缩端活动连接有活动轮206,限位装置108与液压伸缩杆205分布在定位板104前后不同的两侧,液压伸缩杆205的伸缩端与工作台(101)的顶部平行,且液压伸缩杆205与工作台(101)的正面垂直。
38.进一步优选地,摆臂装置105包括摆臂底板1051、摆臂扣合1052、气缸立板1053、气缸固定板1054、气缸体1055、气缸加固板1056、压臂立板1057、压臂底板1058和摆臂立板1059,摆臂底板1051的底部与定位板104的顶部固定连接,摆臂底板1051的顶部与摆臂扣合1052的底部固定连接,摆臂底板1051的顶部与摆臂扣合1052的正面固定连接有摆臂立板1059,摆臂底板1051的顶部与摆臂立板1059的侧壁放置有方管106,摆臂扣合1052的顶部与气缸立板1053固定连接,气缸立板1053的顶部与气缸固定板1054的底部固定连接,气缸体1055的伸缩端穿过气缸固定板1054的内部与压臂立板1057固定连接,压臂底板1058的顶部与压臂立板1057活动安装,压臂底板1058呈倒置t形。
39.优选地,压紧装置107包括l形转臂和l形转臂底部的液压推杆。
40.优选地,限位装置108固定体和螺杆,工作台101的顶部与固定体固定连接,所述螺杆贯穿固定体,且螺杆平行与工作台101,工作台101顶部的螺杆在固定体的内部转动伸缩对定位板104进行限位。
41.上述实施例的工作原理为:
42.通过定位板104安装在工作台101的顶部,由限位装置108对两个定位板104限位,同时两个定位板104的角度经过限位装置108调节,以及定位销103把方管106限位在定位板104的正面,然后通过移动车203带动液压伸缩杆205左右移动,由液压伸缩杆205带动活动轮206对方管106折弯在定位板104上,方便了进行稳定折弯和折弯不同角度的罐车大梁,通过折弯完成后,由定位板104上安装摆臂底板1051和方管106,然后通过气缸体1055把待焊接的工件压在方管106的顶部,由焊接人员进行焊接,方便了在折弯后直接装夹待焊接板进行焊接,避免了对工件二次搬运,方便调节模具的角度,方便行走稳定折弯,方便在折弯后直接装夹待焊接板进行焊接。
43.本领域的技术人员应理解,上述描述及附图中所示的本实用新型的实施例只作为举例而并不限制本实用新型。本实用新型的优势已经完整并有效地实现。本实用新型的功能及结构原理已在实施例中展示和说明,在没有背离所述原理下,本实用新型的实施方式可以有任何变形或修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1