一种新型红外聚焦装置的制作方法
1.本实用新型涉及光伏电池片焊接技术领域,具体涉及一种新型红外聚焦装置。
背景技术:
2.在光伏行业中,焊接为光伏组件封装工艺中的关键工序之一,分为手动焊接和自动焊接,焊接的可靠性、稳定性对光伏组件的性能与寿命都有至关重要的影响。随着技术的发展,手工焊接的方式已被逐步淘汰,自动焊接设备可以按设定参数实现光伏电池片正反面同时自动连续焊接,产能更高,一致性更好。
3.自动焊接设备采用的焊接工艺主要有红外加热、电磁感应加热以及热风加热等,其中传统的红外加热方式以热辐射方式加热整个电池片表面,实现电池片与焊带的焊接。此焊接方式的能耗高,焊点位置热应力大,电池片整面受热易造成衰减,且长时间工作中热量容易累积,温度过高导致过焊,影响焊接质量。
技术实现要素:
4.为了解决上述技术问题,本实用新型提供涉及一种新型红外聚焦装置,改善了电池片表面的热量分布,焊接点位置能够更快地升温实现焊接,而电池片其他区域能够免受高功率红外光的照射,从而减少对电池片的损伤,同时实现节能的效果,减小了焊带在焊接过程中的热应变,保证了稳定可控的焊接质量,避免了光伏电池片受热变形、过焊等问题出现。
5.为了达到上述目的,本实用新型的技术方案如下:
6.本实用新型还提供一种新型红外聚焦装置,包括:红外聚焦单元,所述红外聚焦单元包括:红外光发射器和柱面镜,所述红外光发射器用于发射红外光,所述红外光发射器表面设有反射层,所述柱面镜与所述红外光发射器呈相对设置,所述柱面镜两端连接有柱面镜固定支架,所述红外光发射器两端连接有红外光发射器固定支架,所述红外光发射器固定支架与所述柱面镜固定支架连接。
7.本实用新型提供一种新型红外聚焦装置,改善了电池片表面的热量分布,焊接点位置能够更快地升温实现焊接,而电池片其他区域能够免受高功率红外光的照射,从而减少对电池片的损伤,同时实现节能的效果,减小了焊带在焊接过程中的热应变,保证了稳定可控的焊接质量,避免了光伏电池片受热变形、过焊等问题出现。
8.作为优选技术方案,包括:若干块红外光发射器安装板和若干组如上所述的红外聚焦单元,所述红外光发射器安装板一面通过红外光发射器固定支架与红外聚焦单元连接,所述红外光发射器安装板的两侧设有滑槽,所述红外光发射器固定支架与滑槽相互配合以能够调节红外聚焦单元相对待焊接电池片的聚焦加热位置。
9.作为优选技术方案,所述红外光发射器安装板穿过组件安装架并与传动组件连接,所述传动组件与驱动组件连接,所述驱动组件驱动传动组件转动带动红外光发射器安装板运动,所述红外光发射器安装板运动带动红外聚焦单元运动以能够调节每两组红外聚
焦单元的间距;所述红外光发射器安装板另一面上连接有降温件安装架,所述降温件安装架上连接有降温件安装板,降温件安装板上至少连接有两个降温件,所述降温件用于对红外光发射器吹冷却气降温,所述红外光发射器安装板与所述红外聚焦单元之间设有反射板,所述反射板与所述红外光发射器安装板连接,所述反射板上开有阵列的冷却气流的流通孔。
10.作为优选技术方案,包括:组件安装板,若干组红外聚焦单元、红外光发射器安装板、降温件安装架、降温件安装板、降温件和反射板设置于所述组件安装板上,组件安装板一侧与组件安装架连接,组件安装板另一侧连接有灯罩,所述组件安装板上还设有传感器安装架,传感器安装架上活动连接有红外传感器,所述红外传感器用于采集焊接光伏电池片的局部聚焦加热温度,所述红外传感器与处理器电连接,所述处理器与红外光发射器控制器电连接,所述红外光发射器控制器用于调控红外光发射器的运行参数。
11.作为优选技术方案,包括:焊接支架,所述焊接支架的两侧连接有焊接支架导轨,所述组件安装架通过升降板连接块与组件升降板连接,所述组件升降板与驱动组件连接,所述组件升降板与焊接支架导轨连接,所述组件升降板上固定有连接工件,所述组件升降板通过连接工件与升降驱动组件连接,所述升降驱动组件推拉组件升降板以能够调节所述红外聚焦单元与所述光伏电池片之间的间距。
12.作为优选技术方案,所述焊接支架一端连接有真空发生器,所述焊接支架另一端与焊接底板连接,所述组件安装板内部开设有流道,所述组件安装板两侧设有真空吸附口,所述流道与所述真空吸附口一端连接,所述真空吸附口另一端与真空发生器连接,所述焊接底板固定于红外焊接工作区域一侧。
13.作为优选技术方案,括:红外焊接工作区域,所述红外焊接工作区域与所述组件安装板呈相对设置,所述红外焊接工作区域包括:传送带和压针载具,光伏电池片的主栅上预固定有焊带形成待焊接的光伏电池片,待焊接的光伏电池片放置于所述传送带一面上,待焊接的光伏电池片与压针载具呈相对设置,所述传送带另一面安装有加热板,所述加热板用于对待焊接的光伏电池片进行预热。
14.本实用新型提供一种新型红外聚焦装置,具有以下有益效果:
15.1)通过红外聚焦单元中的的柱面镜,实现了对红外光发射器发射的发散红外光进行收集和会聚形成窄区域聚焦照射加热,能够对待焊接的光伏电池片进行精准焊接,同时柱面镜对红外光具有收集效果,精准焊接方式对红外光的利用率更高,因此使用功率更低的红外灯光发射器即可达到焊接温度,实现了节能的效果;
16.2)相比于传统的红外焊接方式,通过红外聚焦方式实现的精准焊接将热量集中至电池片主栅焊接点上,改善了焊接光伏电池片表面的热量分布,且焊接点位置能够更快地升温实现焊接,而光伏电池片其他区域能够免受高功率红外光的照射,从而减少对光伏电池片的损伤;
17.3)对光伏电池片主栅的焊接点及设置于其上的焊带进行局部加热进行精准焊接,减小了焊带在焊接过程中的热应变,光伏电池片焊接成串后,焊接点热应力更小,光伏组件焊接质量得到了提高;
18.4)通过红外传感器实时监测焊接区的温度,并根据反馈结果,对红外光发射器的运行参数进行动态调节(红外光发射器的运行参数包括:功率调节和开启时长调节两种方
式),维持焊接区温度稳定,保证了稳定可控的光伏电池片的焊接质量,避免过焊问题;
19.5)通过降温件与真空发生器相互配合,保障了焊接热场中气流自由流动,避免了焊接过程中持续升温,热场温度可控且均匀;
20.6)结构设计上,各红外聚焦单元独立设计,单独调控,能够根据电池片栅线图案灵活配置、调节,适配性更好,应用范围更广,各红外聚焦阵列同样相对独立,间距可调,能够适配不同待焊接电池片片间间距的工艺需求,且自动适应首尾分串,提高了生产效率。
附图说明
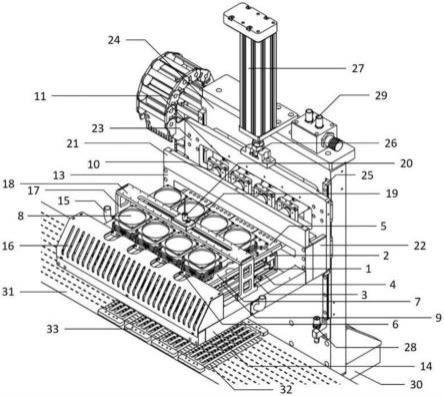
21.图1为一种新型红外聚焦装置的结构图;
22.图2为一种新型红外聚焦装置的部分结构图;
23.图3为一种新型红外聚焦装置中的红外聚焦阵列结构图;
24.图4为一种新型红外聚焦装置中的红外聚焦单元的结构图;
25.图5为一种红外聚焦单元的工作原理图;
26.图6为一种新型红外聚焦装置的电路图;
27.其中,1-红外光发射器;2-红外光发射器固定支架;3-柱面镜;4-柱面镜固定支架;5-红外光发射器安装板;6-降温件安装架;7-降温件安装板;8-降温件;9-反射板;10-传动组件;11-驱动组件;12-反射挡板;13-组件安装架;14-组件安装板;15-真空吸附口;16-灯罩;17-传感器安装架;18-传感器安装板;19-传感器安装座;20-红外传感器;21-隔热板;22-升降板连接块;23-组件升降板;24-焊接支架;25-焊接支架导轨;26-连接工件;27-升降驱动组件;28-限位组件;29-真空发生器;30-焊接底板;31-传送带;32-光伏电池片;33-压针载具。
具体实施方式
28.下面结合附图详细说明本实用新型的优选实施方式。
29.可以理解,本实用新型是通过一些实施例达到本实用新型的目的。
30.本实用新型提供一种光伏电池片红外聚焦焊接的工艺,包括以下步骤:
31.在局部聚焦加热之前,光伏电池片32的焊接点设置于所述光伏电池片32的主栅上,所述光伏电池片32的主栅两侧位置涂敷有uv胶,在光伏电池片32的主栅上排布有焊带,所述焊带通过uv胶与光伏电池片32以能够实现预固定,焊带预先使用助焊剂浸泡处理,红外光发射器1、红外光发射器安装架2、柱面镜3、柱面镜安装架4组成红外聚焦单元,所述红外光发射器1用于发射红外光,红外光经柱面镜3聚焦后投射至光伏电池片32的焊接点位置进行局部聚焦加热,焊带经红外光局部聚焦加热后,焊带表面局部熔化并与光伏电池片32焊接点合金化以能够实现焊接。
32.所述柱面镜3横截面为平凸透镜形状,所述柱面镜3材质优选石英,在短波红外波段有较高的透过率。
33.所述光伏电池片32为perc或topcon类型电池片。
34.所述uv胶为有机硅基uv固化胶,通过压电阀或网板印刷方式涂敷在光伏电池片32各主栅两侧位置,用以实现焊带预固定。所述uv胶由高光功率密度的uv线光源照射固化。
35.红外光经柱面镜聚焦后投射至光伏电池片的宽度小于4mm,能够在光伏电池片的
焊接点附近形成温度梯度,改善热量分布,所述红外聚焦单元与待焊接光伏电池片间距可调以能够实现红外光对光伏电池片的焊接点位置从对焦调至离焦,从而实现不同的聚焦加热效果。
36.如图5所示,红外聚焦单元中的柱面镜3的存在使得红外光经柱面镜3收集后会聚至待焊接的光伏电池片32上,相比红外光直接发散式的照射至待焊接的光伏电池片32上,对红外光的利用率得到大幅提高,提升焊接速率,减小焊接功率需求,降低了能耗。
37.待焊接的光伏电池片上红外光聚焦加热的效果主要由光功率、光功率密度以及结构散热决定,其中光功率、光功率密度可以通过对红外聚焦单元的计算得到。
38.理论上,系统的光源为红外光发射器1的红外灯灯丝,能够将其视为点光源的集合,系统的光学元件为柱面镜3,柱面镜3的截面为平凸透镜,下简称透镜,待焊接的光伏电池片32的接收面为工作面,工作面能够位于柱面镜3后任意位置。
39.红外光线由光源发出,红外光线经透镜折射后会聚于光源共轭位置(像平面),工作面位于像平面处或位于像平面前后位置处。
40.将光源近似为宽度w的面光源,单位长度光功率为p0,发散角为60
°
,则距离u处的光功率密度为物距u位置宽度为d的透镜接收到的光功率为:
[0041][0042]
θ为透镜对光源所张角度,2θ<60
°
,不考虑透镜损耗,p1即为像方单位长度上的光功率。
[0043]
对于聚焦位置的光功率密度计算,近似使用薄透镜公式如下:
[0044][0045]
其中f为透镜焦距,v为像距,对于u>f的情况,
[0046][0047]
β为横向放大率,物的光功率密度为f0=p0/w,则像的光功率密度为:
[0048][0049]
为超越方程,无解析解,由数值解计算结果可得,物距越大、焦距越小、透镜宽度越大,像的光功率密度越大,此时,工作面若位于像平面处,即为透镜后光功率密度最大的位置。
[0050]
而对于u<f的情况,出光不聚焦,在透镜后越近的位置,光斑越小,光功率密度越大,在位于透镜后距离l位置处的工作面,像斑宽度近似为:
[0051][0052]
平均光功率密度近似为:
[0053][0054]
物距越大、工作距离越小、透镜宽度越大,光功率密度越大。
[0055]
对于实际焊接效果,优先考虑光功率p1,物距越小,即透镜与红外光发射器距离越近,光功率越大,红外加热效果越好。
[0056]
其次,考虑光功率密度f1或f2,以优化照射区域的温度分布,达成精准焊接的目的,对于u>f的情况,物距越大、透镜焦距越小,光功率密度越大,且工作面位于像平面时光功率密度取得极大值;对于u<f的情况,物距越大、工作距离越小,光功率密度越大。
[0057]
此外,透镜宽度越大,光功率与光功率密度均越大。设计中,在安装空间允许的情况下,柱面镜宽度越大越好。
[0058]
综合考虑各因素的影响,在小物距、短焦透镜、短工作距离的配置下,采用本实用新型提供一种红外聚焦单元、光伏电池片红外聚焦焊接结构及其工艺能够取得相对最佳的红外聚焦加热效果。
[0059]
如图1-2所示,本实用新型提供一种新型红外聚焦装置,包括:若干个红外光发射器安装板5和若干组如上所述的红外聚焦单元,所述红外光发射器安装板5一面通过红外光发射器固定支架2与红外聚焦单元连接,红外光发射器安装板5的两侧设有滑槽,红外光发射器固定支架2与滑槽相互配合,并且红外光发射器固定支架2沿着滑槽移动调节红外聚焦单元相对待焊接光伏电池片32的局部聚焦加热位置;所述红外光发射器安装板5另一面上连接有降温件安装架6,所述降温件安装架6上连接有降温件安装板7,降温件安装板7上至少连接有两个降温件8,所述降温件8用于对红外光发射器1吹冷却气降温,所述红外光发射器安装板5与一种红外聚焦单元之间设有反射板9,所述反射板9与所述红外光发射器安装板5连接,所述反射板9上开有阵列的冷却气流的流通孔,所述红外光发射器安装板5穿过组件安装架13并与传动组件10连接,传动组件10与驱动组件11连接,驱动组件11驱动传动组件10转动带动红外光发射器安装板5运动带动红外聚焦单元运动,驱动组件11驱动传动组件10转动带动红外光发射器安装板5运动带动红外聚焦单元运动,实现每两组红外聚焦单元的间距调节,满足不同待焊接电池片的间距的要求,两侧的外聚焦阵列外侧分别设有反射挡板12,用以实现对边缘红外光的反射收集,并减少边缘热量散失,维持内部焊接温度的一致;若干组红外聚焦单元、红外光发射器安装板5、降温件安装架6、降温件安装板7、降温件8、反射板9设置于所述组件安装板14上,组件安装板14一侧与组件安装架13连接,组件安装板14另一侧连接有灯罩16,灯罩16用于防止强光对操作人员眼部的刺激,所述组件安装板14上还设有传感器安装架17,传感器安装架17上活动连接有红外传感器20,所述红外传感器20用于采集焊接光伏电池片32的局部聚焦加热温度,所述红外传感器20与处理器电连接,所述处理器与红外光发射器控制器电连接,红外光发射器控制器用于控制红外光发射器的运行参数以能够调节焊接光伏电池片的局部聚焦加热温度;焊接支架24的两侧连接有焊接支架导轨25,所述组件安装架13通过升降板连接块22与组件升降板23连接,所述组件升降板23与驱动组件11连接,所述组件升降板23与焊接支架导轨25连接,所述组件升降板23上固定有连接工件26,所述组件升降板23通过连接工件26与升降驱动组件27连接,所述升降驱动组件27驱动推拉组件升降板23以能够调节所述红外聚焦单元与所述光伏电池片32之间的间距,组件安装架13上还连接有隔热板21,所述隔热板21起到隔绝热量的作用,防
止隔热板21一侧的驱动组件11温度过高;焊接支架导轨25靠近焊接底板30一端连接有限位组件28,所述限位组件28用于限制所述红外聚焦单元与所述光伏电池片32之间的最小间距;所述焊接支架24一端连接有真空发生器29,所述焊接支架24另一端与焊接底板30连接,组件安装板14内部开设有流道,所述焊接支架24上连接有真空发生器29,组件安装板14两侧设有真空吸附口15,流道与真空吸附口15一端连接,所述真空吸附口15另一端与真空发生器29连接,在焊接过程中真空发生器29对组件安装板14内部抽真空吸气,以去除挥发的助焊剂蒸汽,实现对内部组件的清洁,此外,抽真空吸气过程能够调整冷却气流的流向,使其仅降温红外光发射器1与柱面镜3,而不影响焊接过程中工作面的热场分布;焊接底板30固定于红外焊接工作区域一侧;所述红外焊接工作区域与所述组件安装板14呈相对设置,所述红外焊接工作区域包括:传送带31和压针载具33,光伏电池片32的主栅上预固定有焊带形成待焊接的光伏电池片32,待焊接的光伏电池片32放置于所述传送带31一面上,待焊接的光伏电池片32与压针载具33呈相对设置,所述传送带31另一面安装有加热板(未示出),所述加热板(未示出)用于对待焊接的光伏电池片32进行预热,压针载具33施压从而保证焊带与待焊接电池片32的主栅焊接点充分接触,确保光伏组件的焊接效果;
[0060]
将若干组红外聚焦单元、红外光发射器安装板5、降温件安装架6、降温件安装板7、降温件8和反射板9设置于组件安装板14上,组件安装板14实现对若干组红外聚焦单元、红外光发射器安装板5、降温件安装架6、降温件安装板7、降温件8和反射板9的保护;
[0061]
组件安装板14上设有传感器安装架17,传感器安装架17上连接有传感器安装板18,传感器安装板18上开设有传感器安装板滑槽,传感器安装板滑槽内连接有传感器安装座19,传感器安装座19上连接有红外传感器20,红外传感器20能够沿着传感器安装板滑槽滑动调节横向位置,实现对焊接电池片的不同区域的温度监测。
[0062]
本实用新型提供光伏电池片红外聚焦焊接结构改善了电池片表面的热量分布,焊接点位置能够更快地升温实现焊接,而电池片其他区域能够免受高功率红外光的照射,从而减少对电池片的损伤,同时实现节能的效果,减小了焊带在焊接过程中的热应变,保证了稳定可控的焊接质量,避免过焊问题的出现。
[0063]
如图3所示,本实用新型提供的红外聚焦阵列,所述红外光发射器安装板5一面通过红外光发射器固定支架2与红外聚焦单元连接,所述红外光发射器安装板5另一面上连接有降温件安装架6,所述降温件安装架6上连接有降温件安装板,降温件安装板7上至少连接有两个降温件8,所述降温件用于对红外光发射器吹冷却气降温,所述红外光发射器安装板5与红外聚焦单元之间设有反射板9,所述反射板与所述红外光发射器安装板连接,所述反射板9上开有阵列的冷却气流的流通孔,这样不仅能够实现逸散红外光的再次反射,而且不会阻碍冷却气流的通过。
[0064]
如图4所示,本实用新型提供一种红外聚焦单元,包括:柱面镜3和红外光发射器1,所述柱面镜3与所述红外光发射器1呈相对设置,红外光发射器1呈相对设置于光伏电池片32流转方向上;所述红外光发射器1用于发射红外光,所述红外光发射器1表面设有反射层,所述反射层能够实现60~80
°
角度范围的出光,所述红外光发射器1与所述柱面镜3呈相对设置,柱面镜3位于红外光发射器1出光范围的中央,柱面镜3相对红外光发射器1的间距可调,所述柱面镜3两端连接有柱面镜固定支架4,所述红外光发射器1两端连接有红外光发射器固定支架2,所述红外光发射器固定支架2与所述柱面镜固定支架4连接;柱面镜3位于红
外光发射器1出光范围的中央,柱面镜3相对红外发射器1的间距可调;红外光发射器1、柱面镜3、红外光发射器固定支架2和柱面镜固定支架4构成的红外聚焦单元,红外聚焦单元将红外光聚焦投射至待焊接的电池片上的照明区域宽度小于4mm,能够在待焊接的电池片的主栅焊接点附近形成温度梯度,改善热量分布。
[0065]
如图6所示,所述红外传感器20用于采集局部聚焦加热焊接光伏电池片的温度,所述红外传感器20与处理器电连接,所述处理器与红外光发射器控制器电连接,所述红外光发射器控制器用于控制红外光发射器1的运行参数以能够调节焊接光伏电池片32的局部聚焦加热温度;所述红外光发射器1的运行参数包括:红外光发射器1的功率和开启时长,预设聚焦焊接温度,与焊接时间窗口;
[0066]
当温度可控并由红外传感器20反馈时,开启红外光发射器1达到预设温度后,红外光发射器控制器根据反馈信号在焊接时间窗口内适用较短的焊接时间,确保达到焊带化锡温度并保持一定时长;
[0067]
当温度不可控时,红外光发射器控制器在焊接时间窗口内适用最长焊接时间后关闭输出,避免持续升温导致过焊;
[0068]
根据红外传感器20的校准结果,设置红外光发射器控制器pi d调节,控制红外光发射器1的功率输出,实现迅速升温的同时确保平稳的焊接温度曲线。
[0069]
本实用新型提供一种新型红外聚焦装置,具有以下有益效果:
[0070]
1)通过红外聚焦单元中的的柱面镜,实现了对红外光发射器发射的发散红外光进行收集和会聚形成窄区域聚焦照射加热,能够对待焊接的光伏电池片进行精准焊接,同时柱面镜对红外光具有收集效果,精准焊接方式对红外光的利用率更高,因此使用功率更低的红外灯光发射器即可达到焊接温度,实现了节能的效果;
[0071]
2)相比于传统的红外焊接方式,通过红外聚焦方式实现的精准焊接将热量集中至电池片主栅焊接点上,改善了焊接光伏电池片表面的热量分布,且焊接点位置能够更快地升温实现焊接,而光伏电池片其他区域能够免受高功率红外光的照射,从而减少对光伏电池片的损伤;
[0072]
3)对光伏电池片主栅的焊接点及设置于其上的焊带进行局部加热进行精准焊接,减小了焊带在焊接过程中的热应变,光伏电池片焊接成串后,焊接点热应力更小,光伏组件焊接质量得到了提高;
[0073]
4)通过红外传感器实时监测焊接区的温度,并根据反馈结果,对红外光发射器的运行参数进行动态调节(动态调节红外光发射器的运行参数包括:红外光发射器的功率调节和开启时长调节两种方式),维持焊接区温度稳定,保证了稳定可控的光伏电池片的焊接质量,避免过焊问题;
[0074]
5)通过降温件与真空发生器相互配合,保障了焊接热场中气流自由流动,避免了焊接过程中持续升温,热场温度可控且均匀;
[0075]
6)结构设计上,各红外聚焦单元独立设计,单独调控,能够根据电池片栅线图案灵活配置、调节,适配性更好,应用范围更广,各红外聚焦阵列同样相对独立,间距可调,能够适配不同待焊接电池片片间间距的工艺需求,且自动适应首尾分串,提高了生产效率。
[0076]
可以理解,本实用新型是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本实用新型的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效
替换。另外,在本实用新型的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本实用新型的精神和范围。因此,本实用新型不受此处所公开的具体实施例的限制,所有落入本技术的权利要求范围各种改变或等效替换。另外,在本实用新型的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本实用新型的精神和范围。因此,本实用新型不受此处所公开的具体实施例的限制,所有落入本技术的权利要求范围内的实施例都属于本实用新型所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1