一种加工钢纤维的调直装置的制作方法
1.本技术涉及钢纤维加工领域,具体而言,涉及一种加工钢纤维的调直装置。
背景技术:
2.钢纤维是指以切断细钢丝法、冷轧带钢剪切、钢锭铣削或钢水快速冷凝法制成长径比(纤维长度与其直径的比值,当纤维截面为非圆形时,采用换算等效截面圆面积的直径)为40~80的纤维,现有的钢纤维加工多采用钢丝切断法。
3.断细钢丝在切断支撑钢纤维时,需要先进行调直,现有的调直装置通常不具备切割结构,功能单一,调直后的钢丝重新进入切割机构进行切断,这样在钢丝输送过程中有可能再次弯曲,从而影响调直效果,影响产品质量。
技术实现要素:
4.为了弥补以上不足,本技术提供了一种加工钢纤维的调直装置,旨在改善上述背景技术中提到的问题。
5.本技术实施例提供了一种加工钢纤维的调直装置包括调直组件和切割组件。
6.所述调直组件包括工作台、壳体、加热筒、转轴、调直辊、传动箱和电机,所述壳体设置于所述工作台顶部,所述加热筒设置于所述工作台顶部,所述转轴至少设置有两个,多个所述转轴对称转动设置于所述壳体内,所述调直辊设置于所述转轴表面,所述传动箱安装于所述壳体外侧,所述电机安装于所述传动箱外侧,所述电机通过所述传动箱传动连接于所述转轴。
7.所述切割组件包括切割台、气缸、固定板、弹性件、压板和切割刀,所述切割台安装于所述工作台顶部且位于所述壳体内,所述气缸安装于所述壳体内顶部,所述固定板安装于所述气缸活动端,所述弹性件设置于所述固定板一侧,所述压板设置于所述弹性件底部,所述切割刀设置于所述固定板底部,且所述压板底部低于切割刀底部。
8.在上述实现过程中,通过设置工作台、壳体、加热筒、转轴、调直辊、传动箱和电机,能够对钢丝预热提高柔韧性,然后再利用调直辊压紧调直,通过设置切割台、气缸、固定板、弹性件、压板和切割刀,能够及时对从两个调直辊压紧调直后出来的钢丝切割,且能够有效避免切割时造成的弯曲,保证钢纤维的调直度。
9.在一种具体的实施方案中,所述弹性件包括滑杆、弹簧和限位块,所述滑杆滑动贯穿所述固定板,所述弹簧设置于所述固定板和所述压板之间,所述压板设置于所述滑杆顶端。
10.在上述实现过程中,通过设置滑杆、弹簧和限位块,压板先压在调直后的钢丝上,将其压紧随着气缸推动固定板继续下移,压板推动滑杆滑动同时挤压弹簧,然后压板推动切割刀进行切割钢丝,保证钢丝在被切割时的稳定性,同时避免切割时拉扯造成的弯曲。
11.在一种具体的实施方案中,所述传动箱包括箱体、主动齿轮和从动齿轮,所述箱体安装于所述壳体外侧,所述转轴一端延伸至所述箱体内,所述主动齿轮固定连接于所述电
机输出端,所述从动齿轮固定套接于所述转轴一端,所述主动齿轮和所述从动齿轮相啮合。
12.在上述实现过程中,通过设置箱体、主动齿轮和从动齿轮,通过设置电机带动主动齿轮转动,主动齿轮啮合带动一个从动齿轮转动,从动齿轮再啮合带动另一个从动齿轮转动,从而使得壳体内的两个对称调直辊转动方向相反,保证两个调直辊共同将钢丝压紧调直的同时朝一个方向输送。
13.在一种具体的实施方案中,所述电机外侧设置有加强筋,所述加强筋固定连接于所述箱体外部。
14.在上述实现过程中,通过设置加强筋加强电机安装的牢固性。
15.在一种具体的实施方案中,所述切割台顶部开设凹槽,所述凹槽内放置有集料箱。
16.在上述实现过程中,通过设置凹槽和集料箱,用于收集切割钢丝后的钢纤维。
17.在一种具体的实施方案中,所述切割台上开设有与所述凹槽相连通的集屑槽,所述集屑槽顶端设置有网孔板。
18.在上述实现过程中,通过设置集屑槽和网孔板,用于过滤切割钢丝产生的碎屑。
19.在一种具体的实施方案中,所述网孔板开设有切割口,所述集屑槽内放置有集屑盒。
20.在上述实现过程中,通过设置集屑盒用于集中收集切割钢丝产生的碎屑,通过设置切割口用于切割刀切割钢丝时不切到网孔板。
21.在一种具体的实施方案中,所述加热筒顶部设置有连接杆,所述连接杆顶端固定连接于所述壳体内顶部,所述加热筒远离所述调直辊一端呈喇叭状。
22.在上述实现过程中,通过设置喇叭状开口的加热筒,便于穿过钢丝。
23.在一种具体的实施方案中,所述切割台顶部设置有导向管,所述导向管位于所述调直辊和所述切割刀之间。
24.在上述实现过程中,通过设置导向管,用于导向切割后的钢丝进入切割刀下方。
附图说明
25.为了更清楚地说明本技术实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
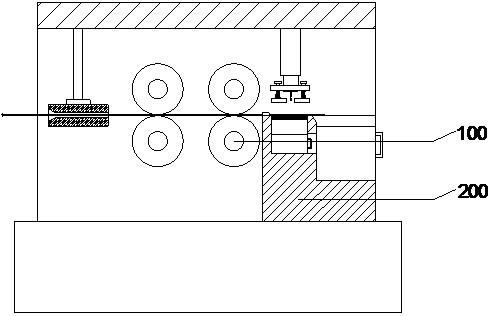
26.图1是本技术实施方式提供的加工钢纤维的调直装置结构示意图;
27.图2为本技术实施方式提供的调直辊结构示意图;
28.图3为本技术实施方式提供的传动箱结构示意图;
29.图4为本技术实施方式提供的切割组件结构示意图;
30.图5为本技术实施方式提供的切割台结构示意图;
31.图6为本技术实施方式提供的弹性件结构示意图。
32.图中:100-调直组件;110-工作台;120-壳体;130-加热筒;131-连接杆;140-转轴;150-调直辊;160-传动箱;161-箱体;162-主动齿轮;163-从动齿轮;170-电机;171-加强筋;200-切割组件;210-切割台;211-凹槽;212-集料箱;213-集屑槽;214-网孔板;215-集屑盒;220-气缸;230-固定板;240-弹性件;241-滑杆;242-弹簧;243-限位块;250-压板;260-切割
刀;270-导向管。
具体实施方式
33.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述。
34.为使本技术实施方式的目的、技术方案和优点更加清楚,下面将结合本技术实施方式中的附图,对本技术实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
35.请参阅图1-图6,本技术提供一种加工钢纤维的调直装置包括调直组件100和切割组件200。
36.请参阅图1、2和3,调直组件100包括工作台110、壳体120、加热筒130、转轴140、调直辊150、传动箱160和电机170,壳体120设置于工作台110顶部,加热筒130设置于工作台110顶部,转轴140至少设置有两个,多个转轴140对称转动设置于壳体120内,调直辊150设置于转轴140表面,传动箱160安装于壳体120外侧,电机170安装于传动箱160外侧,电机170通过传动箱160传动连接于转轴140。
37.本实施例中,传动箱160包括箱体161、主动齿轮162和从动齿轮163,箱体161安装于壳体120外侧,转轴140一端延伸至箱体161内,主动齿轮162固定连接于电机170输出端,从动齿轮163固定套接于转轴140一端,主动齿轮162和从动齿轮163相啮合,通过设置箱体161、主动齿轮162和从动齿轮163,通过设置电机170带动主动齿轮162转动,主动齿轮162啮合带动一个从动齿轮163转动,从动齿轮163再啮合带动另一个从动齿轮163转动,从而使得壳体120内的两个对称调直辊150转动方向相反,保证两个调直辊150共同将钢丝压紧调直的同时朝一个方向输送。
38.在一种具体的实施方案中,电机170外侧设置有加强筋171,加强筋171固定连接于箱体161外部。
39.在上述实现过程中,通过设置加强筋171加强电机170安装的牢固性。
40.在一种具体的实施方案中,加热筒130顶部设置有连接杆131,连接杆131顶端固定连接于壳体120内顶部,加热筒130远离调直辊150一端呈喇叭状,通过设置喇叭状开口的加热筒130,便于穿过钢丝。
41.请参阅图1、2、4、5和6,切割组件200包括切割台210、气缸220、固定板230、弹性件240、压板250和切割刀260,切割台210安装于工作台110顶部且位于壳体120内,气缸220安装于壳体120内顶部,固定板230安装于气缸220活动端,弹性件240设置于固定板230一侧,压板250设置于弹性件240底部,切割刀260设置于固定板230底部,且压板250底部低于切割刀260底部。
42.本实施例中,弹性件240包括滑杆241、弹簧242和限位块243,滑杆241滑动贯穿固定板230,弹簧242设置于固定板230和压板250之间,压板250设置于滑杆241顶端,通过设置滑杆241、弹簧242和限位块243,压板250先压在调直后的钢丝上,将其压紧随着气缸220推动固定板230继续下移,压板250推动滑杆241滑动同时挤压弹簧242,然后压板250推动切割刀260进行切割钢丝,保证钢丝在被切割时的稳定性,同时避免切割时拉扯造成的弯曲。
43.在一种具体的实施方案中,切割台210顶部开设凹槽211,凹槽211内放置有集料箱212,通过设置凹槽211和集料箱212,用于收集切割钢丝后的钢纤维。
44.在一种具体的实施方案中,切割台210上开设有与凹槽211相连通的集屑槽213,集屑槽213顶端设置有网孔板214,通过设置集屑槽213和网孔板214,用于过滤切割钢丝产生的碎屑。
45.在一种具体的实施方案中,网孔板214开设有切割口,集屑槽213内放置有集屑盒215,通过设置集屑盒215用于集中收集切割钢丝产生的碎屑,通过设置切割口用于切割刀260切割钢丝时不切到网孔板214。
46.在一种具体的实施方案中,切割台210顶部设置有导向管270,导向管270位于调直辊150和切割刀260之间,通过设置导向管270,用于导向切割后的钢丝进入切割刀260下方。
47.该加工钢纤维的调直装置的工作原理:使用时,将钢丝穿过加热筒130、调直辊150和导向管270,启动电机170,电机170带动主动齿轮162转动,主动齿轮162啮合带动从动齿轮163转动,从动齿轮163啮合带动另一个从动齿轮163转动,从动齿轮163带动转轴140和调直辊150转动,连个调直辊150转动方向相反,从而将钢丝压紧调直同时朝向导向管270输送,启动气缸220,气缸220推动固定板230下移,固定板230带动弹性件240和切割刀260下移,压板250先压在调直后的钢丝上,将其压紧随着气缸220推动固定板230继续下移,压板250推动滑杆241滑动同时挤压弹簧242,然后压板250推动切割刀260进行切割钢丝,保证钢丝在被切割时的稳定性,同时避免切割时拉扯造成的弯曲,通过调直后立刻切割保证调直度,同时切割时通过压紧的方式,避免切割时拉扯造成的弯曲,进一步保证钢纤维的调直度。
48.需要说明的是,加热筒130、电机170和气缸220具体的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
49.加热筒130、电机170和气缸220的供电及其原理对本领域技术人员来说是清楚的,在此不予详细说明。
50.以上所述仅为本技术的实施例而已,并不用于限制本技术的保护范围,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
51.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应所述以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1