一种基于数控技术的高速多环连续切割装置的制作方法
1.本实用新型涉及数控线锯加工技术领域,特别涉及一种基于数控技术的高速多环连续切割装置。
背景技术:
2.线锯加工广泛应用于航空航天、光伏发电、风力发电、半导体等多个行业的硬脆性难加工材料的切片和切块,其中硬脆性难加工材料主要包如精密氧化锆陶瓷、氧化铝陶瓷、氮化硅陶瓷、氮化铝陶瓷、碳化硅、单晶硅、多晶硅、磁性材料、蓝宝石、模具钢等材料,其按常规加工工艺加工时常常存在效率低、精度差、成品率低等问题,特别是有些产品需加工两面,且加工规格尺寸要求不一致,即要求加工1mm、1.5mm、2mm等多种同高度同宽度但不同厚度尺寸。现有线锯加工的加工精度高,可达微米级;但加工效率低,仅零点几毫米每分钟到二三毫米每分钟,主要原因为目前线锯线速度都很慢,普遍在30米/秒以下,此外,切屑由于排屑不及时常常覆盖了线锯的刃口,导致线锯锯切效率降低,表面加工精度亦受到影响,大大限制了加工效率,此外目前线锯主要为单线切割,进一步限制了加工效率,目前基本采用动则几十台甚至几百台上千台的机海战术来提高生产效率,厂房空间利用率低,设备维护困难。
技术实现要素:
3.本实用新型旨在提供一种克服现有技术问题缺陷,提供加工精度高达微米级以上、解决了切屑排屑问题、可一次装夹锯出多种厚度尺寸的产品、加工效率高达五毫米到二十毫米每分钟以上、占地空间小、一次完成多片或多块加工成品加工的设备。
4.具体的,提供一种基于数控技术的高速多环连续切割装置,其特征在于,所述基于数控技术的高速多环连续切割装置包括机架、切割辊轮一、切割辊轮二、工作台、环形金刚石线和绕线辊轮;
5.所述切割辊轮一和切割辊轮二横向设置在所述机架上;
6.所述切割辊轮一、切割辊轮二和绕线辊轮均包括辊轮,辊轮上开设有v型槽;所述环形金刚石线设置在所述v型槽中;
7.所述工作台包括竖直工作台装置和水平工作台装置,所述工作台设置在所述切割辊轮一和切割辊轮二下方;所述水平工作台装置用于夹持工件并提供水平方向前后移动功能;所述竖直工作台装置用于支撑所述水平工作台装置,并为工件提供上下进给位移。
8.更进一步地,所述基于数控技术的高速多环连续切割装置包括摇摆装置,所述摇摆装置设置在所述机架上,所述摇摆装置包括竖直设置的摇摆固定盘;
9.所述切割辊轮一、切割辊轮二和绕线辊轮均设置在所述摇摆固定盘上,所述摇摆固定盘用于带动所述切割辊轮一、切割辊轮二和绕线辊轮左右往返旋转。
10.更进一步地,所述基于数控技术的高速多环连续切割装置包括切削液供应系统,所述切削液供应系统的出液口设置在所述切割辊轮一和切割辊轮二之间的环形金刚石线
上方。
11.更进一步地,所述切割辊轮一、切割辊轮二和绕线辊轮的辊轮均开设有多个v型槽,各所述v型槽的槽型相同,各对应位置的v型槽的槽位于同一平面上。
12.更进一步地,述基于数控技术的高速多环连续切割装置包括多条环形金刚石线,各条所述环形金刚石线互不交叉互不干涉缠绕于切割辊轮一、切割辊轮二和绕线辊轮上的v型槽内。
13.更进一步地,所述基于数控技术的高速多环连续切割装置包括张紧装置,所述张紧装置设置在所述机架前面板上远离所述摇摆装置处,所述张紧装置上设置有一个绕线辊轮,所述张紧装置能够在带动设置在其上的绕线辊轮沿所述机架水平方向上左右移动。
14.更进一步地,所述绕线辊轮设置在所述机架上远离所述摇摆装置和张紧装置处,用于增加所述环形金刚石线的周长。
15.更进一步地,所述切割辊轮一和切割辊轮二设置在所述机架的同一水平线上,且具有相同的辊轮。
16.更进一步地,所述环形金刚石线是柔性镀有金刚石颗粒的环形钢丝线。
17.本实用新型达到的有益效果是:
18.本实用新型提供的基于数控技术的高速多环连续切割装置,实现单根或多根环形金刚线对工件进行高速高精密切割,通过线速度达50米每秒以上的高速化设计,甚至达100米每秒以上的线速度,利用环形金刚线的无限循环性质,使每根环形线无需换向就可对工件持续切割,即无往返的加速、减速、停顿、换向、再加速的循环过程,大大提高了参与切割的有效时间,进而实现了高效切割,加工效率是现有加工工艺的两倍以上。
19.本实用新型提供的基于数控技术的高速多环连续切割装置的高精度切割,是一种无换向的持续加工过程,减少了环形金刚石线的机械抖动,使工件的整个加工过程都在同一个规格的环形线下进行切割,避免了工件加工上下公差不一的现象,此外各环形线间互不干涉,使加工的每块工件的尺寸一致性得到保证,最终达到每块工件的尺寸和公差的高度一致性而实现高精度切割,精度达到微米级,实现以锯代磨的加工工艺。
20.本实用新型提供的基于数控技术的高速多环连续切割装置的摇摆装置,通过伺服电机控制左右往返摇摆的角度、速度和往返频率,通过摇摆固定盘的旋转使绕于切割辊轮一、切割辊轮二和绕线辊轮上的环形金刚石线组作整体摇摆动作,从而实现有效排除环形金刚石线上的切屑,进一步提高环形金刚石线的锯切能力,进而提升加工效率和加工质量。
21.本实用新型提供的基于数控技术的高速多环连续切割装置的水平工作台装置和竖直工作台装置,分别通过伺服电机控制竖直工作台装置上下高速进给实现高速锯切;通过伺服电机控制水平工作台装置进行水平方向定量进给,根据所需锯切产品的厚度进给到指定位置而后固定不动,而后竖直工作台装置进行竖直进给对工件进行锯切,锯切完毕后竖直工作台装置退回到原点位置,再之水平工作台装置又水平进给到下一指定位置后固定不动,再而后竖直工作装置再进给对工件又一次进行锯切,周而复始至所需规格尺寸的工件全部加工完成后完成整板工件的加工。实现了一次装夹,多种厚度规格尺寸产品一次加工成型,大大节约了多次安装工装夹具时间和夹具加工成本,使物料管理更简单便捷。
附图说明
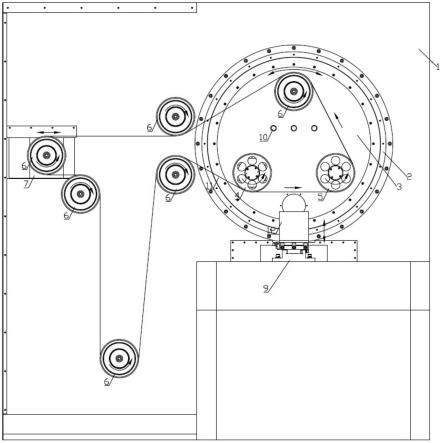
22.图1是本实用新型实施例提供的一种基于数控技术的高速多环连续切割装置的结构示意图;
23.图2是本实用新型实施例提供的一种基于数控技术的高速多环连续切割装置的结构示意图中环形线的结构示意图。
24.附图标记:1-机架,2-摇摆装置,3-摇摆固定盘,4-切割辊轮一,5-切割辊轮二,6-绕线辊轮,7-张紧装置,8-竖直工作台装置,9-水平工作台装置,10-切削液供应系统,11-环形金刚石线,12-工件。
具体实施方式
25.下面结合附图1-2对本实用新型的技术方案进行更详细的说明,本实用新型包括但不仅限于下述实施例。
26.实施例一
27.如附图1所示,本新型实用提供的一种基于数控技术的高速多环连续切割装置包括机架1、摇摆装置2、切割辊轮一4、切割辊轮二5、张紧装置7、工作台、切削液供应系统10、环形金刚石线11和多个绕线辊轮6。
28.切割辊轮一4、切割辊轮二5和6个绕线辊轮6均设置在机架1的前面板上。切割辊轮一4、切割辊轮二5和多个绕线辊轮6均包括相同的辊轮,辊轮上开设有v型槽;环形金刚石线11是一种直径为0.1mm~0.6mm的柔性镀有金刚石颗粒的环形钢丝线,环形金刚石线11环绕切割辊轮一4、切割辊轮二5和多个绕线辊轮6,并设置在v型槽内。
29.各辊轮的v型槽的槽型相同,且v型槽的起始槽位于同一平面上。使得各v型槽内的环形金刚石线11都在同一平面内高速旋转,环形金刚石线11仅于槽内的工作。
30.切割辊轮一4和切割辊轮二5为环形金刚石线11提供行进动力,通过切割辊轮一4和切割辊轮二5的同向旋转动力旋转带动各绕线辊轮6从动旋转,从而使各环形金刚石线11朝逆时针方向循环运转。
31.摇摆装置2设置在机架1前面板上,摇摆装置2包括竖直设置的摇摆固定盘3,切割辊轮一4、切割辊轮二5和一个绕线辊轮6呈等腰三角形分布在摇摆固定盘3,切割辊轮一4和切割辊轮二5呈水平设置;切削液供应系统10的出液口设置在切割辊轮一4和切割辊轮二5之间的环形金刚石线11上方,用于对工件12和环形金刚石线11进行冷却和清洗切屑。
32.摇摆装置2是一种通过伺服电机控制摇摆装置2中的摇摆固定盘3左右往返旋转,通过伺服电机控制摇摆角度、摇摆速度和左右摇摆频率实现对锯切区域的环形金刚石线11组作整体摇摆运动,以便实现实时切屑的清洗和切割区域的润滑冷却作用。
33.张紧装置7设置在机架1前面板上远离摇摆装置2处,张紧装置7上设置有一个绕线辊轮6,张紧装置7能够在带动设置在其上的绕线辊轮6沿机架1水平方向上左右移动,通过张紧装置7的水平移动将各环形金刚石线11进行张力控制,根据不同的线径施加不同大小的张紧力,以达到工艺要求。
34.工作台设置机架1前面板中部偏下位置,并与切割辊轮一4和切割辊轮二5对应,用于夹持工件12,并由切割辊轮一4和切割辊轮二5之间的环形金刚石线11对工件12进行切割。
35.工作台包括竖直工作台装置8和水平工作台装置9;竖直工作台装置8用于支撑水平工作台装置9,并为工件12提供上下进给来实现对工件的加工功能的装置,竖直工作台装置8上升的速度即为工件的加工进给速度,可根据加工工艺进行从0~20mm每分钟进行设定;水平工作台装置9用于提供安装功能并为工件12提供水平方向前后移动功能的装置,水平工作台装置9在伺服电机控制下实现水平精确位置定位进给。
36.实施例二
37.在本实施例中,机架1、摇摆装置2、切割辊轮一4、切割辊轮二5、张紧装置7、工作台、切削液供应系统10和多个绕线辊轮6均采用与实施例一中相同的布置方式。
38.区别在于,本实施例中的基于数控技术的高速多环连续切割装置包括多条环形金刚石线11。
39.切割辊轮一4、切割辊轮二5和多个绕线辊轮6的每个辊轮上开设有多个v型槽,各辊轮上多个v型槽的槽型和槽距均相同,各对应位置的v型槽的槽位于同一平面上。多条环形金刚石线11互不交叉互不干涉缠绕于切割辊轮一4、切割辊轮二5、各个绕线辊轮6上的v型槽内,使各条环形金刚石线11在各自的平面内进行工作。
40.实施例三
41.在本实施例中,机架1、摇摆装置2、切割辊轮一4、切割辊轮二5、张紧装置7、工作台、切削液供应系统10和环形金刚石线11均采用与实施例二中相同的布置方式。
42.区别在于,本实施例中的基于数控技术的高速多环连续切割装置包括6个绕线辊轮6,绕线辊轮6除了固定设置于摇摆固定盘3和张紧装置7上的两个以外,2个绕线辊轮6设置在机架1前面板的摇摆装置2侧边位置,用于使切割辊轮一4和切割辊轮二5之间的环形金刚石线11保持张进状态,确保多条环形金刚石线11在张紧状态下同步转动。
43.1个绕线辊轮6设置在机架1前面板下方,用于增加环形金刚石线11周长,以便使环形金刚石线11能够依据工件12的材料和尺寸选择合适的长度,进而提高加工精度和环形金刚石线11利用率。
44.最后一个绕线辊轮6设置张紧装置7的绕线辊轮6和用于增加环形金刚石线11周长的绕线辊轮6之间,用于使环形金刚石线11转换方向。
45.实施例四
46.本实施例为基于数控技术的高速多环连续切割装置工作过程:
47.张紧装置7通过张力设定将各环形金刚石线11张紧在各环形槽内,通过竖直工作台装置8将工件12升至待锯切位置,并设定好水平工作台装置9的原点位置,打开切削液供应系统10对工件12和环形金刚石线11进行冷却和清洗切屑,同时开启摇摆装置2、切割辊轮一4和切割辊轮二5使之从零增速至工艺锯切线速度从而控制各环形槽内的环形金刚石线11达到工艺线速度,而后进一步控制竖直工作台装置8的上升工艺速度进行上升并实现切割,竖直工作台装置8上升到工艺切割高度后摇摆装置2、切割辊轮一4和切割辊轮二5便开始减速至零从而完成对工件12的第一次垂直切割并将竖直工作台装置8退回到竖直方向的原点位置,而后水平工作台装置9根据锯切厚度尺寸工艺要求水平进给到指定位置,再次开启摇摆装置2、切割辊轮一4和切割辊轮二5使之再次从零增速至工艺锯切线速度从而控制各环形槽内的环形金刚石线11达到工艺线速度,而后再一次进一步控制竖直工作台装置8的上升工艺速度进行上升并实现再次切割,竖直工作台装置8再次上升到工艺切割高度后
摇摆装置2、切割辊轮一4和切割辊轮二5便再次开始减速至零从而完成对工件12的第二次垂直切割并将竖直工作台装置8退回到竖直方向的原点位置,周而复始直至整板工件12所需规格厚度尺寸全部锯切完成即锯切完成。
48.特别地,整个锯切实施过程中,环形金刚石线11都是朝一个方向进行无限循环高速旋转,且各环形金刚石线11互不交叉互不干涉,确保的各环型槽的磨损一致性和各环形金刚石线11的磨损一致性,从而使各工件的整板加工精度一致性得到保证。由于整个过程中环形金刚石线11组只有一次加减速过程,无切割时停顿返向的停顿现象,使得从工件12从上到下一直在同一速度同一方向下进行切割,进一步控制了工件整板中单片从上到下的加工精度,从而实现微米级甚至更高的加工精度。
49.本实用新型不仅局限于上述具体实施方式,本领域一般技术人员根据实施例和附图公开内容,可以采用其它多种具体实施方式实施本实用新型,因此,凡是采用本实用新型的设计结构和思路,做一些简单的变换或更改的设计,都落入本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1