用于加工金属凸台的环切铣刀的制作方法
1.本实用新型涉及一种铣刀,尤其设置一种用于加工金属凸台的环切铣刀。
背景技术:
2.在生产加工锥状凸台时,尤其是金属凸台,普通圆鼻刀具需要环形绕铣,粗精加工分开,不仅加工时间长,且圆度、直线度、表面粗糙度均无法保证。
技术实现要素:
3.为了克服上述缺陷,本实用新型提供了一种用于加工金属凸台的环切铣刀。
4.本实用新型为了解决其技术问题所采用的技术方案是:一种用于加工金属凸台的环切铣刀,包括刀柄和设于该刀柄一端的刀体,所述刀体远离所述刀柄的一端为刀体端面,所述刀体从所述刀体端面中心部分起始设有向内凹的锥形槽,及在所述刀体设置锥形槽后的部分上间隔设置四个v型槽,使所述刀体上形成四个相互独立并对称的刀齿:即依次为第一刀齿、第二刀齿、第三刀齿和第四刀齿,相邻两个刀齿之间形成排屑槽;其中,每一所述刀齿在相邻的两个v形槽与所述锥形槽汇合处形成从所述刀体端面延伸至所述刀体中心的周刃,所述刀齿临近其周刃并被相邻的两个v型槽截取的左右两个侧面分别形成周刃前刀面和周刃后刀面。
5.作为本实用新型的进一步改进,所述第二刀齿和第四刀齿的周刃所在圆锥半径小于所述第一刀齿和第三刀齿的周刃所在圆锥,且所述第二刀齿和第四刀齿的周刃前刀面上沿其对应的周刃内侧形成有断屑槽。
6.作为本实用新型的进一步改进,所述断屑槽为半径为0.5~1.0mm的弧形槽,并与其对应的周刃平行。
7.作为本实用新型的进一步改进,所述断屑槽的剪切角为5
°
~8
°
,所述断屑槽与周刃形成的前角25
°
~30
°
。
8.作为本实用新型的进一步改进,所述周刃成型角为20
°±
0.5
°
。
9.作为本实用新型的进一步改进,所述周刃与周刃后刀面形成的后角为5
°
~8
°
,所述周刃与周刃前刀面形成的前角为10
°
~15
°
。
10.作为本实用新型的进一步改进,每一所述刀齿的周刃前刀面和所述刀体端面之间分别形成端刃,所述端刃与端刃后刀面形成副后角2
°
~4
°
。
11.作为本实用新型的进一步改进,所述刀柄和刀体直径为6.0~10.0mm。
12.本实用新型的有益效果是:该用于加工金属凸台的环切铣刀通过设置内凹的锥形槽和v形槽形成四个独立的刀齿,并在相对的一对刀齿的周刃上设置断屑槽,供精细加工使用,可以减少铣削加工时的轴向力,提升产品直线度与表面粗糙度,且精细加工和粗加工均可进行。刀具使用时只需下切即可成型,无需往复环形下切,即可直接加工出圆柱形凸台,且加工的圆度、直线度、表面粗糙度均可满足使用要求。具有使用方便,加工效率高,加工精度高等优点。
附图说明
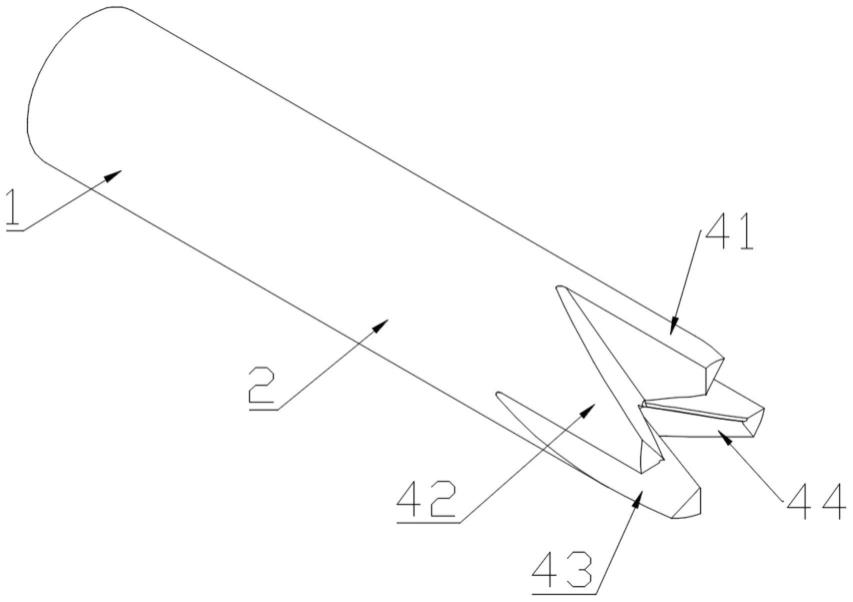
13.图1为本实用新型结构示意图;
14.图2为本实用新型所述刀体部分结构示意图;
15.图3为本实用新型使用状态示意图。
16.结合附图,作以下说明:
17.1——刀柄;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2——刀体;
18.3——刀体端面;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41——第一刀齿;
19.42——第二刀齿;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
43——第三刀齿;
20.44——第四刀齿;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5——周刃;
21.6——周刃前刀面;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
7——周刃后刀面;
22.8——断屑槽;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9——端刃;
23.10——凸台。
具体实施方式
24.以下结合附图,对本实用新型的较佳实施例作详细说明。
25.参阅图1-2,为本实用新型所述的一种用于加工金属凸台的环切铣刀,包括直径为6.0~10.0mm的刀柄1和设于该刀柄一端的刀体2,刀体2远离刀柄的一端为刀体端面3。刀体2从刀体端面中心部分起始设有向内凹的锥形槽,及在所述体2设置锥形槽后的部分上间隔设置四个v型槽,使刀体2上形成四个相互独立并对称的刀齿:即依次为第一刀齿41、第二刀齿42、第三刀齿43和第四刀齿44。
26.其中,每一刀齿在相邻的两个v形槽与锥形槽汇合处形成从刀体端面3延伸至刀体中心的周刃5,周刃成型角为20
°±
0.5
°
,可以起到成型加工的作用,减少重复问题。
27.每一刀齿临近其周刃并被相邻的两个v型槽截取的左右两个侧面分别形成周刃前刀面6和周刃后刀面7。所述周刃与周刃后刀面形成的后角为5
°
~8
°
,所述周刃与周刃前刀面形成的前角为10
°
~15
°
28.相邻两个刀齿之间分别形成排屑槽,该排屑槽由剪切角为5
°
~8
°
的v槽构成,可以确保铣屑顺利排出,防止积屑产生。
29.另外,在第二刀齿42和第四刀齿44的周刃前刀面上沿其对应的周刃内侧形成有断屑槽8。断屑槽8为半径为0.5~1.0mm的弧形槽,并与其对应的周刃平行。断屑槽8的剪切角为5
°
~8
°
,断屑槽与周刃形成锋利的前角25
°
~30
°
,起到精修加工的作用,可以减少铣削加工时的轴向力,提升产品直线度与表面粗糙度。
30.每一所述刀齿的周刃前刀面和所述刀体端面3之间分别形成端刃9,所述端刃与端刃后刀面形成副后角2
°
~4
°
,可用于辅助加工。
31.该环切铣刀的加工状态图参阅图3,铣刀在高速旋转下切工件,通过成型周刃切削,可直接加工出圆柱形凸台10。其中两对周刃可分别设置在不同的锥形面上,但设置断屑槽的一对刀齿的周刃所在锥形面半径较小,这样该一对周刃可用于精细加工使用,而另一对周刃配合该一对周刃进行粗加工,从而实现两种方式的加工。
32.由此可见,该用于加工金属凸台的环切铣刀通过设置内凹的锥形槽和v形槽形成四个独立的刀齿,并在相对的一对刀齿的周刃上设置断屑槽,供精细加工使用,可以减少铣
削加工时的轴向力,提升产品直线度与表面粗糙度,且精细加工和粗加工均可进行。刀具使用时只需下切即可成型,无需往复环形下切,可直接加工出圆柱形凸台,且加工的圆度、直线度、表面粗糙度均可满足使用要求。具有使用方便,加工效率高,加工精度高等优点。
33.在以上的描述中阐述了很多具体细节以便于充分理解本实用新型。但是以上描述仅是本实用新型的较佳实施例而已,本实用新型能够以很多不同于在此描述的其它方式来实施,因此本实用新型不受上面公开的具体实施的限制。同时任何熟悉本领域技术人员在不脱离本实用新型技术方案范围情况下,都可利用上述揭示的方法和技术内容对本实用新型技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本实用新型技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1