一种轴承压盖加工工装的制作方法
1.一种轴承压盖加工工装,属于轴承压盖辅助加工设备技术领域。
背景技术:
2.轴承压盖通常是安装在减速机箱体上,并随减速机上的轴承进行压紧,同时又能够方便轴承润滑的部件。轴承压盖的侧部通常设置有侧定位台,轴承压盖的一个端面上设置有端面定位台,另一个端面上设置有让位槽,侧定位台和端面定位台用于轴承压盖安装时的定位,侧定位台要求与凹槽之间的相对位置固定,且侧定位台与端面定位台的平面度以及位置的要求较高。目前在对轴承压盖进行铣削加工时,通常是通过台钳进行夹紧,并对工件进行铣削,但是在方式使轴承压盖的装夹速度慢,且加工精度较低,使加工的轴承压盖的合格率低。
技术实现要素:
3.本实用新型要解决的技术问题是:克服现有技术的不足,提供一种方便对轴承压盖进行定位和夹紧,以对轴承压盖进行铣削和钻孔,加工速度快且加工精度高的轴承压盖加工工装。
4.本实用新型解决其技术问题所采用的技术方案是:该轴承压盖加工工装,其特征在于:包括安装架以及安装在安装架上的一序夹紧装置、二序夹紧装置和三序夹紧装置,其中一序夹紧装置和三序夹紧装置并排设置在安装架的顶部,二序夹紧装置设置在安装架的侧部,安装架的顶部设置有与一序夹紧装置正对的一序定位装置,以及与三序夹紧装置正对的三序定位装置,安装架的侧部设置有与二序夹紧装置正对的二序定位装置。
5.优选的,所述的一序定位装置包括一序定位台,一序定位台凸出于安装架的顶部设置,一序定位台为圆盘状,环绕一序定位台的顶部设置有倒角。
6.优选的,所述的一序夹紧装置包括一序压紧螺杆、一序压板以及一序压紧螺母,一序压板间隔设置在一序定位装置的正上方,并在一序压板与一序定位装置之间形成容纳工件的空间,一序压紧螺杆的下端与安装架固定连接,顶部可滑动的穿过一序压板后螺纹连接一序压紧螺母。
7.优选的,所述的一序压板上设置有一序压板凹槽,一序压板通过一序压板凹槽套设在一序压紧螺杆外。
8.优选的,所述的二序定位装置包括二序定位槽以及二序定位销,二序定位槽为圆形盲孔,二序定位销设置在二序定位槽的侧部。
9.优选的,所述的二序夹紧装置包括二序压紧螺杆、二序压板以及二序压紧螺母,二序压紧螺杆的一端与安装架固定连接,另一端可滑动的穿过二序压板后与二序压紧螺母螺纹连接。
10.优选的,所述的二序压板上设置有二序压板凹槽,二序压板通过二序压板凹槽套设在二序压紧螺杆外。
11.优选的,所述的三序定位装置包括三序定位槽以及三序定位销,三序定位槽为圆形盲孔,三序定位销设置在三序定位槽的一侧。
12.优选的,所述的三序夹紧装置包括三序压板以及三序压紧螺栓,三序压紧螺栓的端部可滑动的穿过三序压板后与安装架螺纹连接,三序压板伸至三序定位装置的上侧。
13.优选的,所述的三序夹紧装置还包括复位弹簧,复位弹簧套设在三序压板与安装架之间的三序压紧螺栓外。
14.与现有技术相比,本实用新型所具有的有益效果是:
15.本轴承压盖加工工装的一序定位装置和一序夹紧装置相配合对轴承压盖进行定位夹紧,能够对轴承压盖的端面定位台进行铣削,还能够在轴承压盖上钻安装孔,二序定位装置和二序夹紧装置相配合对轴承压盖进行定位夹紧,能够对轴承压盖侧部进行铣削,形成侧定位台,还能够在侧定位台上钻螺纹孔,三序定位装置和三序夹紧装置相配合,能够对轴承压盖进行定位和夹紧,以在轴承压盖上铣削让位槽,且能够保证让位槽与侧定位台的相对位置精确,提高了轴承压盖的装夹速度,进而大大提高了轴承压盖的铣削和钻孔速度,且轴承压盖的加工精度高。
附图说明
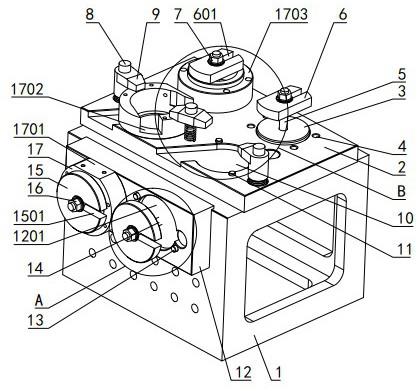
16.图1为轴承压盖加工工装的立体示意图。
17.图2为图1中a处的局部放大图。
18.图3为图1中b处的局部放大图。
19.图中:1、安装架
ꢀꢀ
2、上安装板
ꢀꢀ
3、一序定位台
ꢀꢀ
4、让位孔
ꢀꢀ
5、一序压紧螺杆
ꢀꢀ
6、一序压板
ꢀꢀ
601、一序压板凹槽
ꢀꢀ
7、一序压紧螺母
ꢀꢀ
8、三序压紧螺栓
ꢀꢀ
9、三序压板
ꢀꢀ
10、三序定位槽
ꢀꢀ
11、三序定位销
ꢀꢀ
12、侧安装板
ꢀꢀ
1201、二序定位槽
ꢀꢀ
13、二序定位销
ꢀꢀ
14、二序压紧螺杆
ꢀꢀ
15、二序压板
ꢀꢀ
1501、二序压板凹槽
ꢀꢀ
16、二序压紧螺母
ꢀꢀ
17、轴承压盖
ꢀꢀ
1701、侧定位台
ꢀꢀ
1702、让位槽
ꢀꢀ
1703、端面定位台
ꢀꢀ
18、复位弹簧
ꢀꢀ
19、清理槽。
具体实施方式
20.下面结合具体实施例对本实用新型做进一步说明,然而熟悉本领域的人们应当了解,在这里结合附图给出的详细说明是为了更好的解释,本实用新型的结构必然超出了有限的这些实施例,而对于一些等同替换方案或常见手段,本文不再做详细叙述,但仍属于本技术的保护范围。
21.图1~3是本实用新型的最佳实施例,下面结合附图1~3对本实用新型做进一步说明。
22.一种轴承压盖加工工装,包括安装架1以及安装在安装架1上的一序夹紧装置、二序夹紧装置和三序夹紧装置,其中一序夹紧装置和三序夹紧装置并排设置在安装架1的顶部,二序夹紧装置设置在安装架1的侧部,安装架1的顶部设置有与一序夹紧装置正对的一序定位装置,以及与三序夹紧装置正对的三序定位装置,安装架1的侧部设置有与二序夹紧装置正对的二序定位装置。本轴承压盖加工工装的一序定位装置和一序夹紧装置相配合对轴承压盖17进行定位夹紧,能够对轴承压盖17的端面定位台1705进行铣削,还能够在轴承压盖17上钻安装孔,二序定位装置和二序夹紧装置相配合对轴承压盖17进行定位夹紧,能
够对轴承压盖17侧部进行铣削,形成侧定位台1701,还能够在侧定位台1701上钻螺纹孔,三序定位装置和三序夹紧装置相配合,能够对轴承压盖17进行定位和夹紧,以在轴承压盖17上铣削让位槽1702,且能够保证让位槽1702与侧定位台1701的相对位置精确,提高了轴承压盖17的装夹速度,进而大大提高了轴承压盖17的铣削和钻孔速度,且轴承压盖17的加工精度高。
23.具体的:如图1~3所示:安装架1为长方体框架,安装架1的顶部可拆卸的安装有上安装板2,上安装板2的顶部水平设置,安装架1的侧部安装有侧安装板12,侧安装板12远离安装架1的一侧竖直设置,侧安装板12和上安装板2均通过固定螺栓与安装架1可拆卸的连接。
24.一序定位装置和三序定位装置均安装在上安装板2上,二序定位装置安装在侧安装板12上,且三序定位装置位于一序定位装置和二序定位装置之间。一序定位装置和三序定位装置均设置在上安装板2上,二序定位装置安装在侧安装板12上,一序定位装置、二序定位装置和三序定位装置均并排且间隔设置有两个,一序夹紧装置与一序定位装置一一对应,二序夹紧装置与二序定位装置一一对应,三序夹紧装置与三序定位装置一一对应。
25.一序定位装置包括一序定位台3,一序定位台3安装在上安装板2的顶部,且一序定位台3向上凸出于上安装板12设置,一序定位台3为圆盘状,环绕一序定位台3的顶部设置有倒角,方便一序定位台3伸入到轴承压盖17的内孔内,一序定位台3通过轴承压盖17的内壁对轴承压盖17进行定位。
26.上安装板2上设置有让位孔4,让位孔4环绕一序定位台3间隔设置有四个。当对轴承压盖17钻安装孔时,由于安装孔为通孔,让位孔4能够避免钻头与上安装板2之间相互妨碍。
27.一序夹紧装置包括一序压紧螺杆5、一序压板6以及一序压紧螺母7,一序压板6设置在一序定位台3的上侧,并在一序压板6和一序定位台3之间形成用于夹紧轴承压盖17的空间。一序压板6为长方形,一序压板6的长度小于轴承压盖17的外径,而大于轴承压盖17的内径,一序压板6上设置有一序压板凹槽601。一序压紧螺杆5竖向设置,一序压紧螺杆5的下端与一序定位台3同轴连接,一序压紧螺杆5的上端可滑动的穿过一序压板凹槽601后与一序压紧螺母7螺纹连接,通过一序压紧螺母7对一序压板6进行压紧,进而将轴承压盖17压紧在上安装板2上,以实现了轴承压盖17的定位和夹紧。
28.三序定位装置包括三序定位槽10以及三序定位销11,三序定位槽10为圆形盲孔,三序定位销11竖向安装在上安装板2上,三序定位销11设置在三序定位槽10的一侧,三序定位销11有对称设置在三序定位槽10两侧的两个。轴承压盖17的下端伸入到三序定位槽10内,使轴承压盖17的端面定位台1703定位在上安装板2上,三序定位销11的上部伸入到轴承压盖17上的安装孔内,从而实现了对轴承压盖17的定位。上安装板2上设置有清理槽19,清理槽19的一端与三序定位槽10相连通,另一端设置在上安装板2的侧部,以方便对三序定位槽10内的铁屑进行清理。
29.三序夹紧装置包括三序压板9、三序压紧螺栓8以及复位弹簧18,三序压板9设置在三序定位槽10的上侧,并在三序定位槽10和三序压板9之间形成夹紧轴承压盖17的空间。三序压紧螺栓8的端部可滑动的穿过三序压板9后与上安装板2螺纹连接,三序压板9的端部伸至三序定位槽10的上侧,通过三序压紧螺栓8对三序压板9进行压紧,进而实现了对轴承压
盖17的夹紧。
30.各三序定位槽10的两侧均对称设置有两个三序夹紧装置,两三序定位槽10的中部的三序夹紧装置能够同时对两个三序定位槽10内的轴承压盖17进行压紧。
31.二序定位装置包括二序定位槽1201以及二序定位销13,二序定位槽1201为圆形盲孔,二序定位销13设置在二序定位槽1201的一侧,在本实施例中,各二序定位槽1201的两侧均对称设置有两个二序定位销13。
32.二序夹紧装置包括二序压紧螺杆14、二序压板15以及二序压紧螺母16,二序压板15设置在二序定位槽1201的一侧,并在二序压板15和二序定位槽1201之间形成夹紧轴承压盖17的空间,二序压板15上设置有二序压板凹槽1501,二序压紧螺杆14的一端与二序定位槽1201的底部固定连接,另一端可滑动的穿过二序压板凹槽1501后螺纹连接二序压紧螺母16。
33.本轴承压盖加工工装的使用方法如下:首先将轴承压盖17定位在一序定位台3上,轴承压盖17的大端朝下,轴承压盖17的大端的端面定位在上安装板2上,一序定位台3伸入到轴承压盖17内,并对轴承压盖17进行定位。然后将一序压板6通过一序压板凹槽601套设在一序压紧螺杆5上,转动一序压紧螺母7,一序压紧螺母7通过一序压板6对轴承压盖17进行压紧。此时即可对轴承压盖17的端面定位台1703进行铣削,并钻安装孔,安装孔有四个。
34.将一序加工完成的轴承压盖17的小端伸入到二序定位槽1201内,轴承压盖17的端面定位台1703定位在侧安装板12上,二序定位销13伸入到对应的安装孔内,从而实现了轴承压盖17的轴向定位以及圆周方向的定位,二序压板15通过二序压板凹槽1501套设在二序压紧螺杆14外,二序压紧螺母16通过二序压板15对轴承压盖17进行夹紧。此时即可对轴承压盖17的顶部进行铣削,形成侧定位台1701,同时在侧定位台1701上钻螺纹孔。
35.将二序加工完成的轴承压盖17的小端伸入到三序定位槽10内,轴承压盖的端面定位台1703定位在上安装板2上,同时三序定位销11伸入到对应的安装孔内,并使轴承压盖17的侧定位台1701朝向一序定位台3。转动三序压板9,并使三序压板9伸至轴承压盖17的上侧,然后转动三序压紧螺栓8,三序压紧螺栓8通过三序压板9对轴承压盖17进行夹紧。此时即可在轴承压盖17上铣削让位槽1702。
36.以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1