铝合金门窗加工用拼接装置的制作方法
1.本实用新型涉及铝合金门窗加工技术领域,尤其涉及铝合金门窗加工用拼接装置。
背景技术:
2.铝合金门窗,是指采用铝合金挤压型材为框、梃、扇料制作的门窗称为铝合金门窗,简称铝门窗。铝合金门窗包括以铝合金作受力杆件(承受并传递自重和荷载的杆件)基材的和木材、塑料复合的门窗,简称铝木复合门窗、铝塑复合门窗;铝合金门窗质量可以从原材料(铝型材)的选材、铝材表面处理及内部加工质量、铝合金门窗的价格等方面来作大致判断。
3.与现有技术相比较存在的问题:在铝合金门窗加工过程中需要对其进行拼接操作,现有的拼接操作大多采用人工捶打的方式进行,自动程度和拼接效率较低,且人工操作的加工精度也较差,为此,我们提出了铝合金门窗加工用拼接装置,用于解决上述问题。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足,提供铝合金门窗加工用拼接装置。
5.本实用新型解决其技术问题是通过以下技术方案实现的:包括底座,所述底座顶部的中央设置有挡块,所述底座的内部设置有输送机构,所述底座的顶部设置有夹持机构,所述夹持机构包括电机b,所述电机b通过螺栓固定于底座的一侧,所述电机b的输出端固定有丝杆,所述丝杆的外侧转动连接有移动座,所述移动座与底座滑动连接,所述移动座的顶部设置有电动推杆,所述电动推杆的底部设置有夹持板,所述底座靠近夹持机构的一侧设置有拼接机构,所述底座靠近挡块的一侧设置有冲压机构,所述底座的一侧设置有控制机构。
6.作为本实用新型再进一步的方案:所述底座的底部设置有多个支撑脚。
7.作为本实用新型再进一步的方案:所述输送机构包括电机a,所述电机a通过螺栓固定于底座的一侧,所述电机a的输出端固定有滚轴,所述滚轴的外侧设置有输送带。
8.作为本实用新型再进一步的方案:所述拼接机构包括安装座,所述安装座通过螺栓固定于底座的顶部,所述安装座的一侧设置有液压杆a,所述液压杆a的一端设置有拼接块。
9.作为本实用新型再进一步的方案:所述冲压机构包括冲压底座,所述冲压底座通过螺栓固定于底座的顶部,所述冲压底座的顶部设置有液压杆b,所述液压杆b的底部设置有冲压块。
10.作为本实用新型再进一步的方案:所述冲压底座靠近液压杆b的一侧设置有控制器。
11.作为本实用新型再进一步的方案:所述控制机构包括连接座,所述连接座通过螺栓固定于底座的一侧,所述连接座的顶部固定有控制主机,所述控制主机的一侧设置有控
制按钮,所述控制主机靠近控制按钮的一侧设置有显示屏。
12.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
13.本装置通过设置有输送机构,将铝合金板材放置在输送带上,电机a启动,电机a带动滚轴转动,滚轴通过输送带对铝合金板材进行运运输,方便对铝合金板材进行下一步的加工,电动推杆带动夹持板移动,夹持板配合移动座对铝合金板材进行夹持,电机b启动,电机b带动丝杆转动,丝杆转动带动移动座移动,进一步带动铝合金板材移动,输送机构和夹持机构配合,代替人工对铝合金板材进行搬运,提高了装置的自动化程度;通过设置有拼接机构,铝合金板材移动到挡块位置后,液压杆a通过液压带动拼接块移动,拼接块对铝合金板材进行挤压,设置有冲压机构,液压杆b通过液压带动冲压块移动,冲压块配合拼接块对铝合金板材进行拼接操作,提高了拼接操作的加工精度和效率;通过设置有控制机构,通过控制按钮设置装置的运行参数,显示屏显示装置运行的数据,提高了装置的自动化和可视化程度。
附图说明
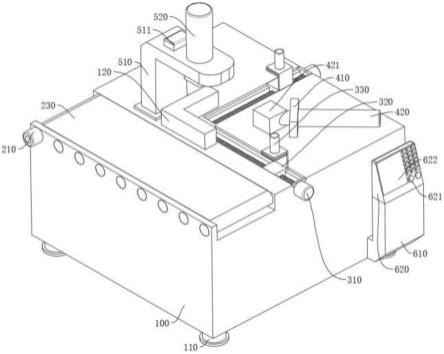
14.图1示出了根据本实用新型实施例提供的轴测结构示意图;
15.图2示出了根据本实用新型实施例提供的轴测剖视结构示意图;
16.图3示出了根据本实用新型实施例提供的图2中a部位放大结构示意图;
17.图4示出了根据本实用新型实施例提供的左视剖视结构示意图。
18.图例说明:
19.100底座、110支撑脚、120挡块、210电机a、220滚轴、230输送带、310电机b、311丝杆、320移动座、330电动推杆、331夹持板、410安装座、420液压杆a、421拼接块、510冲压底座、511控制器、520液压杆b、521冲压块、610连接座、620控制主机、621控制按钮、622显示屏。
具体实施方式
20.请参阅图1-4,本实用新型提供一种技术方案:包括底座100,所述底座100顶部的中央通过螺栓固定有挡块120,所述底座100的内部设置有输送机构,所述底座100的顶部设置有夹持机构,所述夹持机构包括电机b310,所述电机b310通过螺栓固定于底座100的一侧,所述电机b310的输出端固定有丝杆311,所述丝杆311的外侧转动连接有移动座320,所述移动座320与底座100滑动连接,所述移动座320的顶部通过螺栓固定有电动推杆330,所述电动推杆330的底部通过螺栓固定有夹持板331,所述底座100靠近夹持机构的一侧设置有拼接机构,所述底座100靠近挡块120的一侧设置有冲压机构,所述底座100的一侧设置有控制机构;通过设置有输送机构对铝合金板材进行运输,设置有夹持机构对铝合金板材进行移动夹持,输送机构与夹持机构配合,代替人工对铝合金板材进行搬运,提高了装置的自动化程度,设置有拼接机构和冲压机构对铝合金板材进行拼接操作,提高了拼接操作的加工精度和效率。
21.具体的,所述底座100的底部通过螺栓固定有多个支撑脚110;通过设置有支撑脚110对装置起到支撑的作用。
22.具体的,所述输送机构包括电机a210,所述电机a210通过螺栓固定于底座100的一
侧,所述电机a210的输出端固定有滚轴220,所述滚轴220的外侧设置有输送带230;通过设置有输送机构,将铝合金板材放置在输送带230上,电机a210启动,电机a210带动滚轴220转动,滚轴220通过输送带230对铝合金板材进行运运输,方便对铝合金板材进行下一步的加工,输送机构和夹持机构配合,代替人工对铝合金板材进行搬运,提高了装置的自动化程度。
23.具体的,所述拼接机构包括安装座410,所述安装座410通过螺栓固定于底座100的顶部,所述安装座410的一侧通过螺栓固定有液压杆a420,所述液压杆a420的一端通过螺栓固定有拼接块421;通过设置有拼接机构,铝合金板材移动到挡块120位置后,液压杆a420通过液压带动拼接块421移动,拼接块421对铝合金板材进行挤压。
24.具体的,所述冲压机构包括冲压底座510,所述冲压底座510通过螺栓固定于底座100的顶部,所述冲压底座510的顶部通过螺栓固定有液压杆b520,所述液压杆b520的底部通过螺栓固定有冲压块521;通过设置有冲压机构,液压杆b520通过液压带动冲压块521移动,冲压块521配合拼接块421对铝合金板材进行拼接操作,提高了拼接操作的加工精度和效率。
25.具体的,所述冲压底座510靠近液压杆b520的一侧通过螺栓固定有控制器511;通过设置有控制器511控制装置的运行。
26.具体的,所述控制机构包括连接座610,所述连接座610通过螺栓固定于底座100的一侧,所述连接座610的顶部固定有控制主机620,所述控制主机620的一侧设置有控制按钮621,所述控制主机620靠近控制按钮621的一侧设置有显示屏622;通过设置有控制机构,通过控制按钮621设置装置的运行参数,显示屏622显示装置运行的数据,提高了装置的自动化和可视化程度。
27.工作原理:使用时,通过控制按钮621设置装置的运行参数,显示屏622显示装置运行的数据,将铝合金放置在移动座320上,启动电动推杆330,电动推杆330带动夹持板331移动,夹持板331配合移动座320对铝合金板材进行夹持,电机b310启动,电机b310带动丝杆311转动,丝杆311转动带动移动座320移动,进一步带动铝合金板材移动,铝合金板材移动到挡块120位置后,液压杆a420通过液压带动拼接块421移动,拼接块421对铝合金板材进行挤压,同时液压杆b520通过液压带动冲压块521移动,冲压块521配合拼接块421对铝合金板材进行拼接操作,拼接完成后,将铝合金板材放置在输送带230上,电机a210启动,电机a210带动滚轴220转动,滚轴220通过输送带230对铝合金板材进行运运输,方便对铝合金板材进行下一步的加工。
28.本实用新型虽公开了实施例和附图,但是本领域的技术人员可以理解:在不脱离本实用新型及所附权利要求的精神和范围内,各种替换、变化和修改都是可能的,因此,本实用新型的范围不局限于实施例和附图所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1