一种快速装夹机构的制作方法
1.本实用新型涉及机械加工领域,特别是涉及一种快速装夹机构。
背景技术:
2.机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具、清洗夹具等。而夹具需要安装在加工设备或检测装置上,以固定夹具,方便加工工件。
3.然而,目前市面上的夹具无法实现标准统一化的底座,夹具通常为直接通过螺栓安装在所需固定的位置上,在损坏和需要更换为其它夹具使用时,不利于快速拆卸和安装。
技术实现要素:
4.基于此,有必要针对夹具不利于快速拆卸和安装的问题,提供一种快速装夹机构,通过在夹具固定座前侧设置厂字型夹具固定块,并在吸嘴安装座前侧设置与厂字型夹具固定块相配合限位的厂字型限位块,并通过夹具固定座后侧的卡扣卡紧于吸嘴安装座,进而限制了吸嘴安装座的移动,通过旋转卡扣脱离吸嘴安装座,同时配合推块推动吸嘴安装座使厂字型夹具固定块和厂字型限位块分离,从而便于解除对吸嘴安装座前后左右位置的限制,以达到了便于拆卸的效果。
5.为解决上述问题,本实用新型提供了一种快速装夹机构,包括:夹具固定座以及装夹于夹具固定座的吸嘴安装座,夹具固定座前侧设有用于限制吸嘴安装座沿夹具固定座前侧移动的厂字型夹具固定块,吸嘴安装座前侧设有与厂字型夹具固定块相配合限位的厂字型限位块,夹具固定座后侧设有可转动并用于卡紧于吸嘴安装座后端的卡扣,夹具固定座底部设有当卡扣脱离吸嘴安装座后端面时用于推动厂字型限位块脱离厂字型夹具固定块的推块。
6.优选的,吸嘴安装座顶部安装有盖板,盖板一侧边沿吸嘴安装座厚度方向折弯,以形成第一折弯部,第一折弯部向内成型有第二折弯部,位于推块一侧的第一折弯部和第二折弯部开设有推动槽,第二折弯部位于推动槽前后两侧具有推动部,推块顶部一侧面与前侧推动部抵接,推块推动吸嘴安装座上的厂字型限位块脱离厂字型夹具固定块,以实现拆卸;推块顶部一侧面与后侧推动部抵接,推块推动吸嘴安装座上的厂字型限位块插入厂字型夹具固定块,以实现安装。
7.优选的,夹具固定座后侧还设有夹卡座固定块,夹卡座固定块转动安装有用于转动卡扣的转轴,转轴上套设有用于卡扣复位的扭簧,转轴一末端安装有把手。
8.优选的,吸嘴安装座后端的底部设有卡紧固定块,卡紧固定块沿宽度方向间隔设有若干凸台,若干凸台穿设有一根销钉,卡扣扣紧于两相邻凸台之间裸露的销钉上。
9.优选的,卡扣具有连接部,连接部靠近于吸嘴安装座的侧面为倾斜面,连接部位于倾斜面的上端成型有钩部,连接部底部成型有档位部。
10.优选的,连接部开设有矩形槽,转轴设有与矩形槽配合安装的矩形台阶,且转轴套位于矩形台阶一侧设有轴套。
11.优选的,夹卡座固定开设有用于限制卡扣活动范围的限位槽。
12.优选的,夹具固定座底部设有气缸安装座,气缸安装座固定有倾斜板,倾斜板安装有输出端与推块连接的气缸。
13.本实用新型的上述技术方案具有如下有益的技术效果:通过卡扣以及厂字型夹具固定块和厂字型限位块相互配合,使得吸嘴安装座限制在夹具固定座上,通过旋转卡扣脱离吸嘴安装座,通过推块的推动将厂字型夹具固定块和厂字型限位块脱离,从而达到了便于拆卸下吸嘴安装座的效果;卡扣旋转后对扭簧进行压缩,压缩后的扭簧具有回弹性,将厂字型限位块插入厂字型夹具固定块内,利用扭簧的回复性,使转轴带动卡扣回转扣紧在销钉上,以对吸嘴安装座进行快速定位安装。
附图说明
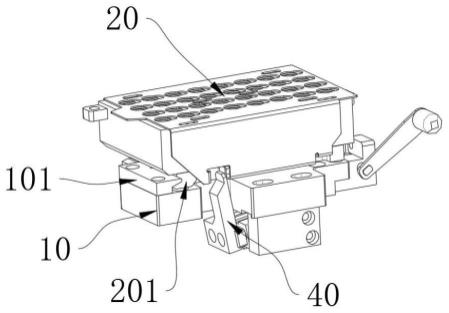
14.图1为本实用新型的一视角的结构示意图;
15.图2为本实用新型的另一视角的结构示意图;
16.图3为本实用新型中吸嘴安装座的结构示意图;
17.图4为本实用新型中夹具固定座的结构示意图;
18.图5为本实用新型中卡扣与夹卡座固定块装配的结构示意图;
19.图6为本实用新型中卡扣的结构示意图;
20.图7为本实用新型中推块与气缸安装座装配的结构示意图。
具体实施方式
21.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施例的限制。
22.请参阅图1和图2,本实用新型提出的一种快速装夹机构,包括:夹具固定座10以及装夹于夹具固定座10的吸嘴安装座20,夹具固定座10前侧设有用于限制吸嘴安装座20沿夹具固定座10前侧移动的厂字型夹具固定块101,吸嘴安装座20前侧设有与厂字型夹具固定块101相配合限位的厂字型限位块201,将厂字型限位块201插入至厂字型夹具固定块101内,通过用力压下吸嘴安装座20或旋转夹具固定座10后侧设置可转动的卡扣30,使卡扣30扣紧吸嘴安装座20,将吸嘴安装座20限位在夹具固定座10,进而实现快速的安装吸嘴安装座20;拆卸吸嘴安装座20时,旋转卡扣30,使卡扣30脱离吸嘴安装座20,启动推块40,由推块40推动吸嘴安装座20使厂字型限位块201脱离厂字型夹具固定块101,进而实现吸嘴安装座20拆卸。
23.在一个可选的实施例中,请参阅图4、图5、图6,夹具固定座10后侧设有夹卡座固定块301,夹卡座固定块301转动安装有用于转动卡扣30的转轴302,转轴302上套设有用于卡扣30复位的扭簧303,转轴302一末端安装有把手304,通过把手304可以转动转轴302,进而
带动卡扣30旋转,提高拆卸或安装的速度;优选的,卡扣30具有连接部305,连接部305靠近于吸嘴安装座20的侧面为倾斜面,连接部305位于倾斜面的上端成型有钩部306,连接部305底部成型有档位部307,连接部305开设有矩形槽3051,转轴302设有与矩形槽3051配合安装的矩形台阶,矩形台阶套设于矩形槽3051内,且转轴302位于矩形台阶一侧设有轴套3021,通过轴套3021防止卡扣30脱离转轴302,并在夹卡座固定块301开设有限位槽3011,卡扣30的档位部307插入至限位槽3011内,用于限制卡扣30活动范围,同时保护扭簧303使用寿命;进一步的,吸嘴安装座20后端的底部设有卡紧固定块202,卡紧固定块202沿宽度方向间隔设有若干凸台203,若干凸台203穿设有一根销钉204,卡扣30的钩部306扣紧于两相邻凸台203之间裸露的销钉204上,通过转动把手304,使卡扣30的钩部306脱离,吸嘴安装座20没有了后侧卡扣30的限位,推块40能够快速的推动吸嘴安装座20,使厂字型限位块201脱离厂字型夹具固定块101,进而能够实现拆卸;当卡扣30的钩部306扣紧在两相邻凸台203之间裸露的销钉204时,可以限制吸嘴安装座20前后左右的移动,进而可以实现安装。
24.在一个可选的实施例中,请参阅图1、图2和图3,吸嘴安装座20顶部安装有盖板205,盖板205一侧边沿吸嘴安装座20厚度方向折弯,以形成第一折弯部2051,第一折弯部2051向内成型有第二折弯部2052,位于推块40一侧的第一折弯部2051和第二折弯部2052开设有推动槽2053,第二折弯部2052位于推动槽2053前后两侧具有推动部2054;当需要拆卸吸嘴安装座20时,通过旋转把手304带动转轴302转动,进而带动卡扣30旋转,卡扣30的钩部306脱离销钉204,推块40顶部一侧面与前侧推动部2054抵接,推块40推动吸嘴安装座20上的厂字型限位块201脱离厂字型夹具固定块101,进而实现了快速的拆卸;当需要安装吸嘴安装座20时,厂字型限位块201对准厂字型夹具固定块101,人工用于压下吸嘴安装座20,使销钉204撑开卡扣30,或者旋转卡扣30,将吸嘴安装座20放置在夹具固定座10上,推块40顶部另一侧面与后侧推动部2054抵接,推块40推动吸嘴安装座20上的厂字型限位块201插入厂字型夹具固定块101,以实现快速的安装。
25.在一个可选的实施例中,请参阅图7,夹具固定座10底部设有气缸安装座401,气缸安装座401固定有倾斜板402,倾斜板402安装有输出端与推块40连接的气缸403,将气缸403安装在倾斜板402上,可以使得推块40与盖板205避空,方便吸嘴安装座20拆卸,通过气缸403的运作,进而推动推块40移动,推块40能够用于推动吸嘴安装座20的同时,也可以用于限制吸嘴安装座20前后的移动。
26.综上可得,本技术实施例通过卡扣30以及厂字型夹具固定块101和厂字型限位块201相互配合,使得吸嘴安装座20限制在夹具固定座10上,通过旋转卡扣30脱离吸嘴安装座20,通过推块40的推动将厂字型夹具固定块101和厂字型限位块201脱离,从而达到了便于拆卸下吸嘴安装座20的效果;卡扣30旋转后对扭簧303进行压缩,压缩后的扭簧303具有回弹性,将厂字型限位块201插入厂字型夹具固定块101内,利用扭簧303的回复性,使转轴302带动卡扣30回转扣紧在销钉204上,以对吸嘴安装座20进行快速定位安装。
27.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1