锂电池软连接激光焊接治具的制作方法
1.本实用新型涉及锂电池生产加工技术领域,特别是涉及一种锂电池软连接激光焊接治具。
背景技术:
2.在锂电池的生产工艺中,需要对锂电池的软连接片进行焊接加工。而现有的锂电池软连接片焊接操作是通过夹具将软连接片与盖板进行压紧固定,由此进行焊接加工。然而,焊接后的锂电池存在软连接片翘起的通病,翘起的软连接片在后续的安装操作中可能会挤压电芯,从而引起电池短路,由此存在一定的安全隐患。
技术实现要素:
3.本实用新型的目的是克服现有技术中的不足之处,提供一种能够在焊接加工中对锂电池进行安装固定,且能够避免焊接后的软连接片翘起的锂电池软连接激光焊接治具。
4.本实用新型的目的是通过以下技术方案来实现的:
5.一种锂电池软连接激光焊接治具包括:承载组件及防翘压紧组件,所述承载组件包括底板,所述底板上设置有定位区及焊接区,所述定位区用于对电池包进行放置,所述焊接区用于对电池包上的软连接片进行放置;所述防翘压紧组件包括压紧横条、压头及防翘抵持件,所述压紧横条与所述底板可拆卸连接,且所述压紧横条与所述焊接区相对齐设置,所述压头与所述防翘抵持件分别设置于所述压紧横条上,所述压头上开设有焊接避位孔;所述压紧横条与所述底板连接时,所述压头用于对所述焊接区上的软连接片的焊接部位进行压持固定,所述防翘抵持件用于对所述焊接区上的软连接片的未焊接部位进行抵持固定。
6.在其中一个实施例中,所述压紧横条上开设有安装孔,所述压头嵌入至所述安装孔内。
7.在其中一个实施例中,所述压头包括安装部及压持部,所述安装部设置于所述安装孔内,所述压持部位于所述安装孔外。
8.在其中一个实施例中,所述防翘压紧组件还包括盖板,所述盖板设置于所述安装孔的开口位置处,且所述盖板与所述安装部连接。
9.在其中一个实施例中,所述盖板上开设有导向孔,所述导向孔与所述焊接避位孔连通。
10.在其中一个实施例中,所述承载组件还包括增高垫板,所述增高垫板设置于所述焊接区上。
11.在其中一个实施例中,所述焊接区上开设有限位槽,所述增高垫板设置于所述限位槽内。
12.在其中一个实施例中,所述承载组件还包括多个定位销钉,各所述定位销钉围绕所述焊接区设置于所述底板上,且所述压紧横条上开设有多个与各所述定位销钉相对应的
定位孔。
13.在其中一个实施例中,所述承载组件还包括多个侧挡板,各所述侧挡板围绕所述定位区设置于所述底板上。
14.在其中一个实施例中,所述防翘抵持件设置有多个,且各所述防翘抵持件均为调节螺栓。
15.与现有技术相比,本实用新型至少具有以下优点:
16.本实用新型的锂电池软连接激光焊接治具通过设置承载组件及防翘压紧组件,从而能够通过压头对软连接片的焊接部位进行压持固定,同时,通过防翘抵持件对软连接片的未焊接部分进行抵持固定,如此,能够避免软连接片的未焊接部分翘起,由此提高焊接加工的质量,且能够解决翘起部分引起电池短路的安全隐患。
附图说明
17.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍。
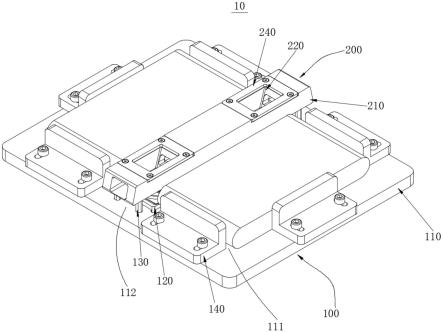
18.图1为本实用新型一实施例中的锂电池软连接激光焊接治具的结构示意图;
19.图2为图1中的锂电池软连接激光焊接治具的另一个视角的结构示意图;
20.图3为图1中的锂电池软连接激光焊接治具的防翘压紧组件的结构示意图;
21.图4为本图3中的防翘压紧组件的压头的结构示意图。
具体实施方式
22.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。结合图1、图2、图3与图4所示,一种锂电池软连接激光焊接治具10,包括承载组件100及防翘压紧组件200,承载组件100包括底板110,底板110上设置有定位区111及焊接区112,定位区111用于对电池包进行放置,焊接区112用于对电池包上的软连接片进行放置;防翘压紧组件200包括压紧横条210、压头220及防翘抵持件230,压紧横条210与底板110可拆卸连接,且压紧横条210与焊接区112相对齐设置,压头220与防翘抵持件230分别设置于压紧横条210上,压头220上开设有焊接避位孔221;压紧横条210与底板110连接时,压头220用于对焊接区112上的软连接片的焊接部位进行压持固定,防翘抵持件230用于对焊接区112上的软连接片的未焊接部位进行抵持固定。
23.需要说明的是,在锂电池的软连接片焊接加工中,首先将电池包放置在底板110的定位区111上,将与电池包连接的软连接片放置在焊接区112上,此时,压紧横条210通过人工驱动或者气缸驱动等方式下压至焊接区112上,由此通过压头220对软连接片的焊接部位进行压持固定,由于压头220上开设有焊接避位孔221,从而能够从焊接避位孔221处对焊接区112上软连接片进行激光焊接加工操作。在软连接片进行激光焊接时,压紧横条210上的防翘抵持件230对软连接片的未焊接部分进行抵持固定,如此,能够避免软连接片的未焊接部分翘起,由此提高焊接加工的质量,且能够解决翘起部分引起电池短路的安全隐患。本实用新型的锂电池软连接激光焊接治具10通过设置承载组件100及防翘压紧组件200,从而能够通过压头220对软连接片的焊接部位进行压持固定,同时,通过防翘抵持件230对软连接片的未焊接部分进行抵持固定,如此,能够避免软连接片的未焊接部分翘起,由此提高焊接
加工的质量,且能够解决翘起部分引起电池短路的安全隐患。
24.结合图2、图3与图4所示,一实施方式中,压紧横条210上开设有安装孔211,压头220嵌入至安装孔211内;压头220包括安装部222及压持部223,安装部222设置于安装孔211内,压持部223位于安装孔211外;防翘压紧组件200还包括盖板240,盖板240设置于安装孔211的开口位置处,且盖板240与安装部211连接,在本实施例中,盖板240上开设有导向孔241,导向孔241与焊接避位孔221连通。
25.需要说明的是,压紧横条210上设置有安装孔211,从而能够采用嵌入的方式对压头220进行安装放置。具体的,压头220由相互连接的安装部222和压持部223组成,焊接避位孔221贯穿安装部222和压持部223,通过设置安装部222的宽度与安装孔211的孔径相匹配,且设置压持部223的宽度小于安装部222,从而能够将安装部222安装至安装孔211内,且使得压持部223能够凸出至安装孔211外,由此能够通过压持部223对软连接片的焊接部位进行压持固定。当安装部222放置好后,通过将盖板240安装在安装孔211的开口位置处,同时,采用螺钉连接的方式将盖板240和安装部222固定在压紧横条210上,由此能够避免压头220在焊接压持固定时发生位置偏移,且能够实现可拆卸连接的安装方式,由此便于零部件的维修和更换操作。
26.结合图1、图2和图3所示,一实施方式中,承载组件100还包括增高垫板120,增高垫板120设置于焊接区112上,优选的,焊接区112上开设有限位槽,增高垫板120设置于限位槽,如此,能够通过增高垫板120对软连接片的焊接高度进行调整,由此适应不同规格产品的焊接结构,同时,增高垫板120能够在压紧固定时起到一定的缓冲保护作用,从而使得焊接质量更高;又如,承载组件100还包括多个定位销钉130,各定位销钉130围绕焊接区112设置于底板110上,且压紧横条210上开设有多个与各定位销钉130相对应的定位孔212,如此,能够通过各定位销钉130对压紧横条210的安装位置进行限定,由此使得压紧横条210的下压运动更加稳定;又如,承载组件100还包括多个侧挡板140,各侧挡板140围绕定位区111设置于底板110上,如此,能够通过各侧挡板140对定位区111上的电池包进行位置限定,由此使得电池包的焊接安装操作更加快速及精度更高;又如,防翘抵持件230设置有多个,且各防翘抵持件230均为调节螺栓,如此,能够通过各调节螺栓对软连接片的未焊接部位进行压持固定,使得软连接片的未焊接部位不会翘起,同时,能够根据时间生产要求对各调节螺栓的位置长度进行调整,由此提高整体焊接操作的适应性。
27.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以作出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1