一种风管加工用自动下料机的制作方法
1.本实用新型涉及下料设备领域,具体涉及一种风管加工用自动下料机。
背景技术:
2.随着现代人们对居住和工作环境要求越来越高,楼宇内装新风系统数量的日益增加,风管制作安装工程逐年增加,但有以下几点严重制约市场发展:有丰富工作经验的风管制作技师也日益显少,由于手工制作风管劳动强度大,长期弯腰工作,工人会得腰间盘突出等职业病,很多人不愿意从事该行业。在过去风管制作中,一直采用手工放样,手工切割,手工铲废边、折边等,费时费力,且成品尺寸误差大,风管成品因为技师的素质差异而参差不齐,不利于后期组装。手工制作施工周期长,所需人员多,成本高等。因此,一种性能优良而成本低廉的风管自动下料机械亟待研究。
技术实现要素:
3.为解决上述技术问题,本实用新型提供的技术方案为:
4.一种风管加工用自动下料机,包括机架,所述机架由入口端至出口端依次设置有输入装置、废料铲除装置、废边切除装置、折边装置以及输出装置;
5.所述输入装置包括沿机架宽度方向架设于机架两侧的第一龙门架以及相对设置的第一传送辊、第二传送辊,所述第一传送辊、第二传送辊两端分别连接第一同步轮、第二同步轮;所述输出装置括沿机架宽度方向架设于机架两侧的第二龙门架以及相对设置的压力辊、第三传送辊,所述第三传送辊两端设置第三同步轮;
6.所述机架底部设置驱动电机,所述驱动电机输出轴设置同步驱动轮,所述第三同步轮、第二同步轮之间设置第四同步轮及换向双排轮,所述同步驱动轮、第三同步轮、第四同步轮、换向双排轮、第二同步轮之间通过第一同步带传动连接,所述第一同步轮与换向双排轮之间通过第二同步带传动连接。
7.进一步地,所述第二同步轮、同步驱动轮之间设置张紧轮,所述张紧轮转动设置于张紧轮支架一上,所述张紧轮支架一远离张紧轮的一端铰接张紧轮支架二,所述张紧轮支架二另一端连接于机架上,所述张紧轮支架一、张紧轮支架二之间设置拉紧弹簧。
8.进一步地,所述第一传送辊、压力辊两端通过高度调节组件设置于第一龙门架、第二龙门架上,所述第二同步轮、第三同步轮两端通过轴承转动设置于第一龙门架、第二龙门架上;
9.所述高度调节组件包括高度调节丝杆,所述高度调节丝杆顶部穿过第一龙门架、第二龙门架连接手轮,所述第一传送辊、压力辊两端设置轴承座,所述高度调节丝杆底部与轴承座转动连接。
10.进一步地,所述废料铲除装置包括沿机架宽度方向架设于机架两侧的第三龙门架,所述第三龙门架上设置数个废料铲除刀架,所述废料铲除刀架底部设置废料铲除刀具。
11.进一步地,所述废料铲除刀架顶部滑动设置于第三龙门架顶板上,并通过锁紧机
构与第三龙门架顶板固定;所述废料铲除刀具刀头端沿机架宽度方向设置90
°
尖角,所述机架底部设置与废料铲除刀具对应的刀头下托辊。
12.进一步地,所述废边切除装置包括沿机架宽度方向架设于机架两侧的第四龙门架,所述第四龙门架上设置废边铲刀架、切割机架,所述废边铲刀架上设置电磁铁、与电磁铁连接的铲刀连接板、铲刀本体,所述切割机架上设置切割驱动电机以及切割刀片,所述废边铲刀架、切割机架通过同步机构实现同步移动。
13.进一步地,所述同步机构包括分别设置于废边铲刀架上的上移动板、以及设置于切割驱动电机底部的下移动板,所述上移动板两端分别设置移动座一、导向座一,所述下移动板两端分别设置移动座二、导向座二,所述移动座一、移动座二内配合设置沿机架宽度方向设置的传送丝杆,所述导向座一、导向座二内配合设置导向杆,所述导向杆两端通过导向杆支架与第四龙门架、机架连接,所述传送丝杆两端通过轴承座与第四龙门架、机架连接;所述传送丝杆一端伸出第四龙门架设置第五同步轮、第六同步轮,所述机架上设置位移驱动电机,所述位移驱动电机输出轴设置位移驱动轮,所述位移驱动轮通过第三同步带与第五同步轮、第六同步轮传动连接。
14.进一步地,所述废边铲刀架设置于上移动板上,所述废边铲刀架底部沿机架宽度方向设置转动支点轴,所述铲刀连接板为中部弯曲的板体,其弯曲处搭设于转动支点轴上,所述铲刀连接板一端连接电磁铁,另一端连接倾斜设置的铲刀本体,所述废边铲刀架靠近电磁铁的一侧设置金属片,当电磁铁通电时,电磁铁与金属片吸附,带动铲刀连接板绕转动支点轴转动使铲刀本体向待加工材料转动至待加工材料转表面,当电磁铁断电时,电磁铁与金属片分离,使铲刀本体与待加工材料转表面分离;所述铲刀本体设置于切割刀片远离废料的一侧;所述机架入料端设置红外感应器,所述红外感应器与电磁铁电连接。
15.进一步地,所述折边装置设置于废边切除装置远离废料的一侧,所述折边装置包括相对设置的上折边轮组件、下折边轮组件,所述上折边轮组件通过上折边轮支架与上移动板连接,所述下折边轮组件通过下折边轮支架与下移动板连接,所述下折边轮组件包括倾斜设置折边轮轴,所述折边轮轴上转动设置折边轮,所述折边轮表面设置折边槽,所述上折边轮组件包括竖向设置的折边轮片,所述折边轮片与折边槽的转角处接触,所述折边轮片转动设置于上折边轮支架上。
16.进一步地,所述折边槽包括水平槽面及倾斜槽面。
17.采用上述结构,本实用新型具有以下优点:本装置能够将放料、切割、铲废边、折边等一次性完成,制作出的风管尺寸精准,效率高,可大大减轻工作人员劳动强度,减少职业病危害,增加施工人员收益,完全的机械化代替人工进行操作十分的方便快捷,操作上手容易,能够极大地提高生产效率,具有良好的市场前景。
附图说明
18.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解的是,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
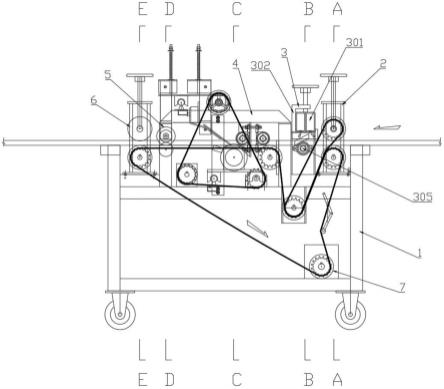
19.图1是本实用新型一种风管加工用自动下料机的示意图。
20.图2是本实用新型一种风管加工用自动下料机中输入装置的示意图。
21.图3是本实用新型一种风管加工用自动下料机中输出装置的示意图。
22.图4是本实用新型一种风管加工用自动下料机中第一同步带的连接示意图。
23.图5是本实用新型一种风管加工用自动下料机中第二同步带的连接示意图。
24.图6是本实用新型一种风管加工用自动下料机中废料铲除装置的示意图。
25.图7是本实用新型一种风管加工用自动下料机中废边切除装置的示意图。
26.图8是本实用新型一种风管加工用自动下料机中切割刀片的示意图。
27.图9是本实用新型一种风管加工用自动下料机中同步机构的示意图。
28.图10是本实用新型一种风管加工用自动下料机中第三同步带的连接示意图。
29.图11是本实用新型一种风管加工用自动下料机中折边装置的示意图。
30.图12是本实用新型一种风管加工用自动下料机中折边轮的示意图。
31.图13是本实用新型一种风管加工用自动下料机中折边槽的示意图。
32.图14是本实用新型一种风管加工用自动下料机中折边轮的位置示意图。
具体实施方式
33.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
34.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
35.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
36.在本实用新型实施例的描述中,需要说明的是,若出现术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
37.此外,若出现术语“水平”、“竖直”、“悬垂”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
38.在本实用新型实施例的描述中,“多个”代表至少2个。
39.在本实用新型实施例的描述中,还需要说明的是,除非另有明确的规定和限定,若出现术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以
根据具体情况理解上述术语在本实用新型中的具体含义。
40.实施例
41.结合附图1,本实施例公开一种风管加工用自动下料机,包括机架1,机架1由入口端至出口端依次设置有输入装置2、废料铲除装置3、废边切除装置4、折边装置5以及输出装置6;
42.结合附图1、附图2,输入装置2包括沿机架1宽度方向架设于机架1两侧的第一龙门架201以及相对设置的第一传送辊202、第二传送辊203,第一传送辊202、第二传送辊203相对设置于待加工材料的上下两侧,用于对待加工材料进行挤压传送,第一传送辊202、第二传送辊203两端分别连接第一同步轮204、第二同步轮205;结合附图3,输出装置6括沿机架1宽度方向架设于机架两侧的第二龙门架601以及相对设置的压力辊602、第三传送辊603,压力辊602、第三传送辊603相对设置于已加工材料的上下两侧,对已加工材料进行挤压输出,第三传送辊603两端设置第三同步轮604;
43.结合附图4、附图5,机架1底部设置驱动电机7,驱动电机输出轴设置同步驱动轮8,第三同步轮604、第二同步轮205之间设置第四同步轮9及换向双排轮10,同步驱动轮8、第三同步轮604、第四同步轮9、换向双排轮10的其中一个转动轮、第二同步轮205之间通过第一同步带11传动连接,第一同步轮204与换向双排轮10的另一个转动轮之间通过第二同步带12传动连接;另外,第二同步轮205、同步驱动轮8 之间设置张紧轮13,张紧轮13转动设置于张紧轮支架一14上,张紧轮支架一14远离张紧轮13的一端铰接张紧轮支架二15,张紧轮支架二15另一端连接于机架1上,张紧轮支架一14、张紧轮支架二15之间设置拉紧弹簧16,拉件弹簧可以拉紧张紧轮支架一、张紧轮支架二,进而通过张紧轮使第一同步带张紧。
44.结合附图2,第一传送辊202、压力辊602两端通过高度调节组件17设置于第一龙门架201、第二龙门架601上,第二同步轮203、第三同步轮603两端通过轴承转动设置于第一龙门架201、第二龙门架601 上;高度调节组件17包括高度调节丝杆1701,高度调节丝杆1701顶部穿过第一龙门架201、第二龙门601 架连接手轮1702,第一传送辊202、压力辊602两端设置轴承座1703,高度调节丝杆1701底部与轴承座1703转动连接;通过手轮转动高度调节丝杆,可以调节第一传送辊与第二传送辊之间的距离,进而可以调整对待加工材料的挤压力。
45.在实施时,启动驱动电机,同步驱动轮通过第一同步带带动第二同步轮、第三同步轮转动,同时换向双排轮通过第二同步带带动第一同步轮转动,使得第一传送辊、第二传送辊转向相反,进而夹持待加工物料进入废料铲除装置;本实施例中,需要加工的为风管板材,风管板材底部为薄型板材,上部覆盖一层酚醛板。
46.结合附图1、附图6,废料铲除装置3包括沿机架1宽度方向架设于机架1两侧的第三龙门架301,第三龙门架301上设置数个废料铲除刀架302,废料铲除刀架302底部设置废料铲除刀具303;废料铲除刀架302顶部滑动设置于第三龙门架301顶板上,并通过锁紧机构304与第三龙门架301顶板固定;废料铲除刀具303刀头端沿机架宽度方向设置90
°
尖角,机架底部设置与废料铲除刀具303对应的刀头下托辊 305,在风管板材经过时,废料铲除刀具对其表面的酚醛板切出凹槽,凹槽之间的间距可以通过调整废料铲除刀架之间的间距而设置;锁紧机构可以为锁紧丝杆,通过旋紧或旋松锁紧丝杆,进而调整废料铲除刀架之间的间距。
47.结合附图1、附图7-11,废边切除装置4包括沿机架1宽度方向架设于机架两侧的第四龙门架401,第四龙门架401上设置废边铲刀架402、切割机架403,废边铲刀架402上设置电磁铁404、与电磁铁404 连接的铲刀连接板405、铲刀本体406,切割机架403上设置切割驱动电机406以及切割刀片407,废边铲刀架402、切割机架403通过同步机构18实现同步移动。
48.结合附图9、附图10,同步机构18包括分别设置于废边铲刀架402上的上移动板1801、以及设置于切割驱动电机406底部的下移动板1802,上移动板1801两端分别设置移动座一1803、导向座一1804,下移动板1802两端分别设置移动座二1805、导向座二1806,移动座一1803、移动座二1805内配合设置沿机架宽度方向设置的传送丝杆1807,导向座一1804、导向座二1806内配合设置导向杆1808,导向杆1808 两端通过导向杆支架1806与第四龙门架401、机架1连接,传送丝杆1807两端通过轴承座1801与第四龙门架401、机架1连接;传送丝杆1807一端伸出第四龙门架401设置第五同步轮1811、第六同步轮1812,机架1上设置位移驱动电机1813,位移驱动电机输出轴设置位移驱动轮1814,位移驱动轮1814通过第三同步带1815与第五同步轮1811、第六同步轮1812传动连接;
49.在实施时,通过启动位移驱动电机,使位移驱动轮通过第三同步带带动第五同步轮、第六同步轮转动,进而使移动座一、移动座二内的传送丝杆同步传动,与其配合的移动座一、移动座二带动上移动板、下移动板以及其上的切割驱动电机、铲刀本体同步移动,直至需要切割的部位后停止;
50.另外,结合附图7、附图11,废边铲刀架402设置于上移动板1801上,废边铲刀架402底部沿机架1 宽度方向设置转动支点轴408,铲刀连接板405为中部弯曲的板体,其弯曲处搭设于转动支点轴408上,铲刀连接板405一端连接电磁铁,另一端连接倾斜设置的铲刀本体406,废边铲刀架402靠近电磁铁404 的一侧设置金属片409,当电磁铁404通电时,电磁铁404与金属片409吸附,带动铲刀连接板405绕转动支点轴408转动使铲刀本体406向待加工材料转动至待加工材料转表面,当电磁铁404断电时,电磁铁 404与金属片409分离,使铲刀本体405与待加工材料转表面分离;铲刀本体406设置于切割刀片407远离废料的一侧;机架入料端设置红外感应器,红外感应器与电磁铁电连接,根据电磁铁的重量,废边铲刀架上可以设置用于电磁铁断电后转动的限位件。
51.在实施时,当机架入料端的红外感应器感应到板材进入时,电磁铁通电,带动铲刀本体转动,切割驱动电机驱动切割刀片,对传送而来的风管板材进行切割,同时,铲刀本体用于铲除风管板材上部的酚醛板,仅留下底部的板材。
52.结合附图11-14,折边装置5设置于废边切除装置4远离废料的一侧,折边装置5包括相对设置的上折边轮组件501、下折边轮组件502,上折边轮组件501通过上折边轮支架503与上移动板1801连接,下折边轮组件502通过下折边轮支架504与下移动板1802连接,使折边装置与废边铲除装置同步移动,下折边轮组件502包括倾斜设置折边轮轴502a,折边轮轴502a上转动设置折边轮502b,折边轮502b表面设置折边槽502c,折边槽502c包括水平槽面502d及倾斜槽面502e,上折边轮组件501包括竖向设置的折边轮片501a,折边轮片501a与折边槽502c的转角处接触,折边轮片501a转动设置于上折边轮支架503上。
53.板材在经过废边切除装置后进入折边装置,其中,板材表面被铲刀本体铲除酚醛板的部分,即为折边装置需要折边的部分,此部分进入下折边轮、上折边轮之间,由于下折边轮表明具有凹槽,经过上折边轮的作用,使板材实现折边。
54.本方案风管板材进入预先设置好各种参数的下料机时,通过输入装置、废料铲除装置、废边切除装置、折边装置,折出设定度角的边、再经过输出装置输出成品,本装置将放料、切割、铲废边、折边等一次性完成。
55.以上对本实用新型及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1