一种集成振动检测的非标阻尼仿形车刀的制作方法
1.本实用新型涉及卷筒加工技术领域,尤其涉及一种集成振动检测的非标阻尼仿形车刀。
背景技术:
2.现有的卷筒切削加工过程中通常采用圆弧仿形车刀(见说明书附图图1),其方型刀杆依靠螺栓压装在倒台上,刀杆前端装有正角刀片,然而由于卷筒受钢丝绳直径和起升高度影响,表面具有多种圆弧尺寸和不同螺距的钢丝绳缠绕螺旋槽,再加上卷筒直径与壁厚比值和长度与直径的比值均较大,属于薄壁圆筒结构件,这就导致在使用圆弧仿形车刀进行切割加工过程中,虽然成型效果好,但是由于加工过程中接触面积大、切削阻力高,容易在切削加工过程中发生较大切削振动和次生振动,影响切割质量;另外,由于圆弧仿形车刀的刀片安装角度固定,导致在加工过程中刀片容易出现崩刃或后刀面磨损的情况,刀片切割部位磨损后严重影响了后续的切割加工质量;
3.中国专利(公开号:cn212495454u),公开了一种圆弧形车刀夹具,该专利转轴的底部设置有锁紧螺母和调节螺母,锁紧螺母拧紧后可以固定转轴,松开锁紧螺母,转动转轴带动刀具旋转,当刀锋被磨得不锋利时,只需要转动刀具,不需要更换刀刃或车刀,减少了刀具的更换频率,一定程度提高加工效率,但其仍无法避免在切削加工过程中发生较大切削振动和次生振动,影响切割质量的问题。
技术实现要素:
4.为了克服背景技术中的不足,本实用新型公开了一种集成振动检测的非标阻尼仿形车刀,本实用新型通过锥度车刀杆内的复合阻尼芯轴,可有效减缓重载不平衡切削状态下的刀具系统震动,有效提高了切削质量。
5.为实现上述目的,本实用新型采用如下技术方案:
6.一种集成振动检测的非标阻尼仿形车刀,包括刀具固定座和成型刀片,刀具固定座的内孔内安装有锥度车刀杆,锥度车刀杆为中空结构、且在其内部设有复合阻尼芯轴,成型刀片通过刀片楔形压块和刀片压紧螺钉双重压装至锥度车刀杆上,锥度车刀杆尾端设有用于安装复合阻尼芯轴的安装口,刀具固定座上设有扣合在刀具固定座上、且通过安装口对复合阻尼芯轴进行压紧限位的固定尾盖。
7.进一步的,锥度车刀杆上设有刀杆压紧锥面,刀杆压紧锥面上设有与刀具固定座螺纹连接的压块螺栓,压块螺栓的杆体上设有用于压紧锥度车刀杆的锁紧压块。
8.进一步的,锥度车刀杆尾端端面设有连接螺栓孔,拉紧螺栓端部贯穿固定尾盖、并与连接螺栓孔螺纹连接。
9.进一步的,复合阻尼芯轴是由压簧为基体,采用聚氨酯阻尼料热塑成的轴体。
10.进一步的,锥度车刀杆上设有涡流震动传感器。
11.进一步的,锥度车刀杆前端设有用于安装成型刀片的刀片定位安装槽。
12.进一步的,刀片定位安装槽一侧分别设有用于安装刀片压紧螺钉的刀片压紧螺钉孔,以及用于安装刀片楔形压块的刀片压块安装螺钉孔。
13.进一步的,锥度车刀杆是由杆头和锥柄组成的一体式结构,杆头与锥柄的长度比例为1:10。
14.与现有技术相比,本实用新型的有益效果是:通过锥度车刀杆与刀具固定座的锥面配合,不仅有效增加了刀杆与刀座的接触面积,而且提升了刀具更换效率,减少换刀过程中的重新装夹时间和定位对刀时间;
15.通过锥度车刀杆内的复合阻尼芯轴,可有效减缓重载不平衡切削状态下的刀具系统震动;通过安装涡流震动传感器,可实时监测刀具的震动数据,并通过分析发送出来的数据实现对切削震动量化和改善效果的评估,提高加工精度;
16.本实用新型结构简单,安装使用方便,不仅极大的方便了刀片的更换安装,以及对刀片角度的调整, 而且有效减少了刀具磨损,延长了刀具的有效切削寿命,为刀具的高效切削作业提供了有力支持。
附图说明
17.图1为现有圆弧仿形车刀示意图;
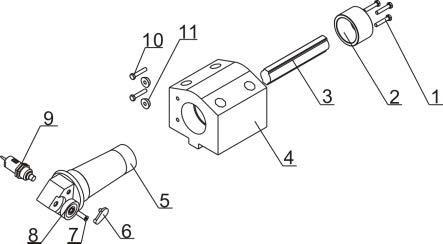
18.图2为本实用新型的结构示意图;
19.图3为本实用新型的锥度车刀杆前端结构示意图;
20.图4为本实用新型的锥度车刀杆尾端结构示意图;
21.图5为本实用新型的复合阻尼芯轴结构示意图。
22.图中:1、拉紧螺栓;2、固定尾盖;3、复合阻尼芯轴;4、刀具固定座;5、锥度车刀杆;6、刀片楔形压块;7、刀片压紧螺钉;8、成型刀片;9涡流震动传感器;10、压块螺栓;11、锁紧压块;12、刀片压紧螺钉孔;13、刀片定位安装槽;14、刀片压块安装螺钉孔;15、刀杆压紧锥面;16、锥柄;17、安装口;18、连接螺栓孔;19、聚氨酯阻尼料;20、压簧。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型的技术方案进行说明,在描述中,需要理解的是,若有术语“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系,仅是与本实用新型的附图对应,为了便于描述本实用新型,而不是指示或暗示所指的装置或元件必须具有特定的方位。
24.请参阅说明书附图1-5,本实用新型提供一种技术方案:
25.实施例一,一种集成振动检测的非标阻尼仿形车刀,包括固定在车床刀塔上的刀具固定座4 和成型刀片8,刀具固定座4的内孔内安装有锥度车刀杆5,锥度车刀杆5是由杆头和锥柄16组成的一体式结构,杆头与锥柄16的长度比例为1:10,锥度车刀杆5为中空结构、且在其内部设有复合阻尼芯轴3,复合阻尼芯轴3是由压簧20为基体,采用聚氨酯阻尼料19热塑成的轴体,具体的,复合阻尼芯轴3的轴体两侧均设有与其长度相适配的凸棱,利用复合阻尼芯轴3轴体两侧的凸棱,可大大提高复合阻尼芯轴3的稳定性,锥度车刀杆5尾端设有用于安装复合阻尼芯轴3的安装口17,锥度车刀杆5尾端的安装口17外侧设有连接螺栓孔18,刀具固定座4尾部扣合有固定尾盖2,拉紧螺栓1端部间隙贯穿固定尾盖2、并与连接螺栓
孔18螺纹连接,利用拉紧螺栓1对固定尾盖2的拉紧固定,使得固定尾盖2内部的压块能够紧密有效的压紧复合阻尼芯轴3,实现对复合阻尼芯轴3的预变形;
26.锥度车刀杆5前端安装有成型刀片8,具体的,为了便于成型刀片8的安装,以及后续的成型刀片8角度的调整,锥度车刀杆5前端设有用于安装成型刀片8的刀片定位安装槽13,刀片定位安装槽13一侧分别设有刀片压紧螺钉孔12和刀片压块安装螺钉孔14,成型刀片8安装在刀片定位安装槽13内后,刀片压紧螺钉孔12和刀片压块安装螺钉孔14上分别安装有用于双重压紧成型刀片8的刀片压紧螺钉7和刀片楔形压块6;
27.实施例二,为了便于后续的锥度车刀杆5的限位固定,锥度车刀杆5上设有刀杆压紧锥面15,刀具固定座4上设有与刀杆压紧锥面15相配合、用于压紧锥度车刀杆5的压块螺栓10和锁紧压块11。
28.实施例三,为了能够实时了解刀具在切削作业中的震动数据,以便于后期进行精准的调试,锥度车刀杆5前端设有用于实时监测、并发送出刀具震动数据的涡流震动传感器9,通过分析发送出来的数据实现对切削震动量化和改善效果的评估,提高加工精度。
29.工作原理:首先进行刀具的组装,先将锥度车刀杆5尾端插入刀具固定座4的内孔中,并使得锥度车刀杆5杆体上的刀杆压紧锥面15贴近刀具固定座4前端面,将锁紧压块11套设在压块螺栓10的杆体上,利用压块螺栓10贯穿刀杆压紧锥面15后螺纹连接在刀具固定座4前端面的螺孔内;锥度车刀杆5安装完毕后,将复合阻尼芯轴3从刀具固定座4后端面依次插入刀具固定座4及锥度车刀杆5内,再将固定尾盖2扣合在刀具固定座4后端面,利用拉紧螺栓1贯穿固定尾盖2并与刀具固定座4后端面的连接螺栓孔18螺纹连接,通过拉紧螺栓1对固定尾盖2的拉紧固定,使得固定尾盖2压紧复合阻尼芯轴3实现对复合阻尼芯轴3的限位固定;复合阻尼芯轴3安装完毕后,将刀片卡放在锥度车刀杆5前端的刀片定位安装槽13内,并分别将刀片压紧螺钉7和刀片楔形压块6分别安装在相对应的刀片压紧螺钉孔12和刀片压块安装螺钉孔14内,实现对刀片的固定安装;
30.刀具组装完毕后,通过刀具固定座4安装在车床的刀架上后即可进行卷筒的切割加工,切割加工过程中,复合阻尼芯轴可有效减缓重载不平衡切削状态下的刀具系统震动,避免在切割过程中刀具出现切削振动和次生振动。
31.本实用新型未详述部分为现有技术,对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型;因此,无论从哪一点来看,均应将上述实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1