钢珠入料模具的制作方法
1.本实用新型涉及一种轴承组装工具,特别涉及一种钢珠入料模具。
背景技术:
2.现有技术中,钢珠入料模具是一体式的,材质为透明亚克力,钢珠入料一个循环周期是钢珠入料模具从上一级接收若干钢珠,然后将若干钢珠送入配合的轴承内外环的间隙中,再通过压入杆把若干钢珠分散开。在此过程中,钢珠入料模具的底部月牙部分会与钢珠发生持续接触,因此钢珠入料模具的月牙部分容易破裂损坏,而钢珠入料模具的结构功能直接影响到钢珠品质,造成整个钢球入料模具报废。
技术实现要素:
3.本实用新型的目的是为了克服现有存在的上述不足,本实用新型提供一种钢珠入料模具。
4.本实用新型是通过以下技术方案实现的:
5.一种钢珠入料模具,其包括入钢球部件和月牙底座,所述入钢球部件内具有钢珠通道和吹气通道,所述月牙底座的顶部可拆卸地连接于所述入钢球部件,所述月牙底座的底部具有月牙部分,所述月牙底座内具有入料通道,所述钢珠通道的底部与所述入料通道相连通,以使钢珠依次通过所述钢珠通道和所述入料通道,所述吹气通道的顶部用于与吹气设备相连通,所述吹气通道的底部与所述钢珠通道和/或所述入料通道相连通,以使空气依次通过所述吹气通道和所述入料通道并用于将钢珠分散开。
6.进一步地,所述入钢球部件包括第一入钢球座和第二入钢球座,所述第一入钢球座与所述第二入钢球座之间相互连接,且所述第一入钢球座与所述第二入钢球座之间之间形成有钢珠通道,所述月牙底座的顶部均连接于所述第一入钢球座和所述第二入钢球座。
7.进一步地,所述第一入钢球座朝向所述第二入钢球座的一侧具有向内凹陷的钢珠凹槽,所述第二入钢球座朝向所述第一入钢球座的一侧具有贴合平面,所述贴合平面抵靠于所述第一入钢球座的侧面,且所述贴合平面与所述钢珠凹槽之间形成所述钢珠通道。
8.进一步地,所述第一入钢球座具有第一连接孔,所述第二入钢球座具有第二连接孔,所述第一连接孔与所述第二连接孔通过沉头螺丝相连接。
9.进一步地,所述入钢球部件的底部具有第三连接孔,所述月牙底座具有第四连接孔,所述第三连接孔与所述第四连接孔通过沉头螺丝相连接。
10.进一步地,所述月牙底座的材质为塑钢。
11.进一步地,所述钢珠入料模具还包括快速接头,所述快速接头连接于所述入钢球部件并与所述吹气通道相连通。
12.进一步地,所述钢珠通道自所述入钢球部件的侧面起沿倾斜方向向内并向下延伸至所述入钢球部件的底部。
13.进一步地,所述吹气通道自所述入钢球部件的顶面起向下延伸至所述钢珠通道并
与所述钢珠通道相连通。
14.本实用新型的有益效果在于:
15.本实用新型的钢珠入料模具,入钢球部件与月牙底座采用可拆卸连接方式,月牙部分破裂只需更换月牙底座即可,降低了钢珠入料模具的维修成本。同时,通过吹气通道用于将钢珠分散开,采用吹气方式取代常用的压入杆压入方式,有效避免了钢珠入料模具与钢珠直接接触,从而减少钢珠碰伤,大大提高了钢珠品质。
附图说明
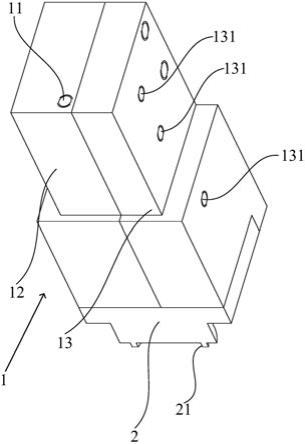
16.图1为本实用新型实施例的钢珠入料模具的结构示意图。
17.图2为本实用新型实施例的月牙底座的结构示意图。
18.图3为本实用新型实施例的第一入钢球座的结构示意图。
19.附图标记说明:
20.入钢球部件1
21.吹气通道11
22.第一入钢球座12
23.钢珠凹槽121
24.第一连接孔122
25.第二入钢球座13
26.第二连接孔131
27.月牙底座2
28.月牙部分21
29.入料通道22
30.第四连接孔23
具体实施方式
31.以下各实施例的说明是参考附图,用以示例本实用新型可以用以实施的特定实施例。
32.如图1、图2和图3所示,本实施例公开了一种钢珠入料模具,该钢珠入料模具包括入钢球部件1和月牙底座2,月牙底座2的顶部可拆卸地连接于入钢球部件1,月牙底座2的底部具有月牙部分21,月牙底座2内具有入料通道22。入钢球部件1与月牙底座2采用可拆卸连接方式,当月牙部分21的破裂损坏时,将损坏的月牙底座2从入钢球部件1拆卸下来,然后将新的月牙底座2安装连接在入钢球部件1的底部,月牙部分21的破裂损坏只需更换月牙底座2即可,无需整个钢珠入料模具直接报废,从而有效降低了钢珠入料模具的维修成本。
33.入钢球部件1内具有钢珠通道和吹气通道11,钢珠通道的底部与入料通道22相连通,以使钢珠依次通过钢珠通道和入料通道22,吹气通道11的顶部用于与吹气设备相连通,吹气通道11的底部与钢珠通道和/或入料通道22相连通,以使空气依次通过吹气通道11和入料通道22并用于将钢珠分散开。
34.钢珠将会从钢珠通道的入口进入至钢珠通道内,从钢珠通道的出口排出至入料通道22内,之后通过入料通道22送入配合的轴承内外环间的间隙。入钢球部件1的吹气通道11
通过与外部的吹气设备相连通,吹气设备用于提供高压的空气,空气将通过吹气通道11进入吹气,使得钢珠分散来,最后由套合部作业将钢珠完全封入轴承内外环间。采用吹气方式取代常用的压入杆压入方式,有效避免了钢珠入料模具与钢珠直接接触,从而减少钢珠碰伤,大大提高了钢珠以及轴承的品质。
35.月牙底座2的材质为塑钢。采用塑钢的材质能够有效提高钢珠入料模具使用寿命。其中,月牙底座2材质使用工程塑钢。
36.在本实施例中,入钢球部件1包括第一入钢球座12和第二入钢球座13,第一入钢球座12与第二入钢球座13之间相互连接,且第一入钢球座12与第二入钢球座13之间之间形成有钢珠通道,月牙底座2的顶部均连接于第一入钢球座12和第二入钢球座13。第一入钢球座12和第二入钢球座13为分体式结构,入钢球部件1通过第一入钢球座12和第二入钢球座13相互组装并形成有钢珠通道,使得钢珠通道加工制作非常方便。
37.第一入钢球座12朝向第二入钢球座13的一侧具有向内凹陷的钢珠凹槽121,第二入钢球座13朝向第一入钢球座12的一侧具有贴合平面,贴合平面抵靠于第一入钢球座12的侧面,且贴合平面与钢珠凹槽121之间形成钢珠通道。在第一入钢球座12的侧面开设钢珠凹槽121,在第二入钢球座13的侧面无需开设凹槽,只需要加工一侧的凹槽即可形成钢珠通道,加工制作非常方便。同时,通过贴合平面使得第二入钢球座13与第一入钢球座12之间紧密贴合抵靠,连接稳定可靠。
38.钢珠通道自入钢球部件1的侧面起沿倾斜方向向内并向下延伸至入钢球部件1的底部。通过将钢珠通道倾斜设置在入钢球部件1内,钢珠将通过入钢球部件1的侧面进入至钢珠通道内,钢珠将在钢珠通道内自动滚动至入料通道22内。
39.其中,第一入钢球座12具有第一连接孔122,第二入钢球座13具有第二连接孔131,第一连接孔122与第二连接孔131通过沉头螺丝相连接。使用沉头螺丝锁紧组合,通过沉头螺丝连接在第一连接孔122和第二连接孔131内,实现将第一入钢球座12和第二入钢球座13相连接,安装、拆卸都非常方便。
40.入钢球部件1的底部具有第三连接孔,月牙底座2具有第四连接孔23,第三连接孔与第四连接孔23通过沉头螺丝相连接。使用沉头螺丝锁紧组合,通过沉头螺丝连接在第三连接孔和第四连接孔23内,实现将入钢球部件1和月牙底座2相连接,安装、拆卸都非常方便。
41.钢珠入料模具还包括快速接头,快速接头连接于入钢球部件1并与吹气通道11相连通。入钢球部件1通过快速接头与外部的吹气设备相连接,连接非常方便,且密封效果好。其中,快速接头通过空压管与吹气设备相连接,空气通过空压管吹气进入快速接头,通过快速接头后将进入至吹气通道11。快速接头为m5快速接头。
42.吹气通道11自入钢球部件1的顶面起向下延伸至钢珠通道并与钢珠通道相连通。快速接头将安装设置在入钢球部件1的顶部并与吹气通道11相连通,便于安装连接,且加工制作非常方便。
43.以上所揭露的仅为本实用新型较佳实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,仍属本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1