一种大功率甚高频电火花脉冲电源及加工系统的制作方法
1.本实用新型涉及脉冲电源技术领域,更具体地说,它涉及一种大功率甚高频电火花脉冲电源及加工系统。
背景技术:
2.传统电火花加工高温合金容易产生重铸层,导致微裂纹的形成,难以满足日益增长的高温合金加工需求。甚高频(频率在30mhz~300mhz)脉冲的脉宽小、频率高,单脉冲能量小但集中,能够使蚀除材料大部分以气化的形式去除,有效减少重铸层的产生,提高加工表面质量。
3.现有的电火花加工脉冲电源为了在甚高频脉冲下实现对实时放电状态的准确检测,通过对甚高频脉冲进行分压整流处理,以达到实时、无延迟的精准检测。随着零件的制造技术向高效、高质量、高精度发展,研究更大功率的甚高频电火花加工脉冲电源,对于提高高温合金加工表面质量和效率具有重要意义。
4.然而,现有技术中尚未有记载提高甚高频电火花脉冲电源的功率的相关文献,因此,如何研究设计一种能够克服上述缺陷的一种大功率甚高频电火花脉冲电源及加工系统是我们目前急需解决的问题。
技术实现要素:
5.为解决现有技术中的不足,本实用新型的目的是提供一种大功率甚高频电火花脉冲电源及加工系统,有效克服了现有甚高频电火花微能脉冲单脉冲能量小、峰值功率小、蚀除效率较低的问题,无需对脉冲进行调制来提升脉冲功率,可输出甚高频正弦波脉冲,以提高精密电火花的加工效率。
6.本实用新型的上述技术目的是通过以下技术方案得以实现的:
7.第一方面,提供了一种大功率甚高频电火花脉冲电源,包括:
8.测控板,输入端外接上位机;
9.激励源,输入端连接测控板的输出端;
10.功率放大电路,输入端连接激励源的输出端;
11.隔离器,输入端连接功率放大电路的输出端,输出端外接加工端;
12.其中,所述功率放大电路输出的大功率加工脉冲与激励源输出的激励脉冲同频;
13.以及,所述功率放大电路中的功放管为双栅场效应管,以使得功放管正常工作时处于饱和区的设定波动范围,随着功率元器件进入非线性区,功率放大电路输出下降。
14.进一步的,所述功率放大电路还包括输入匹配电路和输出匹配电路;
15.所述输入匹配电路,一端通过电阻r1连接双栅场效应管的栅极g2,另一端交流接地;
16.所述输出匹配电路,一端连接双栅场效应管的源极、漏极,另一端作为功率放大电路的输出端。
17.进一步的,所述输入匹配电路与输出匹配电路之间以绘制smith圆图实现功率放大电路的阻抗匹配。
18.进一步的,所述双栅场效应管的栅极g1与偏置电压端vp之间设有高频扼流电路。
19.进一步的,所述双栅场效应管的漏极与供电电压端vdd之间设有高频扼流电路。
20.进一步的,所述高频扼流电路采用四分之一波长线。
21.第二方面,提供了一种加工系统,该加工系统包括上位机、加工端、测控板、激励源、功率放大电路以及隔离器;
22.所述激励源,用于依据接收到的控制信号生成激励脉冲;
23.所述功率放大电路,用于对接收的激励脉冲进行功率放大处理后输出大功率加工脉冲;
24.所述隔离器,用于对功率放大电路与加工端之间的反射功率进行隔离处理;
25.所述加工端,用于接收到大功率加工脉冲后进行脉冲加工处理;
26.所述测控板,用于接收加工端发出的极间状态信号,并将接收的极间状态信号传输至上位机,以及接收上位机下发的控制信号;
27.其中,所述功率放大电路输出的大功率加工脉冲与激励源输出的激励脉冲同频;
28.以及,所述功率放大电路中的功放管为双栅场效应管,以使得功放管正常工作时处于饱和区的设定波动范围,随着功率元器件进入非线性区,功率放大电路输出下降。
29.与现有技术相比,本实用新型具有以下有益效果:
30.1、本实用新型提出的一种大功率甚高频电火花脉冲电源,通过功率放大电路进行功率放大处理,使得输出的大功率加工脉冲与激励源输出的激励脉冲同频,有效克服了现有甚高频电火花微能脉冲单脉冲能量小、峰值功率小、蚀除效率较低的问题,无需对脉冲进行调制来提升脉冲功率,可输出甚高频正弦波脉冲,以提高精密电火花的加工效率;且以功放管为双栅场效应管,以使得功放管正常工作时处于饱和区的设定波动范围,随着功率元器件进入非线性区,功率放大电路输出下降,能够有效避免在对甚高频电火花脉冲电源的进行功率放大时出现失真,增强了放电状态信号检测的及时性与准确性;
31.2、本实用新型在双栅场效应管的输入端、输出端分别设置输入匹配电路、输出匹配电路,能够避免在功率放大电路前级和后级之间产生驻波;
32.3、本实用新型选取四分之一波长线作为高频扼流电路,可以在导通直流电源的同时避免高频电路对直流电流造成影响;
33.4、本实用新型对隔离器的输入端、输出端分别设置与功率放大电路输出端、传输线的特征阻抗相同的特征阻抗,可避免隔离器与其它部件之间产生驻波,从功率放大器和传输线入射至隔离器的脉冲不会发生反射,且从传输线反射至隔离器的脉冲绝大部分会被隔离器吸收,而不会进入功率放大电路。
附图说明
34.此处所说明的附图用来提供对本实用新型实施例的进一步理解,构成本技术的一部分,并不构成对本实用新型实施例的限定。在附图中:
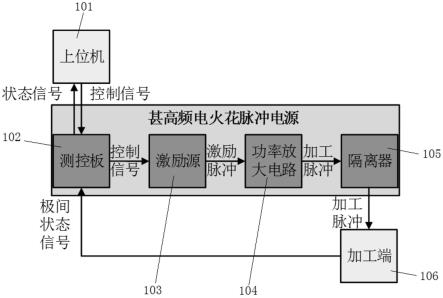
35.图1是本实用新型实施例中的工作原理图;
36.图2是本实用新型实施例中功率放大电路的电路原理图。
37.附图中标记及对应的零部件名称:
38.101、上位机;102、测控板;103、激励源;104、功率放大电路;105、隔离器;106、加工端;107、双栅场效应管;108、输入匹配电路;109、输出匹配电路;110、高频扼流电路。
具体实施方式
39.为使本实用新型的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本实用新型作进一步的详细说明,本实用新型的示意性实施方式及其说明仅用于解释本实用新型,并不作为对本实用新型的限定。
40.需说明的是,当部件被称为“固定于”或“设置于”另一个部件,它可以直接在另一个部件上或者间接在该另一个部件上。当一个部件被称为是“连接于”另一个部件,它可以是直接或者间接连接至该另一个部件上。
41.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
42.实施例:一种大功率甚高频电火花脉冲电源,如图1所示,包括测控板102、激励源103、功率放大电路104和隔离器105。测控板102的输入端外接上位机101;激励源103的输入端连接测控板102的输出端;功率放大电路104的输入端连接激励源103的输出端;隔离器105 的输入端连接功率放大电路104的输出端,输出端外接加工端106。其中,所述功率放大电路104输出的大功率加工脉冲与激励源103输出的激励脉冲同频。此外,功率放大电路104 中的功放管为双栅场效应管107,以使得功放管正常工作时处于饱和区的设定波动范围,随着功率元器件进入非线性区,功率放大电路104输出下降。
43.本实用新型通过功率放大电路104进行功率放大处理,使得输出的大功率加工脉冲与激励源103输出的激励脉冲同频,有效克服了现有甚高频电火花微能脉冲单脉冲能量小、峰值功率小、蚀除效率较低的问题,无需对脉冲进行调制来提升脉冲功率,可输出甚高频正弦波脉冲,以提高精密电火花的加工效率;且以功放管为双栅场效应管107,不同于其他功放管,例如三极管,利用双栅场效应管107的自身特性,双栅场效应管107正常工作时处于饱和区的设定波动范围,随着功率元器件进入非线性区,功率放大电路104输出下降,能够有效避免在对甚高频电火花脉冲电源的进行功率放大时出现失真,增强了放电状态信号检测的及时性与准确性。
44.需要说明的是,测控板102可以采用已有的控制器实现。
45.如图2所示,功率放大电路104还包括输入匹配电路108和输出匹配电路109;输入匹配电路108,一端通过电阻r1连接双栅场效应管107的栅极g2,另一端交流接地;输出匹配电路109,一端连接双栅场效应管107的源极、漏极,另一端作为功率放大电路104的输出端。本实用新型能够避免在功率放大电路104前级和后级之间产生驻波;
46.具体的,输入匹配电路108与输出匹配电路109之间可以采用绘制smith圆图实现功率放大电路104的阻抗匹配。
47.此外,双栅场效应管107的栅极g1与偏置电压端vp之间设有高频扼流电路110,双栅场效应管107的漏极与供电电压端vdd之间设有高频扼流电路110,高频扼流电路110可以
采用四分之一波长线,可以在导通直流电源的同时避免高频电路对直流电流造成影响。
48.另外,隔离器105的输入端、输出端可以配置分别与功率放大电路104输出端、传输线的特征阻抗相同的特征阻抗,可避免隔离器105与其它部件之间产生驻波,从功率放大器和传输线入射至隔离器105的脉冲不会发生反射,且从传输线反射至隔离器105的脉冲绝大部分会被隔离器105吸收,而不会进入功率放大电路104。
49.另外,测控板102中的内置单片机可以实现整个脉冲电源的自动启闭控制,具体如下:在完成初始化后判断上位机101是否下发了关机指令,如果下发,则先判断是否已经关机,如果还没关,向激励源103发送10次关机指令,如果激励源103关机成功,则初始化极间状态控制程序参数和开机指令参数,调低指示灯闪烁频率;如果下发的是开机指令,先判断是否已经开机,如果还没开,则向激励源103发送10次开机指令,如果激励源103开机成功,则设置相应频率和功率参数,之后打开极间状态控制程序控制电火花加工,调高指示灯闪烁频率,并初始化关机指令参数。
50.如图1所示,上述的一种大功率甚高频电火花脉冲电源可以应用于精密电火花加工,具体的加工过程如下:通过激励源103依据接收到的控制信号生成激励脉冲;通过功率放大电路104对接收的激励脉冲进行功率放大处理后输出大功率加工脉冲;通过隔离器105对功率放大电路104与加工端106之间的反射功率进行隔离处理;加工端106接收到大功率加工脉冲后进行脉冲加工处理;通过测控板102接收加工端106发出的极间状态信号,并将接收的极间状态信号传输至上位机101,以及接收上位机101下发的控制信号。
51.工作原理:本实用新型通过功率放大电路104进行功率放大处理,使得输出的大功率加工脉冲与激励源103输出的激励脉冲同频,有效克服了现有甚高频电火花微能脉冲单脉冲能量小、峰值功率小、蚀除效率较低的问题,无需对脉冲进行调制来提升脉冲功率,可输出甚高频正弦波脉冲,以提高精密电火花的加工效率;且以功放管为双栅场效应管107,以使得功放管正常工作时处于饱和区的设定波动范围,随着功率元器件进入非线性区,功率放大电路104输出下降,能够有效避免在对甚高频电火花脉冲电源的进行功率放大时出现失真,增强了放电状态信号检测的及时性与准确性。
52.以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施方式而已,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1