一种防止螺母焊接变形的焊接电极的制作方法
1.本实用新型属于汽车零部件加工技术领域,涉及一种汽车零件焊接用电极,具体的说是一种可以减少焊接过程中出现飞溅、焊渣以及防止特种螺母变形的电极。
背景技术:
2.由于现代汽车制造技术的发展以及进步,很多车企在车身焊接技术上的提高也是十分显著的,这其中涉及到的焊接技术也越来越多,电阻点焊汽车车身的大部分小件拼接工作都是通过电阻点焊来完成的。
3.点焊工艺是目前汽车生产过程必不可少的工艺,一般多用于冲压件和螺母、螺杆连接,随着汽车产业越来越纯熟,汽车主机厂对焊接零件的要求也越来越高,尤其在零件焊接后外观的要求,直接影响到后期的装配工艺,所有在焊接过程中合理的设计电极和优化生产工艺是当前各配套企业必须完成的事情。电阻点焊的优点也很明显,比如功效高、节约劳动力、成品整体性好、节约材料、降低成本等特点。但是由于点焊的结合强度不高,表面不美观等问题还是比较明显的。
4.凸焊螺母过程中,原材料的变化和现在广泛使用镀锌材料,对焊接的工艺要求很高。焊接过程使用普通的电极无法有效解决飞溅、焊渣、螺母变形的问题,下电极和电极芯匹配无间隙,不能有效的起到降温和解决飞溅粘在螺母牙上,导致螺栓无法正常通过螺牙,后序生产需要增加人员对螺母回丝,增加生产成本,回丝过程存在烂牙风险。焊接螺母时由于有的客户对螺母材质有要求,螺母材质较软,为达到焊接强度要求,一般选择增加电流,电流加大焊接时螺母受的温度越高,变形风险越高。针对焊接过程出现的飞溅、焊渣、螺母变形,为了完成生产工艺要求,有必要设计一种专门用于内部的焊接辅助工具。
技术实现要素:
5.本实用新型目的是针对传统电极在零件内部凸焊时,易出现飞溅、焊渣、螺母变形,需要通过人工回丝进行干预,生成成本高等不足,提出一种防止螺母焊接变形的焊接电极,可应用于汽车零件内部的凸焊作业,可降低操作难度,提高焊接质量,提高生产效率。
6.本实用新型的技术方案是:一种防止螺母焊接变形的焊接电极,包括待焊接的螺母与冲压件;其特征在于,所述焊接电极由下电极、电极座、电极芯、弹簧、气管和气泵连接组成;
7.所述电极座的内部呈中空结构,所述气管的一端与所述气泵连接,另一端与所述电极座的内腔连接相通,所述下电极通过螺纹连接设置在电极座的上端,所述下电极的内壁上设有多条气道,所述电极芯从下电极的底部向上穿出,所述弹簧设置在所述电极座内腔中,并与电极芯底部形成弹性压紧连接,所述冲压件和螺母依次套置在所述下电极顶部的电极芯上,在焊机放电的同时气泵进行吹气,气流经过下电极内壁上的气道,以达到降低电极温度,并将飞溅吹出防止螺母粘牙变形。
8.进一步的,所述下电极的内部从上至下依次设有圆孔和锥孔,锥孔的高度小于圆
孔的高度,气道均布且贯穿设置在圆孔和锥孔的内壁上,气道的数量不少于6条。
9.进一步的,所述气道为矩形槽,气道的宽度不小于0.6mm,气道的深度不小于1.5mm
10.进一步的,所述下电极的底部外圆面上设有外螺纹,下电极的中部设有限位凸台,限位凸台外表面设有两个扁位,两扁位互呈180
°
设置,扁位的宽度不小于限位凸台的半径
11.进一步的,所述电极座为圆柱筒状结构,电极座顶部内壁上设有内螺纹,内螺纹与下电极上的外螺纹旋接配合,电极座底部固定设有快接插杆。
12.进一步的,所述快接插杆为锥形杆,锥形杆的锥度为1∶10。
13.进一步的,所述气管通过管接头与电极座内部腔体连接相通,气管上设有电磁阀,电磁阀通过继电器与plc相连。
14.进一步的,所述电磁阀为2位2通开关型电磁阀,plc的型号为欧姆龙cpm1a-10cd r-a-v1,电磁阀一端与plc的com端口连接,另一端与plc的y0端口连接。
15.本实用新型的有益效果为:一种防止螺母焊接变形的焊接电极,焊接电极由下电极、电极座、电极芯、弹簧、气管和气泵连接组成,下电极与电极座螺旋连接固定,下电极电极芯孔内壁设置气道,在焊机放电的同时,气流经过气道给螺母均匀吹气,达到降低电极温度,将飞溅快速吹出,使飞溅不粘在螺母牙上,本实用新型与现有的焊接电极相比,适用于螺母材质较软的焊接场合,焊接后的螺母不用进行回丝工序,提升了产品焊接质量,增加了焊接强度,进一步满足了较高的外观需求。
附图说明
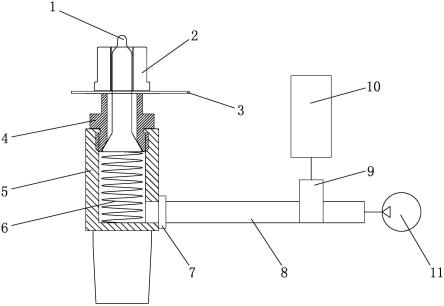
16.图1 为本实用新型装置整体结构示意图。
17.图2 为本实用新型中下电极俯视结构示意图。
18.图3 为本图2中a-a处全剖结构示意图。
19.图4 为本实用新型中气泵压缩空气流经示意图。
20.图中:电极芯1、螺母2、冲压件3、下电极4、电极座5、弹簧6、管接头7、气管8、电磁阀9、plc10、气泵11、扁位12、圆孔13、气道14、限位凸台15、外螺纹16、锥孔17。
具体实施方式
21.下面结合附图和具体实施方式,进一步阐明本实用新型,应理解这些实施方式仅用于说明本实用新型专利而不用于限制本实用新型专利的范围,在阅读了本实用新型专利之后,本领域技术人员对本实用新型专利的各种等价形式的修改均落于本技术所附权利要求所限定的范围。
22.实施例1
23.如图1-4所示,一种防止螺母焊接变形的焊接电极,由下电极4、电极座5、电极芯1、弹簧6、气管8和气泵11连接组成;电极座5的内部呈中空结构,气管8的一端与气泵11连接,另一端与电极座5的内腔连接相通,下电极4通过螺纹连接设置在电极座5的上端,下电极4的内壁上设有多条气道14,电极芯1从下电极4的底部向上穿出,弹簧6设置在电极座5内腔中,并与电极芯1底部形成弹性压紧连接,冲压件3和螺母2依次套置在下电极4顶部的电极芯1上,在焊机放电的同时气泵11进行吹气,气流经过下电极4内壁上的气道14,以达到降低电极温度,并将飞溅吹出防止螺母粘牙变形。
24.实施例2
25.与上述实施例1不同的是,如图2-3所示,一种防止螺母焊接变形的焊接电极,下电极4的内部从上至下依次设有圆孔13和锥孔17,锥孔17的高度小于圆孔13的高度,气道14均布且贯穿设置在圆孔13和锥孔17的内壁上,气道14的数量为6条。气道14为矩形槽,气道14的宽度为0.6mm,气道14的深度为1.5mm;下电极4的底部外圆面上设有外螺纹16,下电极4的中部设有限位凸台15,限位凸台15外表面设有两个扁位12,两扁位12互呈180
°
设置,扁位12的宽度不小于限位凸台15的半径;电极座5为圆柱筒状结构,电极座5顶部内壁上设有内螺纹,内螺纹与下电极4上的外螺纹旋接配合。
26.实施例3
27.与上述实施例2不同的是,如图2-4所示,一种防止螺母焊接变形的焊接电极,电极座5底部固定设有快接插杆,快接插杆为锥形杆,锥形杆的锥度为1∶10;气管8通过管接头7与电极座5内部腔体连接相通,气管8上设有电磁阀9,电磁阀9通过继电器与plc10相连;电磁阀9为2位2通开关型电磁阀,plc10的型号为欧姆龙cpm1a-10cd r-a-v1,电磁阀9一端与plc10的com端口连接,另一端与plc10的y0端口连接。
28.如图1-4所示,一种防止螺母焊接变形的焊接电极的工作原理如下:使用时,将冲压件3和螺母2套置在电极芯1上,启动焊机和气泵,由于下电极电极芯孔位置设置气道,每个气道具有一定的深度和宽度,在焊机放电的同时,气泵启动对气管进行吹气,气管上设置电池阀且由plc控制,气流经过气道给螺母均匀吹气,达到降低电极温度,将飞溅快速吹出,使飞溅不粘在螺母牙上,适用于螺母材质较软的焊接场合,焊接后的螺母不用进行回丝工序,提升了产品焊接质量,增加了焊接强度,进一步满足了较高的外观需求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1